في الوقت الحاضر ، لا توجد مؤسسة صناعية كبيرة في الطبيعة يتم فيها إنشاء تركيز كبير:
- مواد أولية؛
- قدرات الطاقة؛
- النقل و PM
- عمال؛
- قيم سلعية-مادية أخرى حيث لن تكون هناك حاجة إلى تنقية الهواء العميق.

هذا مطلب عادي لا جدال فيه في الوقت نفسه فيما يتعلق بالحفاظ على البيئة وحياة الناس وصحتهم ، وزيادة كفاءة العمل في خلق السلع والمنافع المادية لتلبية احتياجات المجتمع.
يعد نظام الشفط الحديث في غرف العمل في المصانع والمصانع والكيماويات ومصافي النفط وغيرها من المؤسسات هي الخطوة التالية في تطوير التهوية لخلق جو ورشة عمل صحي ، والذي لم يكن طويلاً ، جنبًا إلى جنب مع الغبار ومخلفات الإنتاج الغازية. قبل إزالتها ببساطة مباشرة في النظام البيئي للمنطقة ...
تختلف عملية الشفط عن التهوية العادية للمباني ، أولاً وقبل كل شيء ، من حيث أن إزالة التعليق الجاف لأصغر الجسيمات الصلبة مع الهواء الملوث يتم مباشرة من منطقة العمل ، حيث ، في الواقع ، التكوين الأكثر كثافة للبيئة يحدث غبار ضار. هذا النهج لتقنية تنقية الهواء العميق ليس فقط الأكثر فاعلية ، ولكنه أيضًا الأكثر اقتصادا.
معدات لمحطات الشفط

لكل ورشة عمل محددة ، كل من نظام التهوية ، الذي ينشئ ويتحكم في تدفقات الهواء في الغرفة ، ووحدات الشفط ، التي تعمل في الإزالة المباشرة لأصغر الجسيمات الصلبة قبل دخولها إلى المجال الجوي للورشة أو في الغلاف الجوي ، تم تطويره بشكل مشترك.
منشآت شفط الهواء العميق من نوعين:
- أحادي الكتلة ، عندما يتم إنشاء وحدة مستقلة تمامًا من خلال عملية مغلقة لاختيار جزيئات الغبار الجافة وجمعها والتخلص منها. لذلك ، عادة ما تتكون من مروحة واحدة أو أكثر ، وفلاتر وحاوية خاصة لتركيز النفايات المختارة.
- معياري ، عندما يتم تصميم نظام واحد بمجاري هواء يتم توفيرها لأماكن عمل مختلفة ، ومراوح ضغط منخفض وعالي ، وفواصل ، وحاويات لجمع النفايات وتخزينها. يمكن إنشاء مثل هذه الأنظمة لمتجر منفصل ولمجمع كامل من مرافق الإنتاج للمصنع.
توجد وحدات شفط ذات تدفق مباشر ، عندما يتم إطلاق تدفق الهواء بعد التنظيف في الغلاف الجوي ، وإعادة تدويره ، عندما يعود تدفق الهواء النظيف إلى الغرفة إما مباشرة أو من خلال نظام التهوية.
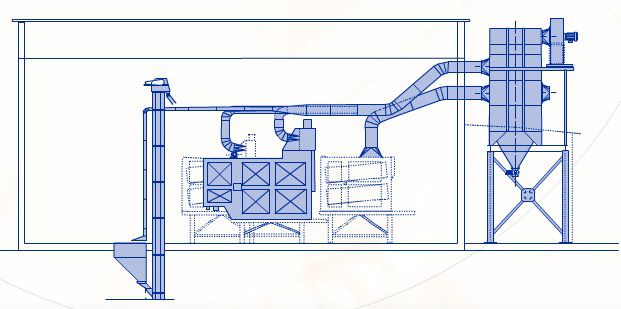
تشمل المعدات الرئيسية لمنشآت الشفط ما يلي:
- الأعاصير. هذا جهاز تهوية من غرفتين يخلق فراغًا هوائيًا بالطرد المركزي بدرجة عالية: تتركز الجزيئات الكبيرة في الحجرة الخارجية ، وتتراكم الجزيئات الصغيرة على سطح الغرفة الداخلية.
