Træstammerne behandles på fræsemaskiner for at give en særlig profil og få den samme diameter i hele længden. Riller er skåret ud i produktet for at lette installationen og låse samlinger. En afrundet bjælke er lavet med stor præcision, så der er praktisk talt ingen huller ved samling af et bjælkehus. Materialet tilhører den kategori af billige produkter, der ikke behøver at blive forberedt yderligere til installation på byggepladsen.
- Hvad er en afrundet log
- Forskel fra hakket
- Ansøgninger
- Funktioner i produktionen af afrundede træstammer
- Klassisk metode
- Gennemgangsmetode
- Positionsmetode
- Limet log
- Udstyr til produktion af
- Produktionsteknologi
- Sortering og klargøring af materiale
- Tørring
- Cylindring
- Beskæring og udskæring
- Behandling med beskyttende forbindelser
- Afslutning af begivenheder
- Varianter af byggemateriale
- Rille type
- Træsorter
- Dimensioner (rediger)
- Sådan vælger du en log til konstruktion
- Funktioner ved prisfastsættelse
Hvad er en afrundet log

Funktioner ved brug materiale:
- sættet bestilles på fabrikken, mens elementerne har en længde i henhold til husets design, er rillerne lavet med stor nøjagtighed;
- dette design reducerer arbejdsomkostningerne på byggepladsen.
En ren overflade antyder afvisning af udvendig beklædning med andre materialer... Tømmerhuset behandles med lak, glasmaling for kun at understrege træets struktur.
Derhjemme gradvist krympe i mængden på 8-10% fra de første indikatorer, så bygningen kan udnyttes fuldt ud efter 1 - 1,5 år efter byggeri. Revner kan forekomme i enderne på dette tidspunkt, så det anbefales ikke at opvarme huset i krympeperioden.
Forskel fra hakket

Fra sådant materiale det er svært at bygge en perfekt mur i sammenligning med et tømmerhus lavet af afrundede træstammer. Langsgående riller skæres også ud manuelt, derfor er det kun håndværkere, der har lov til at bygge et hus af hakkede elementer.
Forskelle mellem materialer:
- håndskårne kufferter har forskellige diametre langs længden og en ujævn overflade;
- konstruktionstiden fra hakkede træstammer øges på grund af behovet for at passe til hvert element.
Efter byggeri sømme udvendigt og indvendigt skal fuges for at fjerne huller. Begge materialer kræver behandling med antiseptiske midler, brandhæmmende stoffer for at øge modstandsdygtigheden over for negative faktorer.

Ansøgninger

Andre anvendelser:
- bjælkevægge af bade og saunaer er rejst af nåletræer;
- bilag til boliger, for eksempel lukkede og åbne verandaer, gåterrasser;
- en massiv bjælkeveranda ser smuk ud;
- pavilloner og skure bygges i haven;
- kabinetter til vandring bygges til kæledyr.




Fra afrundede tømmerstokke bygger de stærke hegn med en original indgangsgruppe, laver elementer af en legeplads (huse, fæstninger, broer, sandkassevægge).



Funktioner i produktionen af afrundede træstammer
Produktionsteknologi er enkel, men kræver specielt udstyr i formen en særlig serie af maskiner til behandling af faldne træstammer.
Det vigtigste produktionsmetoder:
- den klassiske måde;
- kontrolpunkt;
- positionel;
- limning af træstammer fra individuelle elementer.
Hver teknik har visse fordele og ulemper i forhold til andre, metoderne adskiller sig i produktivitet, kvalitet af arbejdet.
Klassisk metode

Behandlingsproces:
- Tønden er fastgjort i midten i enderne, så er den cylindrisk.
- Skærerne bevæger sig langs træstammen, kanternes ressource øges på grund af spændingsaflastningen fra efterbehandlingsbladet på grund af belastningen på rubladet, og cylinderingens kvalitet øges.
- Det resulterende produkt poleres, imprægneres med en beskyttende forbindelse mod inflammation og skimmelsvamp.
Den klassiske metode er derfor mere besværlig produkter er dyrere... Omhyggelig håndtering reducerer sandsynligheden for størrelsesforløb.
Gennemgangsmetode

Funktioner ved teknikken:
- få billige produkter af lav kvalitet
- kontinuerlig fødning af kufferter er tilladt
- længden på emnerne er ikke begrænset, men stammerne bør ikke falde i mellemrummet mellem valserne;
- Høj ydeevne.
Udstyret bruges også til produktion af kantet tømmer, stænger, foring, brædder, lameller. Ulempen er, at du skal vælge ret glatte kuffertereller skære halvfabrikata i produkter med en længde på 2 m.
Positionsmetode

