Els troncs es processen en fresadores per donar un perfil especial i obtenir el mateix diàmetre al llarg de tota la longitud. Les ranures es tallen al producte per facilitar la instal·lació i el bloqueig de les juntes. Es fa un tronc arrodonit amb gran precisió, de manera que pràcticament no hi ha buits en muntar una caseta de troncs. El material pertany a la categoria de productes econòmics que no necessiten preparar-se addicionalment per a la instal·lació al lloc de construcció.
- Què és un registre arrodonit
- Diferència de picat
- Aplicacions
- Característiques de la producció de troncs arrodonits
- Mètode clàssic
- Mètode de transmissió
- Mètode posicional
- Tronc enganxat
- Equips per a la producció de
- Tecnologia de fabricació
- Classificació i preparació del material
- Assecat
- Cilindres
- Retall i talls
- Tractament amb compostos protectors
- Esdeveniments de cloenda
- Varietats de material de construcció
- Tipus de ranura
- Espècies de fusta
- Dimensions (edita)
- Com triar un registre per a la construcció
- Característiques dels preus
Què és un registre arrodonit

Característiques d'ús material:
- el conjunt es demana a la fàbrica, mentre que els elements tenen una longitud segons el disseny de la casa, les ranures es fabriquen amb una gran precisió;
- aquest disseny redueix els costos laborals a l'obra.
Una superfície acabada netament suggereix rebuig de revestiments externs amb altres materials... La casa de troncs es tracta amb vernissos, pintures de vidre, només per ressaltar la textura de la fusta.
A casa de manera gradual reduir la quantitat del 8-10% a partir dels indicadors inicials, de manera que l’edifici es pugui aprofitar al màxim després d'1 - 1,5 anys després de la construcció. En aquest moment poden aparèixer esquerdes als extrems, de manera que no es recomana escalfar la casa durant el període de contracció.
Diferència de picat

A partir d’aquest material és difícil construir un mur perfecte en comparació amb una casa de troncs feta de troncs arrodonits. Les ranures longitudinals també es tallen manualment, per tant, només els artesans poden construir una casa a partir d’elements picats.
Diferències entre materials:
- els troncs tallats a mà tenen diferents diàmetres al llarg de la longitud i una superfície irregular;
- el temps de construcció dels troncs picats augmenta a causa de la necessitat d’encaixar cada element.
Després de la construcció les costures per fora i per dins han de ser calafatades, per eliminar els buits. Tots dos materials requereixen tractament amb antisèptics, ignífugs per augmentar la resistència a factors negatius.

Aplicacions

Altres usos:
- les parets de troncs de banys i saunes s'erigeixen a partir de coníferes;
- annexos a l’habitatge, per exemple, terrasses tancades i obertes, terrasses per passejar;
- un enorme porxo de troncs té un aspecte preciós;
- al jardí es construeixen glorietes i coberts;
- s'estan construint recintes per caminar per a mascotes.




A partir de troncs arrodonits, construeixen fortes tanques amb un grup d’entrada original, formen elements d’un parc infantil (cases, fortaleses, ponts, parets de caixa de sorra).



Característiques de la producció de troncs arrodonits
La tecnologia de fabricació és senzilla, però requereix un equipament especial una línia especial de màquines per al processament de troncs d'arbres caiguts.
El principal mètodes de producció:
- la manera clàssica;
- punt de control;
- posicional;
- enganxar registres d’elements individuals.
Cada tècnica té certs avantatges i desavantatges respecte d'altres, els mètodes difereixen en productivitat, qualitat del treball.
Mètode clàssic

Procés de processament:
- El canó es fixa als centres als extrems, després és cilíndric.
- Les talladores es mouen al llarg del registre, el recurs de les vores augmenta a causa de l’alleujament de la fulla d’acabat a causa de la càrrega de la fulla de desbast i augmenta la qualitat del cilindre.
- El producte resultant és polit, impregnat d’un compost protector contra la inflamació i la floridura.
Per tant, el mètode clàssic és més laboriós els productes són més cars... Un maneig acurat redueix la probabilitat de talles de mida.
Mètode de transmissió

Característiques de la tècnica:
- obtenir productes de baix cost i de baixa qualitat;
- es permet l’alimentació contínua de troncs;
- la longitud de les peces no és limitada, però els troncs no haurien de caure a l'espai entre els rodets;
- gran actuació.
L'equip també s'utilitza per a la producció de fusta tallada, barres, revestiment, taulers, lames. L’inconvenient és que cal seleccionar els troncs bastant suaus, o tallar els productes semielaborats en productes de 1-2 m de longitud.
Mètode posicional

