La instal·lació de fontaneria requereix el muntatge d’elements individuals en un sol sistema. Les canonades i vàlvules metàl·liques s’uneixen mitjançant una unió roscada. El mètode proporciona un vincle fort i segellat. Per a comunicacions autoportants, necessitareu eines per tallar fils a les canonades d’aigua.
Tipus de fils sobre canonades
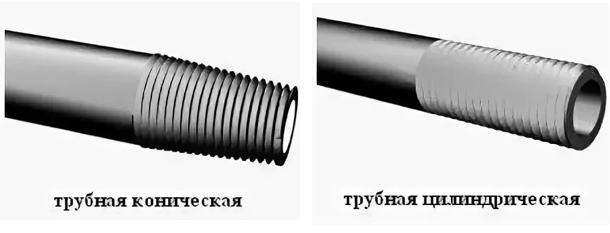
Un fil és una alternança de ressalts i depressions sobre una superfície, situada al llarg d’una línia helicoïdal. Pot ser extern i intern, esquerre i dret. Tipus comuns:
- cilíndric tubular;
- canonada cònica;
- polzades cilíndriques (estàndard dels EUA);
- rodó;
- polzada.
En la instal·lació de treballs de fontaneria, se solen utilitzar els dos primers tipus. S'utilitzen per connectar accessoris de fontaneria:
- Cilíndric (G): el perfil està representat per un triangle isòsceles amb un vèrtex de 55 °. Els ressalts i les depressions són arrodonides. Recomanat per a canonades de fins a 6 "de diàmetre.
- Cònic (R): el fil té un perfil triangular, forma un cònic de 1:16, es caracteritza per una elevada estanquitat de la connexió de les peces.
Els fils de canonada són polzades o mètriques, respectivament, mesurades en polzades i mil·límetres.
Eines necessàries

- Un troquel o punxó: un dispositiu en forma de femella de metall endurit, que té unes vores tallants (talladores) esmolades. Són de forma rodona, quadrada, hexagonal. Tipus de matrius: sòlids, lliscants, dividits. Es proporcionen forats per eliminar les estelles.
- Klupp és una eina basada en un troquel lliscant. El cos de dues peces permet ajustar el diàmetre de tall. Per a la comoditat del treball, es disposa un mànec. Alguns models estan equipats amb un trinquet que permet fer moviments de rotació amb una sola mà. L’eina professional està equipada amb un accionament elèctric.
- L'aixeta és un cargol d'acer temperat amb talls de tall. Consisteix en una part de treball i un mànec. El conjunt inclou dispositius per al treball de desbast i acabat.
A més, es preparen dispositius auxiliars:
- cinta mètrica i llapis: per a mesures i marques;
- pinça vernier: determina el diàmetre de les canonades i els accessoris.
Les eines que s’utilitzen han de ser d’alta qualitat, el metall de les talladores és afilat i durador. Quan es treballa amb matrius i aixetes, es necessita un tornet.
Preparació per al treball
La zona on haureu de treballar amb un dispositiu de roscat per a les canonades d’aigua es neteja d’òxid, brutícia i residus de pintura. S’utilitza paper de vidre. La superfície s’ha de netejar amb un brillantor metàl·lic. La superfície final està xamfrana. Prepareu el lubricant per a canonades i eines de tall. Es necessita un drap per netejar els encenalls.
Mètodes de roscat de canonades d’aigua

Tall de daus
L’elecció del tipus d’eina depèn dels requisits de qualitat.El millor resultat s’aconsegueix quan s’utilitza una matriu sòlida, de gran rigidesa. L’inconvenient del dispositiu és un desgast ràpid. Les matrius amb molla (amb un tall en un dels forats axials) permeten canviar el diàmetre del fil a 0,3 mm. La seva rigidesa es redueix, els incisius duren més, però es perd la puresa dels fils.
La canonada preparada es fixa en un vici. La matriu es col·loca al suport i es fixa amb cargols. S’aplica greix a la zona a tractar i als talladors. L'eina es posa sobre la canonada en angle recte. La rotació és suau, en sentit horari. Després de fer diverses voltes, es retiren les estelles i es torna a lubricar. Per al tall d'alta qualitat, després del tall en brut, s'utilitza un acabat. El fil acabat es neteja amb un drap.
Utilitzant klupp

