For er et populært efterbehandlingsmateriale. Omkostningerne afhænger af mange faktorer. Planker af godt, smukt træ er meget højere. Foret kan dog laves af dig selv.
- Definition og sorter af foring
- Anvendelsesområde
- Populære størrelser
- Industriel produktion
- Funktioner af hjemmelavet foring
- Hvad der bestemmer kvaliteten
- Valg af materiale
- Træsorter
- Sæt med værktøj og udstyr
- Materiel forberedelse
- Savning af tavlen
- Samlingstavler
- Fremstilling af foring
- Brug af en router
- Ved hjælp af et cirkulær
- Hvad skal man gøre med resterne af tavlen
Definition og sorter af foring

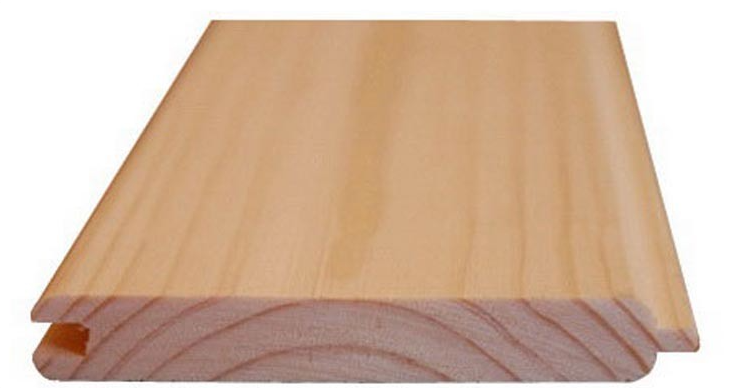
For - efterbehandlingstavle. Oprindeligt adskilte det sig ikke noget fra det sædvanlige, bortset fra en lille tykkelse. Senere blev der skåret riller og fremspring i siderne, så materialet under installationen dannede en glattere og mere holdbar overflade.
Skelne det sædvanlige foring og euro foring. Den første mulighed er oftere lavet af træ med fugtighed op til 25%, hvilket fører til tørring og vridning af materialet. Piggerne og rillerne er ikke for markante, så under belastning divergerer brædderne. Euroforing er lavet af tørt træ - ikke mere end 15%, dens dimensioner er mere nøjagtige, og pigge og riller er større. Derudover er der ventilationsriller på indersiden af lamellerne, hvilket reducerer risikoen for kondens.
Foring produceres forskellige konfigurationer... På forsiden vælges affasninger - afrundede eller kantede, hvilket giver lamellerne et mere interessant udseende. Der skelnes mellem følgende profiler:
- softline - træ er valgt nær tornen, affasningen har en afrundet form, som hjælper med at dræne vand og kondens;
- berolige - har en stor tykkelse - op til 25 mm, træ fjernes ikke nær tornen, men den øverste del af profilen har afrundede hjørner;
- landhus - forsiden er fræset, her danner den flere fremspring og udsparinger, så den samlede finish danner et bestemt mønster;
- blokere huset - hele frontdelen er jævnt afrundet og efterligner en afrundet log;
- amerikansk eller skibsforing - skåret i en vinkel fra forsiden.
De producerer også dobbeltsidet foring. Begge sider er forsiden. Materialet bruges til at samle tynde indvendige skillevægge.






Foringens egenskaber og udseende afhænger af karakteren af det anvendte træ... På dette grundlag skelnes mellem følgende klasser.
- Ekstra - eller knudeløs. Revner, chips, pletter eller harpikslommer på forsiden er udelukket. Tilladt 1 sund let knude pr. 1 løbende meter.
- Klasse A - 2-3 sunde knuder er tilladt pr. 1 løbende meter såvel som mikrobrud og små ujævne. Nogle producenter kaster sådanne fejl. Antallet af brædder fremstillet af kerne af bagagerummet overstiger ikke 30% af det samlede volumen.
- Klasse B - 2 faldende knuder og revner med en længde på 30 mm er tilladt på forsiden pr. 1 løbende meter. Harpikslommer er også acceptable. Hvis materialet er lavet af nåletræer, kan der være områder med spor af skader fra insekter, men ikke mere end 10% af volumenet.
- Klasse C - tillader et meget stort antal fejl bortset fra rådne, skimmel, chips dybere end halvdelen af tykkelsen. Faldne knuder gennem revner, harpiks kan findes her.
Lameller er også klassificeret efter træsorter.
Anvendelsesområde

Foringen blev oprindeligt udviklet til efterbehandling af køretøjer.Imidlertid har dets bekvemmelighed, tiltrækningskraft og lette installation givet bredere anvendelse. Lameller anvendes:
- til vægbeklædning og endda loftet i beboelseslokaler og nogle kontorbygninger, hvor sådan dekoration er tilladt;
- til beklædning af altaner og loggierhvor materialevalget er begrænset
- til finish på en sauna, et badehus, et påklædningsværelse og andre lokaler i badekomplekset;
- til facadebeklædning bygninger;
- til beklædning af kældre, garager, værksteder;
- foring er ofte taget og til opførelse af hegn og smukke hegn.