Característiques del mètode:
- menor productivitat en comparació amb el mètode continu;
- es perd el temps en reconfigurar la màquina segons el diàmetre dels troncs;
- la necessitat d'operadors qualificats per millorar la qualitat del processament.
És possible utilitzar dos mecanismes de fresat alhora per fer simultàniament una passada rugosa i una acabada. La longitud de les peces depèn de la mida de l’equip.
Tronc enganxat

Etapes de producció:
- tallar troncs en taulers;
- assecat fins a un contingut d'humitat no superior al 12-15%;
- unint làmines amb cola d'alta resistència amb direccions de fibra alternes en capes posteriors.
Es recullen els productes a partir de taules massisses o empalmades al llarg de la longitud... Els productes alternen dos tipus de fusta per millorar el rendiment.
Els troncs enganxats es distingeixen per menys humitat, pràcticament no s’esquerden després d’haver-se posat en un marc. La disminució del nombre d'esquerdes s'explica per la menor tensió interna en parts petites, en comparació amb un registre massiu sencer.
Equips per a la producció de
Les línies de producció poden ser totalment automatitzatquan la màquina alimenta i carrega les peces. IN semiautomàtic En la variant, es considera la mecanització dins del cicle de treball, i després s’utilitza mà d’obra manual amb l’ajut de carretons elevadors i cotxes elèctrics.
Tipus de màquines:
- tornejat i fresat (mètode posicional);
- unitats de pas;
- mecanismes de centrament i brossatge;
- equips per tallar gots, ranures;
- instal·lacions de retallada.
La qualitat de l’arrodoniment dels troncs depèn sobre el grau d’afilat i el tipus d’element de tall de la màquina, que són rotatives, angulars, fresadores.
Tecnologia de fabricació
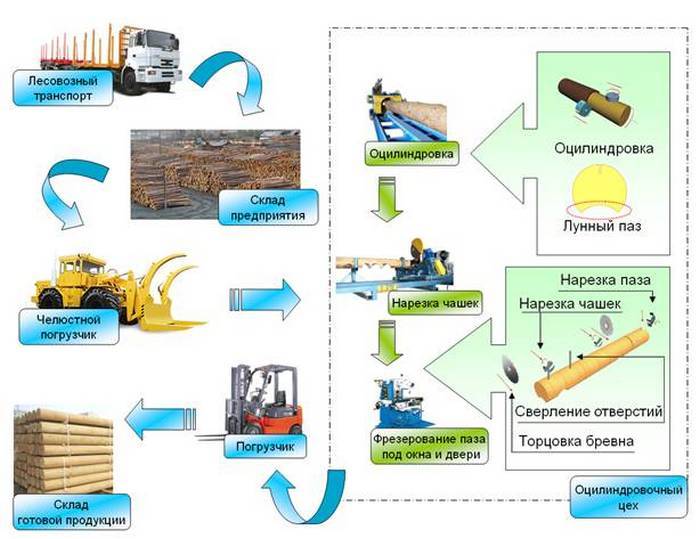
La tecnologia inclou les etapes:
- assecat de matèries primeres;
- directament cilíndric;
- tall i enfrontament;
- impregnació amb agents protectors;
- control de qualitat del producte, marcatge segons el projecte, emmagatzematge, envasos per a l'enviament.
Els productes obtinguts en línies automàtiques es distingeixen per un cost menor que quan s’utilitza una quota de mà d’obra manual.
Classificació i preparació del material

La producció inclou classificació preliminar de troncs tallats, poda... Les matèries primeres s’escullen de manera que radi inicial a la part superior del registre superat en 20 mm similar mida dels productes rebuts... Les dimensions es prenen d'acord amb les especificacions del client per a la construcció d'una casa, més sovint s'utilitzen avets i pins.
Si s’utilitza el mètode posicional, s’ordenaran els registres i per homogeneïtat de les peces en termes de diàmetreper processar el lot sense tornar a configurar la màquina, cosa que trigarà.
La línia de classificació automatitzada està representada per un transportador dentat amb un mecanisme de mesura d’escaneig i diverses "butxaques", on els accionaments aboquen matèries primeres amb característiques uniformes.
Assecat
La humitat es redueix uniformement a les capes exteriors i interiors. Es presta molta atenció, ja que les parts exteriors desprenen més aigua i les internes es retarden, cosa que provoca l’aparició d’esquerdes.
L'assecat es realitza de dues maneres:
- en condicions naturals en un lloc fresc sota un sostre (dosser);
- en compartiments d'assecat.