L’ús d’una matriu de canonada és més convenient que les matrius. L’eina és més cara, però per a una gran quantitat de treball és millor triar-la. Klupp proporciona un fil net, el disseny lliscant permet ajustar el diàmetre del fil. La instal·lació de guies redueix el risc de distorsions i facilita el procés de tall. Si s’inclou un trinquet a l’estructura, es col·loca una roda de trinquet a prop de l’encuny. Quan es gira, el cap de l'eina es mou. El trinquet és indispensable en condicions de treball reduïdes.
La canonada es fixa en un vici, deixant una petita àrea. La part curta que sobresurt no permetrà que el metall es dobli a partir de la força aplicada. La canonada i els talladors es lubriquen amb oli per a màquines. La part que sobresurt s’insereix a la guia de la matriu. La llesca té lloc amb moviments de rotació curts. Gireu enrere periòdicament per tallar les fitxes. S'afegeix greix durant el funcionament. Quan s’enfilen canonades d’aigua, és important fer un seguiment del nombre de fils.
L’ús d’una eina elèctrica us permet tallar en pocs segons. Els capçals reemplaçables amb talladores es seleccionen per al diàmetre de canonada requerit. El treball no només és ràpid, sinó també d’alta qualitat.
Toqueu treball
- un és negre;
- dos - mig;
- tres - acabat.
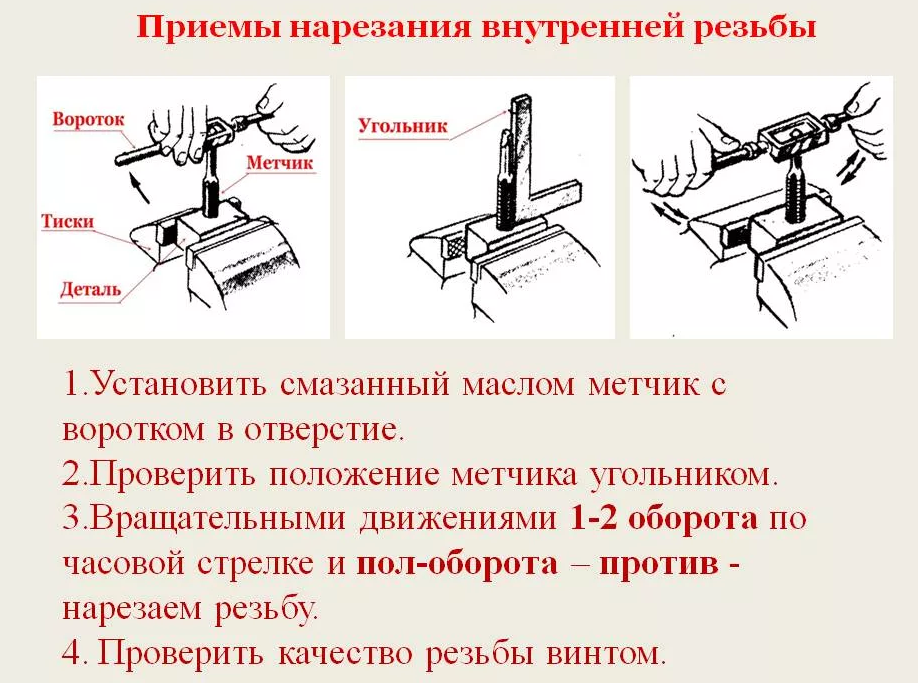
Cal netejar i lubricar l’interior de la canonada. L'aixeta s'insereix verticalment, la canya es fixa a l'aixeta. La rotació és en sentit horari. Quan es treballa amb metall tou, l'eina es gira periòdicament per dins i es netegen les estelles. Es requereix greix. Un cop finalitzat el treball, es comprova la qualitat del fil.
Les principals raons del matrimoni
El motiu del defecte en el treball és la negligència del treballador o l’ús d’una eina de mala qualitat. Defectes habituals de tall de canonada quan es treballa amb una aixeta o matriu:
- Fils ratllats: el problema sorgeix quan s’utilitza una matriu apagada, l’eliminació prematura d’encenalls i una lubricació insuficient.
- Fil incomplet: el fil és més gran del recomanat.
- Ranures helicoïdals desalineades: instal·lació incorrecta de matriu o aixeta.
- El trencament del fil és el motiu de l’obstrucció de les ranures amb estella, mala qualitat de l’eina, el diàmetre de la canonada és més gran que l’estipulat.
- Trencament de l'aixeta: força excessiva aplicada a un forat estret, eliminació insuficient de l'encenall, manca de lubricació.
L’autopreparació de peces per a una connexió roscada és bastant accessible amb una eina. Perquè la feina es faci de manera eficient, heu de seguir les regles. L’ús d’una eina nítida i la precisió compensen la manca d’habilitats professionals.