Заваряването на отоплителни тръби е основният метод за сглобяване на битови и промишлени комуникации. Връзките от този тип не изискват никаква поддръжка, като залепени или резбови съединения, но са подложени на постоянно топлинно и механично напрежение. Въз основа на това трябва внимателно да изберете инструменти, материали и внимателно да спазвате технологията на заваряване. Нарушаването на правилата за свързване на метал води до появата на пукнатини и развитие на корозия. Ако планирате да направите тази процедура сами, трябва да разберете какви методи се използват за заваряване на нагряване, както и професионални техники за постигане на висококачествен и траен резултат.
Комплект инструменти и оборудване

Заваряването на отоплителни тръби с електрическо заваряване започва с подготвителния етап:
- Подготовка на капитана. Необходимо е правилно да се оборудва работното място, да се гарантира спазването на мерките за безопасност, ако е необходимо, да се прочетат отново инструкциите за работа с оборудването и материалите. За заваряване на тръби с електрическо заваряване ще са необходими защитни устройства. Те включват специален огнеупорен костюм (панталон, яке, шапка с ливрея), маска, обувки и клинове. Трябва да се погрижите за добра вентилация.
- Подготовка на инструменти и материали. Трябва да се обърне внимание на всеки малък детайл, тъй като удобството на работа и качеството на крайния резултат зависят от това.
За да заварявате отопление, са ви необходими следните инструменти и устройства:
- заваръчна машина с резервен държач;
- мелница с режещи и шлифовъчни дискове;
- метална четка;
- шкурка с различни размери на зърната;
- чук;
- запас от електроди;
- заместник;
- щипки;
- стоманени или азбестоциментови листове за защита на стените от метални капки и сажди;
- брезент за покриване на подовата настилка.
Преди заваряване на тръби с електрическо заваряване е необходимо да се провери съответствието на кабелите, гнездата и машините в екрана с показателите на подготвения апарат. Те трябва да са достатъчно мощни, за да издържат на големите натоварвания, които налага дори домакинското оборудване.
Технология за заваряване на пластмасови тръби

Полипропиленът постепенно замества стоманата, тъй като има редица положителни характеристики при относително ниска цена. Пластмасовите тръби са предназначени за високо налягане, леки, гладки вътрешни стени и отличен външен вид. Но тръбопроводът ще изпълнява своите функции ефективно, ако всички фуги са здрави и стегнати. Трябва да се има предвид, че при преминаване на гореща вода с температура над 110 градуса полимерът става мек и започва да се увеличава по размер. Следователно за монтаж на отопление се използват само продукти, подсилени с фибростъкло или алуминиево фолио.
За свързване на връзките се използва специален поялник. Устройството е двустранно, на единия ръб има дюзи за външния, а от друга - за вътрешно отопление на съединените части.
За свързването им се използват следните фитинги:
- съединители;
- адаптери;
- ъгли;
- тройници;
- кръстове;
- резбови фланци за свързване към отоплителната батерия.
При запояване на полипропиленови комуникации се използва принципът на дифузия под въздействието на топлина.Краищата на съседните връзки се топят, веществото се смесва и образува монолитно съединение.
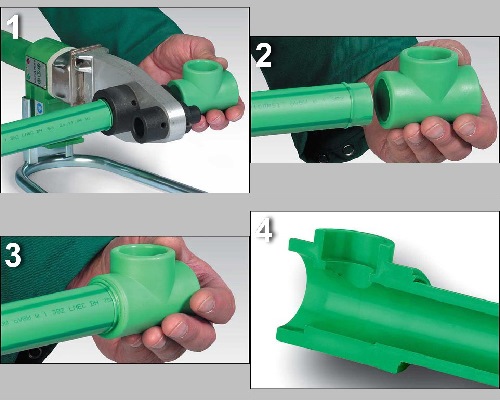
Процесът на заваряване на полимерни части се извършва по следния метод:
- Изготвяне на тръбна схема за отоплителната система.
- Рязане на детайли с определена дължина. Прави се корекция на размера на потапяне на тръби в отворите на фитингите и размерите на самите фитинги.
- Загрейте поялника, докато светне зеленият индикатор. Това е доказателство, че сглобяването може да започне.
- Закрепване на части към устройството върху разклонителните тръби със съответния диаметър. Те трябва да се отопляват в съответствие с указанията на таблицата, с която е комплектовано оборудването.
- Тръба и фитинг връзка. Това се прави строго в една посока, докато вътрешната част се опре до заключващия фиксатор в фитинга. Не можете да завъртате продуктите, да ги движите напред-назад. Позволена е корекция за ъгъла на съединението.
- Охлаждане. Необходимо е фугата да се поддържа в статично положение толкова дълго, колкото е предписано в инструкциите за устройството. Само след това сглобяването може да продължи.
За разлика от металните тръби, полимерните тръби се нуждаят от опора за вертикални и хоризонтални опори. На всеки 100-150 см те се фиксират към стените с пластмасови дистанционни скоби. След сглобяването полипропиленовите комуникации не се нуждаят от допълнително довършване и последваща поддръжка.
Технология за заваряване на метални тръби