L'eliminació artificial de la humitat té lloc en una cambra elèctrica d'infrarojos i de buit.
Cilindres
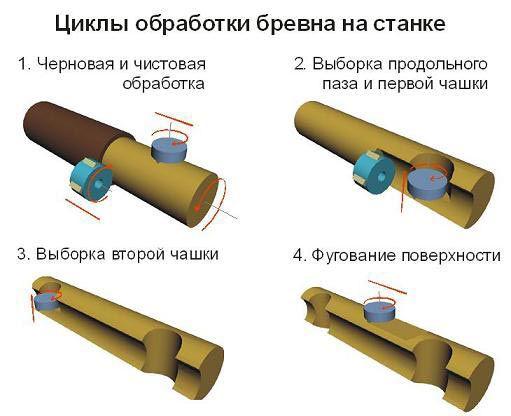
Procediment operatiu:
- fer cilindre segons un diàmetre estrictament especificat;
- després de la formació del solc lunar, realitzeu el tall de compensació.
El pas de descàrrega alleuja la tensió de les fibres de fusta sota càrrega de manera que no apareguin noves esquerdes al producte després de la instal·lació i la contracció. El tall es fa al llarg del tronc en forma de ranura uniforme amb una amplada de 8 a 10 mm, la seva profunditat és ¼ de l’amplada. Quan s’emmagatzema, el registre es col·loca amb una ranura a la part superior de manera que l’element següent tanca el tall a la part superior i el protegeix de l’entrada d’aigua.
Retall i talls

Troncs arrodonits tallat a llargs... L’optimització dels productes es realitza per seleccionar zones sense estella, esquerdes grans i nusos. Les peces curtes s’uneixen en parts de la longitud desitjada empalmant, per exemple, mitjançant un mètode de mini-tenó.
La retallada es realitza de dues maneres:
- automàtic;
- manualment.
En el primer cas, l’escàner detecta 4 costats del material alimentat i, a continuació, el trasllada a la màquina de mitrar. Al final de la línia, els dumpers distribueixen les peces al llarg de la longitud. Amb el mètode manual, el treballador identifica les taques defectuoses i marca amb guix fluorescent. La màquina llegeix la marca i fa un tall en aquest punt.
Tractament amb compostos protectors

Apliqueu el tractament amb:
- antisèptics - de podridura, floridura, fongs, insectes;
- ignífugs - per reduir el grau d’encesa.
Utilitzen substàncies hipoal·lergèniques respectuoses amb el medi ambient perquè les parets de la casa no emetin components tòxics a l’espai circumdant.
Esdeveniments de cloenda

Els productes acabats passen control tècnic. En el procés, es comprova la precisió dimensional, tenint en compte les toleràncies. Els experts marquen cada registre al llarg del final per indicar el seu lloc al dibuix de disseny, on també es troben les marques corresponents.
Emmagatzemar fusta apilats de diferents maneres:
- atapeït;
- files;
- en feixos;
- paquets.
Depenent del mètode, s’utilitzen diferents separadors per garantir la uniformitat distribució de càrrega i ventilació.
Transport al client en compliment de les mesures de seguretat i la seguretat del material, per a això hi ha un vehicle especial llarg.

Varietats de material de construcció
L’essència de la construcció d’una casa de fusta es troba en la construcció d’una casa de troncs. Si els extrems encaixen bé, no hi haurà buits, per tant, augmenta la protecció contra el fred i el bufat.
Els extrems dels registres s’uneixen de les maneres següents:
- "Al bol" i "a l'oblot" (amb la resta);
- "A la dent" i "a la pota" (sense residus).