Funktioner af metoden:
- lavere produktivitet sammenlignet med den kontinuerlige metode
- der spildes tid på omkonfigurering af maskinen i henhold til stokkens diameter;
- behovet for dygtige operatører for at forbedre kvaliteten af behandlingen.
Det er muligt at bruge to fræseanordninger på én gang for samtidig at få et groft og et finishpas. Arbejdsemnets længde afhænger af udstyrets størrelse.
Limet log

Produktionstrin:
- skære træstammer i brædder;
- tørring til et fugtindhold på højst 12-15%;
- sammenføjning af lameller med højstyrkelim med alternerende fiberretninger i efterfølgende lag.
Produkter indsamles fra solide plader eller splejset langs længden... Produkterne skifter mellem to træsorter for at forbedre ydeevnen.
Limede træstammer er kendetegnet ved mindre fugt, de knækker næsten ikke efter at være lagt i en ramme. Faldet i antallet af revner forklares med den lavere indre spænding i små dele sammenlignet med en hel massiv log.
Udstyr til produktion af
Produktionslinjer kan være fuldt automatiseretnår maskinen fremfører og ilægger emnerne. I halvautomatisk I varianten overvejes mekanisering inden for arbejdscyklussen, derefter bruges manuelt arbejde ved hjælp af gaffeltrucks og elbiler.
Typer af maskiner:
- drejning og fræsning (positionsmetode);
- gennemløbsenheder;
- centrerings- og udbredelsesmekanismer
- udstyr til skæring af skåle, riller;
- beskæringsinstallationer.
Kvaliteten af afrunding af træstammer afhænger på graden af slibning og typen af maskinens skæreelement, som er roterende, vinkelformede.
Produktionsteknologi
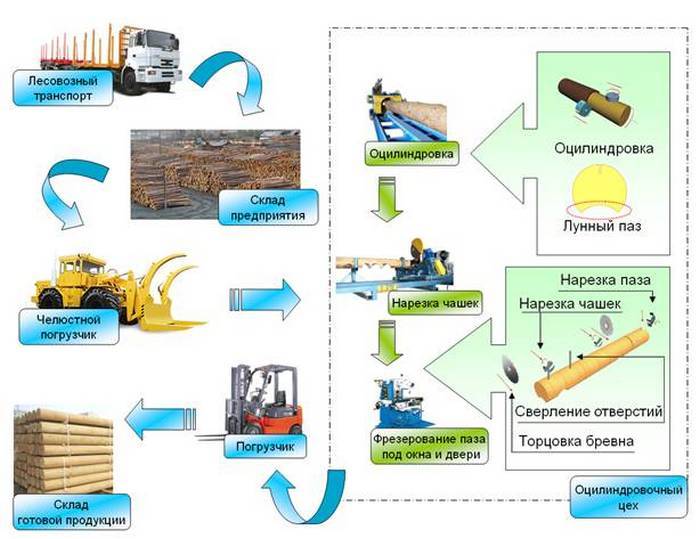
Teknologien inkluderer trinene:
- tørring af råvarer;
- direkte cylindrisk;
- skære og vende
- imprægnering med beskyttelsesmidler;
- produktkvalitetskontrol, mærkning i henhold til projektet, oplagring, emballage til afsendelse.
Produkterne opnået på automatiske linjer er kendetegnet ved en lavere pris end ved brug af en andel manuelt arbejde.
Sortering og klargøring af materiale

Produktion inkluderer foreløbig sortering af fældede kufferter, beskæring... Råmaterialer vælges således, at indledende radius øverst på loggen overskredet med 20 mm lignende størrelsen på de modtagne produkter... Dimensionerne tages i henhold til kundens specifikationer til opførelse af et hus, oftere anvendes gran og fyr.
Hvis positionsmetoden bruges, sorteres logfilerne og ved homogenitet af emner i form af diametertil at behandle batchen uden at konfigurere maskinen igen, hvilket tager tid.
Den automatiserede sorteringslinie er repræsenteret af en tandtransportør med en scanningsmålemekanisme og flere "lommer", hvor drevene dumper råvarer med ensartede egenskaber.
Tørring
Fugt reduceres jævnt i de ydre og indre lag. Dette er opmærksom på, da de ydre dele afgiver mere vand, og de indre er forsinket, hvilket fører til revner.
Tørring foregår på to måder:
- under naturlige forhold på et køligt sted under et tag (baldakin)
- i tørrerum.