За да бъде връзката здрава и плътна, е необходимо да подготвите системните части преди инсталацията. Необходимо е да се провери равномерността на ръбовете, скосяването и шлифоването на метала на разстояние 10 мм от среза. След това трябва да обработите почистените места с разтворител, за да ги обезмаслите.
За заваряване на тръби за различни цели се използват електроди със следния състав на покритието:
- рутилова киселина (RA) - за инсталиране на студено и топло водоснабдяване в публичния сектор;
- рутил (RR) - за сглобяване на отоплителни системи, работещи под високо налягане;
- рутилова целулоза (RC) - използва се в конструкции, изискващи висока надеждност на фугите;
- универсален (B) - за монтаж на всички видове тръбопроводи в жилищния сектор и в производството.

Можете да готвите метални тръби, като използвате следните технологии:
- Електрическо заваряване. Извършва се ръчно или с помощта на машина. Принципът на действие се основава на създаването на електронна дъга, която възниква по време на късо съединение. Този процес е придружен от отделянето на голямо количество топлина, което води до топене на метала. За създаване на шев се използват консумативни или непотребими електроди.
- Газово заваряване. Тръбните съединения се топят под въздействието на изгарящия газ, едновременно с налагането на метал върху него, който действа като съединител. Образува се монолитна фуга, която има хомогенна структура със съседни части.
- Студено заваряване. Този метод се използва при инсталиране на тръбопроводи с ниско налягане или при ремонт на труднодостъпни места. Същността на метода се състои в увиване на превръзка, импрегнирана с бързо втвърдяващо се лепило около удара.
Изборът на опцията е правилен, ако отговаря на характеристиките на системата и характеристиките на охлаждащата течност.
Класификация на заваръчните шевове

Фугата може да бъде заварена по различни начини въз основа на конструктивните характеристики и дебелината на метала, който се обработва.
Има такава класификация на заваръчните шевове:
- На външен вид те са плоски (нормални), отслабени (вдлъбнати) и подсилени (изпъкнали).
- По дължина - плътни (непрекъснати, затворени), прекъснати (точки, сегменти). По отношение на дължината шевовете се подразделят на къси (до 25 см), средни (26-100 см) и дълги (повече от 101 см).
- При изпълнение - хоризонтално (на вертикални секции), вертикално (на хоризонтални носачи), таван (когато фугата е направена отдолу), отдолу (електрод отгоре на шева).
- Според ефективната сила - фланг (по оста), челен (през оста), наклонен (напречно), комбиниран (комбинация от типове).
- По броя на слоевете и проходите - еднослойни (един проход) и многослойни (няколко прохода).
С правилната инсталация на отоплителната система могат да бъдат изпълнени всички изброени шевове. Ако е необходимо, заваряването се извършва и от вътрешната страна на тръбите.
Основните видове заварени съединения
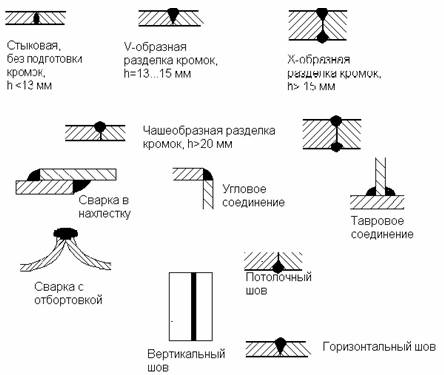
Според местоположението им в космоса шевовете се разделят на следните видове:
- ъглови - частите са под ъгъл;
- Т-образна - връзка на края и отстрани на елементите;
- челни тръби са свързани в една равнина;
- припокриващи се - частите се наслагват една върху друга;
- край - прилежащ към страничните повърхности на фрагментите.
В хода на работата капитанът избира най-удобния за себе си и съответстващ на техническите условия метод на заваряване на части.