Свързването на полимерни водопроводни тръби в една линия се извършва по два начина: с помощта на свързващи елементи (фитинги) или чрез запояване. Последният вариант е по-икономичен - няма нужда да купувате допълнителни части. Но това изисква специални инструменти. Ако знаете тънкостите на заваряването, възможно е правилно да запоявате пластмасови тръби за домашно водоснабдяване със собствените си ръце, без участието на специалисти. Това ще спести и семейния бюджет.
Инструменти за приключване на работата

За свързване на пластмасови и пропиленови елементи се използва методът на термична дифузия - синтез при нагряване със специален поялник. Той се различава от обикновения инструмент за запояване с това, че не използва медни електроди, а стоманени дюзи. Те са фиксирани в отворите на нагревателния елемент на поялника. Контролът на температурата се извършва с помощта на термостат, разположен върху тялото.
За работа с тръбни елементи, изработени от полиетилен или полипропилен, допълнително ще ви трябва:
- измервателни уреди - рулетка, владетел, квадрат, ниво;
- специализирани ножици или фреза за тръби;
- обезмасляваща течност.
Освен това си струва да приготвите фино шкурка или тънък файл. Те ще ви помогнат да направите съкращенията си идеално гладки.
Мерки за сигурност
Когато работите с поялник, трябва да спазвате предпазни мерки. Ако не го направите, това ще повлияе негативно на качеството на адхезията и може да причини наранявания и изгаряния.
Спазвайте следните правила:
- Поставете горещия поялник само на стойката.
- Носете ръкавици, за да предпазите ръцете си от изгаряния.
- Извършете работата в добре проветриво помещение, защото полимерните материали при нагряване отделят вредни вещества.
Върховете са с тефлоново покритие, за да се избегнат въглеродни отлагания. В края на всеки процес на заваряване, останалият полимер трябва да се отстрани с дървена шпатула. Не е разрешено почистването на охладените дюзи, тъй като това може да повреди покритието и да счупи поялника.
Характеристики на запояване на водопроводни тръби

Преди да започнете работа, трябва да изберете правилната технология. За свързването се използват три метода за запояване:
- Куплиране. В този случай се използват съединители, които се вкарват между опорните части. Особеността на процеса е, че се нагряват само самите свързващи елементи. Обикновено методът се използва за тръби с малко и средно напречно сечение.
- С форма на камбана. Използват се дюзи с различен диаметър. Краищата на частите се изрязват под ъгъл от 90 градуса и се почистват и след това се вкарват в дюзата на съответната секция. По време на запояването краищата на двата елемента се нагряват, разтопяват и съединяват. След скачване частите не трябва да се въртят.
- Бутикова. В същото време краищата на двата сегмента са заварени по цялата равнина. Използва се за свързване на големи тръби - с диаметър повече от 5 см и дебелина на стената 0,4 см.
Ако трябва да запоявате подсилени тръби, ще ви е необходим специален инструмент - самобръсначка. Необходимо е да се почисти тръбата от алуминий, който е скрит под горното полимерно покритие. Освен това тръбите се заваряват по стандартния метод.
Понякога в участъка на тръбопровода се изискват части с резба. Този фитинг може да бъде запоен към подходяща тръбна връзка.Заваръчните работи по тръбите трябва да се извършват само при положителни температури на околната среда.
Последователност на процеса на заваряване
Първо трябва да подготвите самите тръби. Те се разделят на парчета с необходимия размер, краищата се изравняват и полират, ставите се избърсват с обезмасляваща течност.
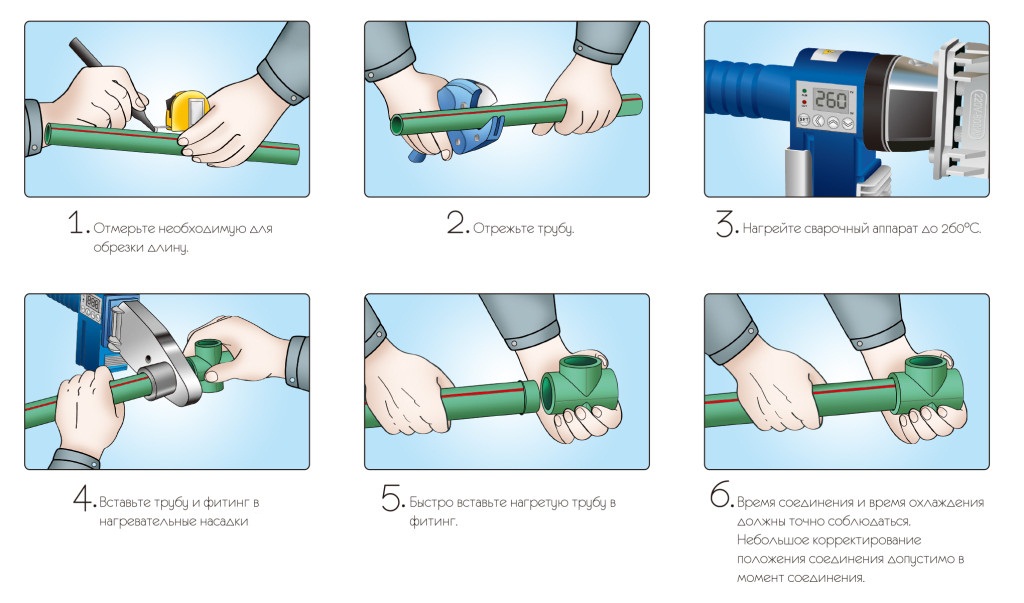
С помощта на термостат се избира необходимото нагряване, като се отчита разликата в този показател за полимери. Можете да изясните кои точно тръби запоявате, като маркирате върху самия продукт. За полипропиленови и поливинилхлоридни тръби (PP и PVC) отоплението се извършва до 260 градуса, за полиетиленовите (HDPE) тръби - до 220 градуса. Нагретите елементи са свързани помежду си чрез вкарване на тръбата в гнездото, съединителя или чрез свързване на краищата на сегментите.
Продължителността на топене след привеждане до необходимия температурен режим се определя в зависимост от раздела:
| Диаметър на продукта (mm) | Време за нагряване до необходимата температура (сек) | Период на адхезия (сек) | Време за охлаждане (мин) |
| 16 | 5 | 8 | 2 |
| 20 | 6 | 9 | 2 |
| 25 | 7 | 10 | 3 |
| 32 | 8 | 12 | 4 |
| 40 | 12 | 20 | 5 |
| 63 | 24 | 25 | 6 |
| 90 | 40 | 35 | 8 |
След като фугата се охлади, проверете правилността на извършената работа. Плътността на заварения участък се проверява чрез продухване и преминаване на вода. Ако шевът на съединението е направен лошо, шевът се отрязва и заваряването се извършва отново.
Запояване на труднодостъпни места и ъгли

