Svařování topných trubek je hlavní metodou pro montáž domácích a průmyslových komunikací. Spoje tohoto typu nevyžadují žádnou údržbu, jako jsou lepené nebo závitové spoje, ale podléhají stálému tepelnému a mechanickému namáhání. Na základě toho musíte pečlivě vybírat nástroje, materiály a pečlivě sledovat technologii svařování. Porušení pravidel pro spojování kovů vede ke vzniku trhlin a vzniku koroze. Pokud plánujete provést tento postup vlastními rukama, měli byste zjistit, jaké metody se používají pro svařování ohřevu, stejně jako profesionální techniky k dosažení vysoce kvalitního a trvanlivého výsledku.
Sada nástrojů a vybavení

Svařování topných trubek elektrickým svařováním začíná přípravnou fází:
- Příprava pána. Je nutné řádně vybavit pracoviště, zajistit dodržování bezpečnostních opatření, v případě potřeby znovu přečíst pokyny pro manipulaci s vybavením a materiály. Pro svařování trubek elektrickým svařováním jsou nutná ochranná zařízení. Patří mezi ně speciální ohnivzdorný oblek (kalhoty, bunda, čepice s livreji), maska, boty a legíny. Musíte se postarat o dobré větrání.
- Příprava nástrojů a materiálů. Je třeba věnovat pozornost každému malému detailu, protože na něm závisí pohodlí práce a kvalita konečného výsledku.
Ke svařování topení potřebujete následující nástroje a zařízení:
- svářečka s náhradním držákem;
- bruska s řezacími a brusnými kotouči;
- kovový kartáč;
- smirkový papír různých velikostí zrna;
- kladivo;
- zásoba elektrod;
- svěrák;
- svorky;
- ocelové nebo azbestocementové desky na ochranu stěn před kovovými kapkami a sazemi;
- plachta k pokrytí podlahy.
Před svařováním trubek elektrickým svařováním je nutné zkontrolovat shodu kabelů, zásuvek a strojů ve štítu s indikátory připraveného přístroje. Musí být dostatečně silné, aby vydržely těžké břemeno, které ukládá i vybavení domácnosti.
Technologie svařování plastových trubek

Polypropylen postupně nahrazuje ocel, protože má řadu pozitivních vlastností při relativně nízkých nákladech. Plastové potrubí je určeno pro vysoký tlak, nízkou hmotnost, hladké vnitřní stěny a vynikající vzhled. Potrubí však bude účinně vykonávat své funkce, pokud jsou všechny spoje pevné a pevné. Je třeba mít na paměti, že když prochází horká voda s teplotou nad 110 stupňů, polymer změkne a začne se zvětšovat. Proto se pro instalaci topení používají pouze výrobky vyztužené skleněnými vlákny nebo hliníkovou fólií.
Ke spojování článků se používá speciální páječka. Zařízení je oboustranné, na jedné hraně jsou trysky pro vnější a na druhé - pro vnitřní ohřev spojených částí.
K jejich připojení se používají následující tvarovky:
- spojky;
- adaptéry;
- rohy;
- odpaliště;
- kříže;
- závitové příruby pro připojení k topné baterii.
Při pájení polypropylenové komunikace se používá princip difúze pod vlivem tepla.Okraje sousedních článků se roztaví, látka se mísí a vytvoří monolitickou sloučeninu.
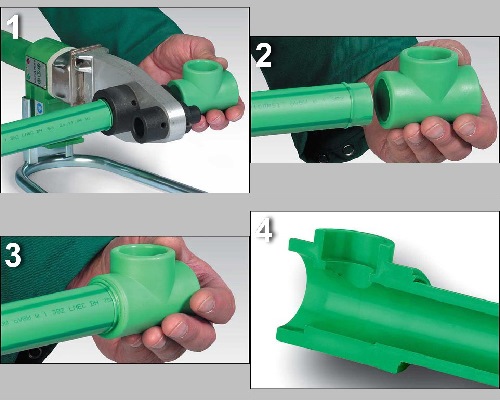
Proces svařování polymerních dílů se provádí následujícím způsobem:
- Vypracování schématu zapojení topného systému.
- Řezání obrobků určité délky. Je provedena korekce množství ponoření trubek do otvorů armatur a rozměry samotných armatur.
- Zahřejte páječku, dokud se nerozsvítí zelená kontrolka. To je důkaz, že montáž může začít.
- Připevnění dílů k zařízení na odbočných trubkách odpovídajícího průměru. Musí být ohřívány v souladu s údaji u stolu, kterým je zařízení dokončeno.
- Spojení potrubí a armatury. To se provádí přísně v jednom směru, dokud se vnitřní část nedotýká zajišťovacího jazýčku v kování. Produkty nelze otáčet, pohybovat jimi tam a zpět. Oprava úhlu spoje je povolena.
- Chlazení. Je nutné udržovat spoj ve statické poloze tak dlouho, jak je předepsáno v pokynech k zařízení. Teprve potom může montáž pokračovat.
Na rozdíl od kovových trubek vyžadují polymerní trubky podporu pro vertikální a horizontální vaznice. Každých 100–150 cm jsou připevněny ke stěnám pomocí plastových distančních svorek. Po sestavení nepotřebují polypropylenové spoje další povrchovou úpravu a následnou údržbu.
Technologie svařování kovových trubek