Fjernelse af kunstig fugt finder sted i et vakuum, infrarødt, elektrisk kammer.
Cylindring
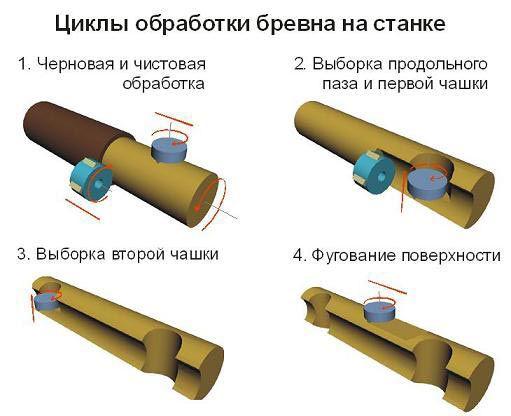
Driftsprocedure:
- lav cylindering efter en strengt specificeret diameter;
- efter dannelsen af månens rille skal du udføre kompensationsskæringen.
Aflæsningspassagen aflaster spændingen af træfibrene under belastning, så der ikke opstår nye revner på produktet efter installation og krympning. Skæringen er lavet langs stammen i form af en jævn rille med en bredde på 8-10 mm, dens dybde er ¼ af bredden. Ved opbevaring placeres stammen med en rille ovenpå, så det næste element lukker snittet øverst og beskytter det mod vandindtrængning.
Beskæring og udskæring

Afrundede træstammer skåret i længder... Optimering af produkter finder sted for at vælge områder uden chips, store revner og nedfaldne knuder. Korte stykker samles i dele af den ønskede længde ved splejsning, for eksempel ved hjælp af en mini-tenon-metode.
Trimning udføres på to måder:
- automatisk;
- manuelt.
I det første tilfælde registrerer scanneren 4 sider af det fremførte materiale og flytter det derefter til geringsmaskinen. I slutningen af linjen fordeler dumpere arbejdsemnerne i længden. Med den manuelle metode identificerer arbejdstageren de defekte pletter og markerer med fluorescerende kridt. Maskinen læser mærket og klipper på dette tidspunkt.
Behandling med beskyttende forbindelser

Påfør behandling med:
- antiseptiske midler - fra rådne, skimmel, svamp, insekter
- brandhæmmende stoffer - for at reducere antændelsesgraden.
De bruger allergivenlige, miljøvenlige stoffer, så husets vægge ikke udsender giftige komponenter i det omgivende rum.
Afslutning af begivenheder

Færdige produkter passerer teknisk kontrol. I processen kontrolleres den dimensionelle nøjagtighed under hensyntagen til tolerancerne. Eksperter markerer hver log langs enden for at angive sin plads i designtegningen, hvor de tilsvarende mærker også er placeret.
Opbevar tømmer stablet på forskellige måder:
- tæt;
- rækker;
- i bundter;
- pakker.
Afhængig af metoden anvendes forskellige afstandsstykker for at sikre ensartet belastningsfordeling og ventilation.
Transport til kunden i overensstemmelse med sikkerhedsforanstaltninger og materialets sikkerhed, for dette er der et specielt langt køretøj.

Varianter af byggemateriale
Essensen af opførelsen af et træhus ligger i opførelsen af et bjælkehus. Hvis enderne passer godt, er der ingen huller, huller, derfor øges beskyttelsen mod kulde og blæser.
Enderne af logfiler sammenføjes på følgende måder:
- "I skålen" og "i obloen" (med resten);
- "I tanden" og "i poten" (ingen rester).