Ако е необходимо, тръбите могат да бъдат споявани под ъгъл. За това се използват специални ъглови съединители. Ъгълът се използва за контрол на степента на огъване. Закупете продукти от един производител, това ще осигури висока адхезия на елементите, които ще се съединяват.
Заваряването на труднодостъпни места е трудно за неспециалиста. Когато работите под тавана, машината за запояване трябва да бъде окачена на кука. Понякога е необходимо да се замени част от вече работеща водоснабдителна система: в случай на повреда, през която капе вода, или силно запушване. Най-лесният начин е да запоите фитингите с резба на тези места, където е удобно да го направите, и вече да засадите участък от тръбата върху тях.
Можете да запоявате полипропиленова тръба, ако водата капе през малка пукнатина, като използвате занаятчийския метод на заваряване. Пролуката се затваря от материала, от който е направена тръбата. На дефектното място се нанася горещ пирон или отвертка. Дупката е покрита с разтопен полимер. Но това е временна опция, повредената зона все още ще трябва да бъде заменена.
За кратко време полимерният продукт може да бъде запечатан с индустриален сешоар. Фугата се нагрява, докато материалът омекне. Към тръбата се поставя скоба и се затяга плътно.
Възможни грешки

- работа със сурови филийки;
- неравности на докинг частите;
- неточно подравняване на свързаните елементи;
- твърде много сила при присъединяване;
- непълно вкарване на тръбата във фитинговата връзка;
- малко или прекомерно нагряване на заваряваните части;
- наличието на подсилващ слой;
- промяна на позицията на елементите след охлаждане на пластмасата;
- използване на поялник с дюзи, замърсени с полимер;
- почистване на охладените дюзи и последващо използване на части с повреден тефлонов слой.
Понякога върху висококачествени материали силното прегряване не дава визуални външни дефекти. Но в същото време има вътрешна деформация, когато нагрятата пластмаса блокира вътрешния проход. Това води до бързо запушване и запушване на водния поток.
В допълнение към горещото запояване се използва метод за студено заваряване. Техниката включва използването на специален разтворител като активен спояващ компонент, който омекотява структурата на полимера. Поради своята сложност методът не е спечелил голяма популярност.