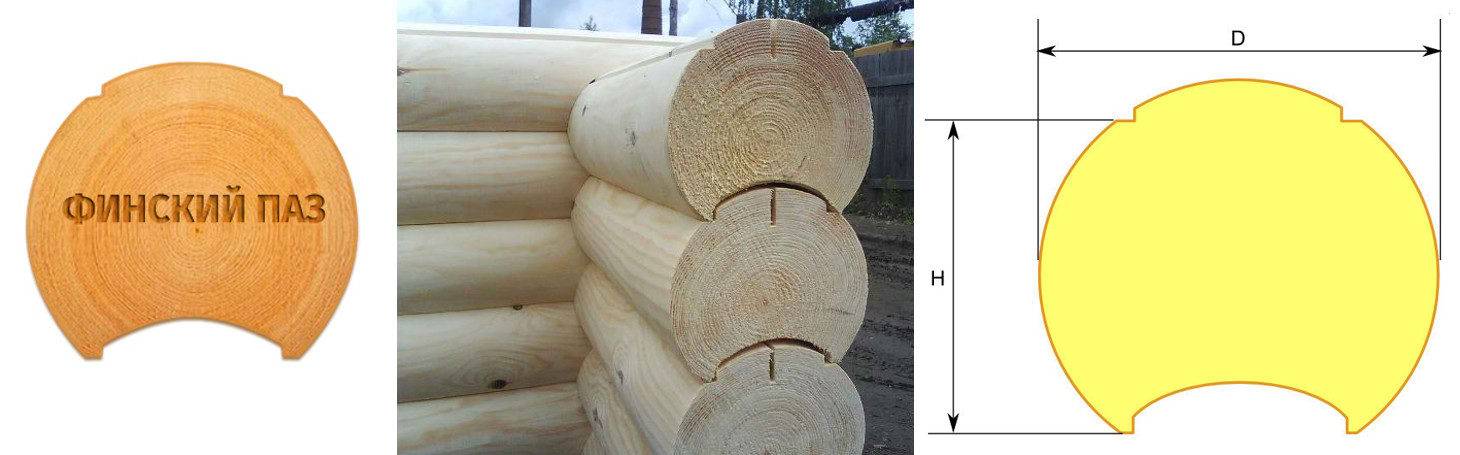
En la fusta arrodonida, s’utilitza el processament amb una ranura lunar i finlandesa.
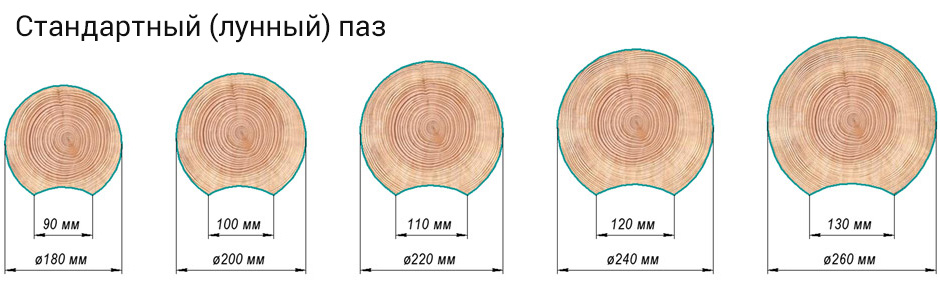
Tipus de ranura
Solc de la Lluna utilitzat per instal·lar els registres entre si durant la instal·lació. Els elements es munten mitjançant un aïllament de feix o llana mineral. Aquesta ranura sembla un tall longitudinal, la secció del qual s’assembla a un semicercle.
Mides dels registres amb un perfil lunar:
- Un diàmetre de registre de 180 mm suposa una amplada de ranura de 95 mm;
- 200 mm - 105 mm, respectivament;
- 220 mm - 116 mm;
- 260 mm - 137 mm;
- 300 mm - 158 mm.
Solc finès es diferencia en una forma més complexa, ja que s’utilitza per a un esquema de muntatge amb una ranura i una carena. Hi ha buits a la seva secció - Es tracta de rebaixes per augmentar l'aïllament tèrmic dels llocs d'acoblament. La ranura finlandesa minimitza les esquerdes i no requereix calafat.
Espècies de fusta

Característiques de les roques per a troncs cilíndrics:
- Pi - més dur que l’avet, amb millors propietats de resistència;
- avet - fusta tova i càlida, més fàcil de manejar amb eines;
- làrix - fusta amb qualitats d'aïllament d'humitat natural, duradora;
- cedre - poques vegades s'utilitza a causa de l'augment del cost de la fusta.
El làrix és el doble de car que el pi i l’avet.
Dimensions (edita)

L'elecció depèn del lloc d'ús:
- banys, dachas, dependències - 160 - 180 mm (sud de Rússia);
- edificis residencials d’estiu, garatges, miradors - 200 - 220 mm (part europea);
- cases de residència permanent a Sibèria Occidental - 240 - 320 mm (amb golfes aïllades).
Com triar un registre per a la construcció

Es dóna preferència a les empreses que allibereu simultàniament material i realitzeu la construcció... Són responsables de la qualitat dels registres. Millor abans de fer la comanda informeu-vos sobre el lloc d’extracció de les matèries primeres, les condicions d’emmagatzematge i el lliurament.
Distingir exteriorment qualitat basada en:
- material en colors groc i groc fosc;
- sense forats de cuc, butxaques de resina, defectes mecànics;
- es permeten uns quants nusos petits;
- els talls són uniformes, els troncs no es trenquen;
- totes les peces tenen el mateix radi i longitud.
Quan accepteu registres del proveïdor, comproveu presència de marcatge d'acord amb el projecte, en cas contrari la instal·lació serà difícil.
Característiques dels preus

El preu de la fusta per metre cúbic depèn del diàmetre. Aproximadament: 180 - 190 mm - 7.500 rubles, 220 - 230 mm - 7.800 rubles, 260 mm - 8.000 rubles, 300 mm - 9.500 rubles, 320 mm - 11.000 rubles.
Canvis de preus en funció de factors:
- la presència d’un solc diagonal;
- tipus d’envàs (pel·lícula, palet, cinta);
- fer forats per a la instal·lació de pins;
- espai de fresat per a retallades de finestres i portes;
- fresat de rebaixes per a la instal·lació de farciments de finestres i portes;
- impregnació amb agents protectors.
El cost final es veu afectat per preu de lliurament... Si la construcció es duu a terme a les regions estepàries, el lliurament augmentarà significativament el cost del material.