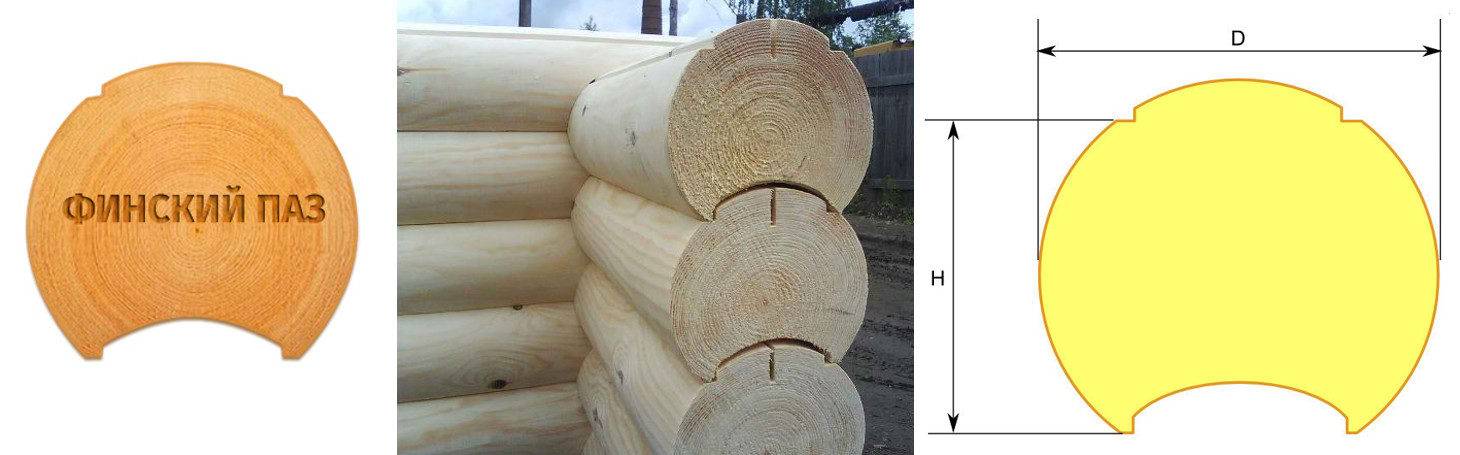
I afrundet tømmer anvendes forarbejdning med en måne- og finsk rille.
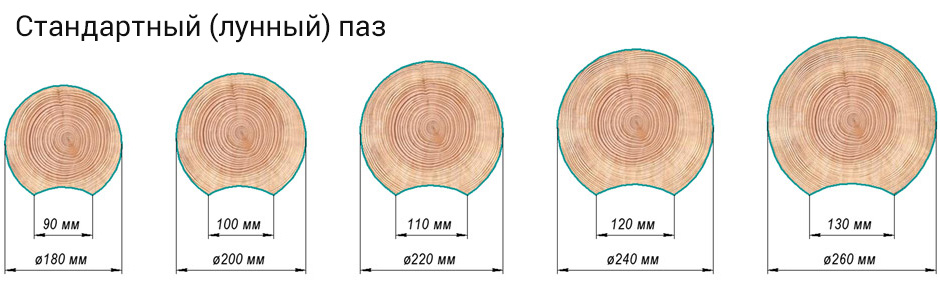
Rille type
Månespor bruges til tæt installation af logfiler til hinanden under installationen. Elementerne monteres ved hjælp af en bundtisolering eller mineraluld. En sådan rille ligner et langsgående snit, hvis sektion ligner en halvcirkel.
Størrelser på logfiler med en måneprofil:
- En logdiameter på 180 mm antager en sporbredde på 95 mm;
- 200 mm - henholdsvis 105 mm;
- 220 mm - 116 mm;
- 260 mm - 137 mm;
- 300 mm - 158 mm.
Finsk rille adskiller sig i en mere kompleks form, da den bruges til et monteringsskema med en rille og en højderyg. Der er huller i dens sektion - disse er fordybninger for at øge den varmeisolering af dockingsstederne. Den finske rille minimerer revner og kræver ikke tætning.
Træsorter

Klippens egenskaber til cylindriske træstammer:
- Fyrretræ - hårdere end gran med bedre styrkeegenskaber;
- gran - blødt og varmt træ, lettere at håndtere med værktøj;
- lærk - træ med naturlige fugtisolerende egenskaber, holdbart;
- ceder - sjældent brugt på grund af de øgede omkostninger ved træ.
Lerk er dobbelt så dyr som fyr og gran.
Dimensioner (rediger)

Valget afhænger af anvendelsesstedet:
- bade, dachas, udhus - 160 - 180 mm (syd for Rusland);
- sommerhusbygninger, garager, lysthus - 200 - 220 mm (europæisk del);
- permanente huse i det vestlige Sibirien - 240 - 320 mm (med et isoleret loft).
Sådan vælger du en log til konstruktion

Det foretrækkes virksomheder, der frigør samtidigt materiale og udfør konstruktion... De er ansvarlige for kvaliteten af logfiler. Bedre inden du afgiver din ordre find ud af stedet for udvinding af råvarer, opbevaringsbetingelser og levering.
Udadtil skelne kvalitet baseret på:
- materiale i mørke gule og gule farver;
- ingen ormehuller, harpikslommer, mekaniske defekter;
- et par små knuder er tilladte;
- snittene er jævne, trunkerne er ikke snoede;
- alle emner har samme radius og længde.
Når du accepterer logfiler fra leverandøren, skal du kontrollere tilstedeværelse af markering i overensstemmelse med projektet, ellers vil installationen være vanskelig.
Funktioner ved prisfastsættelse

Prisen på tømmer pr. Kubikmeter afhænger af diameteren. Cirka: 180 - 190 mm - 7.500 rubler, 220 - 230 mm - 7.800 rubler, 260 mm - 8.000 rubler, 300 mm - 9.500 rubler, 320 mm - 11.000 rubler.
Prisændringer baseret på faktorer:
- tilstedeværelsen af en diagonal rille
- emballagetype (film, palle, tape);
- fremstilling af huller til installation af stifter;
- fræsningsplads til vindues- og dørbeklædninger;
- fræsning af fordybninger til installation af vindues- og dørfyldninger;
- imprægnering med beskyttelsesmidler.
De endelige omkostninger påvirkes af leveringspris... Hvis konstruktionen udføres i stepperegionerne, vil levering øge materialets omkostninger betydeligt.