Aby bylo spojení pevné a pevné, je nutné před instalací připravit části systému. Je nutné zkontrolovat rovnoměrnost hran, zkosit a vybrousit kov ve vzdálenosti 10 mm od řezu. Poté musíte očištěná místa ošetřit rozpouštědlem, aby se odmastila.
Ke svařování trubek pro různé účely se používají elektrody s následujícím povlakovým složením:
- kyselina rutilová (RA) - pro instalaci zásobování studenou a teplou vodou ve veřejném sektoru;
- rutil (RR) - pro montáž topných systémů pracujících pod vysokým tlakem;
- rutil-celulóza (RC) - používá se ve strukturách vyžadujících vysokou spolehlivost spojů;
- univerzální (B) - pro montáž všech typů potrubí v obytném sektoru a ve výrobě.

Kovové trubky můžete vařit pomocí následujících technologií:
- Elektrické svařování. Provádí se ručně nebo pomocí stroje. Princip činnosti je založen na vytvoření elektronického oblouku, ke kterému dochází při zkratu. Tento proces je doprovázen uvolňováním velkého množství tepla, které způsobuje roztavení kovu. K vytvoření švu se používají spotřební nebo nespotřebovatelné elektrody.
- Plynové svařování. Spoje potrubí se taví pod vlivem hořícího plynu a současně se na něj nanáší kov, který působí jako spojka. Vytvoří se monolitický spoj, který má homogenní strukturu se sousedními částmi.
- Svařování za studena. Tato metoda se používá při instalaci nízkotlakých potrubí nebo při jejich opravách na těžko přístupných místech. Podstata metody spočívá v ovinutí obvazu impregnovaného rychle tuhnoucím lepidlem kolem klepání.
Volba možnosti je správná, pokud odpovídá charakteristikám systému a charakteristikám chladicí kapaliny.
Klasifikace svarů

Spoj lze svařovat různými způsoby na základě konstrukčních prvků a tloušťky zpracovávaného kovu.
Existuje taková klasifikace svarů:
- Vzhledově jsou ploché (normální), oslabené (konkávní) a vyztužené (konvexní).
- Podle délky - plné (spojité, uzavřené), nespojité (tečky, segmenty). Pokud jde o délku, švy se dělí na krátké (do 25 cm), střední (26-100 cm) a dlouhé (více než 101 cm).
- Při provádění - vodorovně (na svislých částech), svisle (na vodorovných nosnících), strop (když je spoj vytvořen zespodu), dole (elektroda na horní straně švu).
- Podle efektivní síly - křídlo (podél osy), čelní (přes osu), šikmé (napříč), kombinované (kombinace typů).
- Podle počtu vrstev a průchodů - jednovrstvá (jeden průchod) a vícevrstvá (několik průchodů).
Při správné instalaci topného systému lze provést všechny uvedené švy. V případě potřeby se svařování provádí také na vnitřní straně trubek.
Hlavní typy svařovaných spojů
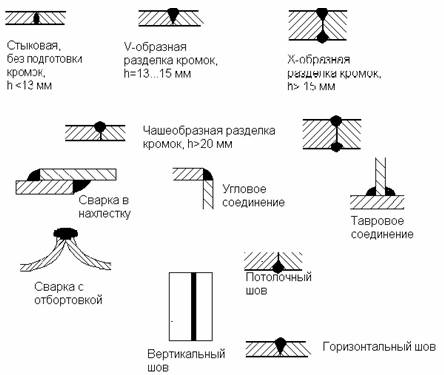
Podle jejich umístění v prostoru jsou švy rozděleny do následujících typů:
- úhlové - části jsou pod úhlem;
- Ve tvaru T - spojení konce a strany prvků;
- tupé trubky jsou spojeny v jedné rovině;
- překrývající se - části jsou na sebe položeny;
- konec - sousedící s bočními povrchy fragmentů.
V průběhu práce si mistr zvolí nejvhodnější pro sebe a odpovídá metodě technických podmínek svařování dílů.