- أكمام الترشيح وخطوط الأنابيب. عند المرور عبرها ، يفقد تدفق الهواء الملوث جزءًا كبيرًا من الشوائب الصلبة على جدرانها.
- المرشحات وخزانات الترسيب. يمكن تركيبها بدلاً من الأعاصير الجوية وعلى خطوط الأنابيب عند الانتقال إلى التهوية.
- ماسكات الجسيمات الكبيرة ونشارة المعادن. يتم تثبيتها مباشرة بالقرب من مكان العمل ، على سبيل المثال ، بجانب الآلات.
- حاويات الصحافة والنفايات.
تقويم عمل الطموح في الورشة
يتم تقييم أداء الطموح في الإنتاج الصناعي من خلال:
- بالكمية الإجمالية للنفايات التي تم التخلص منها ؛
- فيما يتعلق "بعدم حذف الضرر" على "الضرر الأولي" للعملية التكنولوجية. أي أنه في حجم الهواء الذي مر عبر نظام التنظيف العميق ، يتم تحديد كمية الغبار التي تم التخلص منها.
يتم تحديد كفاءة التهوية فقط من خلال حجم تدفق الهواء الذي تمت إزالته من الغرفة دون إنشاء مسودات يمكن أن تضر بصحة العمال.
بشكل أساسي ، يتم تقليل أداء نظام الشفط من خلال جميع أنواع التسربات في الوصلات في نظام خطوط الأنابيب وأكياس الترشيح. إنها تخلق خسارة تصل إلى 15 - 20٪ في كفاءة الشفط وتضطر إلى تركيب محركات كهربائية أكثر قوة في مراوح الإعصار. لذلك ، في الأنظمة التي يتم تشغيلها ، من الضروري إجراء عمليات الفحص والإصلاحات الوقائية المجدولة بشكل دوري لإزالة العيوب في مفاصل خطوط الأنابيب وجلب الترشيح.
تصميم وتركيب جهاز شفط على تشغيل المعدات التكنولوجية
زيادة المتطلبات البيئية هو اتجاه عالمي في التقدم التكنولوجي الحديث. لذلك ، فإن تثبيت الطموح لجميع المؤسسات الصناعية تقريبًا هو إجراء تقني إلزامي يعزز ثقافة الإنتاج.
لتصميم وتركيب معدات شفط الهواء ، ليست هناك حاجة لتغيير العمليات التكنولوجية الحالية. نظرًا لأن محطات المعالجة مصنوعة حسب الطلب ، فإن منظمة المشروع تتكيف مع الطموح مع المعدات التكنولوجية المتاحة. إن الالتزام بشروط ورشة عمل محددة والدقة في الحسابات يحددان مسبقًا كلاً من الشروط الموجزة لتركيب الأنظمة وكفاءة تشغيلها في المستقبل.
في مرحلة التصميم ، بالإضافة إلى موقع معدات الورش ومراكز التلوث ونقاط الطموح ، يتم تحديد البيانات الأولية التالية:
- استهلاك الهواء وتقليل الفراغ عند كل نقطة تنظيف.
- تتدفق سرعة حركة الهواء عبر خطوط الأنابيب والخراطيم ذات قطر وطول معينين.
بعد ذلك ، يتم عمل الحسابات لتحديد أنواع مجمعات الغبار ، وتحديد أقطار مجاري الهواء في كل قسم ، وتحديد كمية النفايات والمرشحات ، وما إلى ذلك.
بعد إنشاء الوثائق الفنية ، يتم وضع خطة لأعمال التثبيت ، وتحقيق الحد الأدنى من الوقت لإيقاف العملية التكنولوجية ، والتي ستكون مطلوبة للتركيب المباشر لمعدات الشفط.