Materialet bruges ikke på en meget traditionel måde. Facaderne på skabe, lameller eller blinde døre, tynde indvendige skillevægge, dekorative skærme og så videre er lavet af foringen.
Populære størrelser
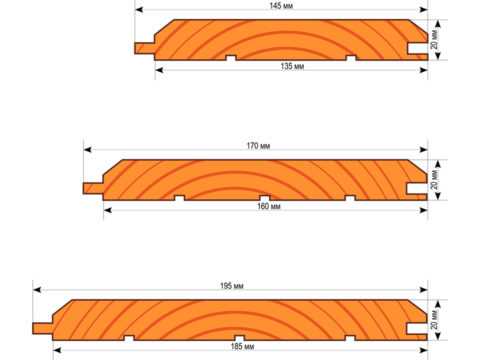
Typiske dimensioner:
- bredde - 80, 100, 110, 120, 150 mm;
- tykkelse - 12,5, 13, 16, 19, 25 mm.

Industriel produktion

Lamellen produktionsteknologi inkluderer flere faser... Da vi taler om store partier, bruger de kraftigt professionelt udstyr.
- Først laver de kantet bord.
- Så lamellerne tørre op udendørs eller i en celle. Fugtindholdet i kvalitetsmateriale overstiger ikke 12-15%.
- Planker barbere af forfra og give den ønskede form.
- Maskinen bruges til at eksponere materialet foldning og tunge og rille, der danner ikke kun pigge og riller på siderne, men også en bestemt profil af foringen: lanhudahus, rolig, amerikansk.
- Materiale rens for snavs og støv... Brædderne testes rutinemæssigt og sorteres efter kvalitet og kvalitet.
Det udstyr, der bruges til at skære og forme lamellerne, er kraftigt, men ikke kompliceret. Derhjemme kan du udføre det samme arbejde på en fræsemaskine og ændre det let.
Funktioner af hjemmelavet foring
Gør-det-selv foring er lavet nøjagtigt af det træ, som forbrugeren har brug for. Du kan uafhængigt vælge ikke kun farve og mønster, men endda et sådant arrangement af knuder og pletter for at understrege materialets ejendommelighed.
Hvad der bestemmer kvaliteten

Kvalitet DIY-materiale bestemmes af følgende faktorer.
- For foring skal du tage godt kantet bord... Ellers vil det være meget vanskeligt at justere produktets tykkelse.
- Materielle mangler - knuder, lommer, revner - gøre arbejdet meget vanskeligt... Det er nødvendigt at planlægge skæringen, så mangler ikke ender i forarbejdningsområderne.
- Planker med rådne, sorte knuder, meget skæve kan ikke købesderhjemme kan sådanne skader ikke håndteres.
- Alt instrumenterbruges i arbejdet skal være i perfekt stand.
- Under driften skal du hold maskinen ren... Fin træstøv og spåner blæses med jævne mellemrum, rundsaven afkøles. Ellers er snit og snit mindre lige.
- Tørbræt foretrækkes... Den skærer bedre og krymper ikke. Lameller lavet af træ med naturlig fugt har unøjagtige dimensioner, og efter installation kan efterbehandling føre.
Beklædningens kvalitet påvirkes også af valgt profil. Skæring af ventilationsrillerne gør det meget lettere at fjerne fugt. Denne finish varer meget længere.
Valg af materiale
- karakter - jo højere klassen på tavlen er, jo højere er lamellernes kvalitet. Knuder, lommer, revner ødelægger udseendet og reducerer dets styrke, modstandsdygtighed over for fugt og slitage betydeligt. Du skal straks kassere materiale, der ikke er klassificeret.
- Fugtighed - tørt træ med et fugtighedsindhold på 12-15% foretrækkes. Hvis indikatoren er højere, skal du medtage tørring i processen med at fremstille foringen.
- Brætstørrelser er begrænsede... En hjemmemaskine kan håndtere materiale, der ikke er mere end 2 cm tykt og ikke mere end 10 cm bredt.
Det er vigtigt at vælge træsort, da dets egenskaber bestemmer formålet med beklædningen.
Træsorter

Foringen er lavet af nåletræer og løvfældende arter.
- Fyrretræ - det mest almindelige materiale, da det er billigt, billigt og giver dig mulighed for at samle en stor mængde førsteklasses materiale Fyrretræ er ret modstandsdygtigt over for rådne, da det indeholder en stor mængde harpikser. Ikke desto mindre skal det beskyttes mod fugt, og det tåler ikke damp meget godt. Fyrlameller bruges oftere til udvendig beklædning. I dette tilfælde skal foringen males, grundes, lakeres.
- Lærke - et dyrere materiale, men med en meget høj modstandsdygtighed over for vandets virkning. Sådanne lameller har ikke brug for beskyttelse og tjener i årtier, derfor bruges de normalt også til facadebeklædning. Lerk indeholder flere knuder og lommer, men sådanne fejl har ringe indflydelse på dens kvalitet.
- Ceder - en dyr mulighed. Cedertræ er meget smukt, hårdt, holdbart, vand- og dampbestandigt. Har medicinske egenskaber. De bruges til efterbehandling af stuer og anbefales især til at dække bade eller saunaer.
- Egetræ - en elite førsteklasses mulighed. Træet er hårdt, meget holdbart, ekstraordinært smukt og holdbart. Det er dog svært at lave egforing selv.
- Linden - en god mulighed for et bad og en børnehave. Træet er let, silkeagtigt at røre ved, lugter vidunderligt. Linden er modstandsdygtig over for damp og leder ikke varmen godt, så den overophedes ikke selv i en finsk sauna.
- Alder - anbefales også til at dække saunaer og dampbad. Den leder dårlig varme, akkumulerer ikke fugt og har meget gode lydisoleringsegenskaber. Udseende er det ringere end lind. Derudover er al ikke så holdbar.
- Birk - smukt træ, men udsat for vridning og revner. Det er meget svært at arbejde med birk på en hjemmemaskine.






Du kan også bruge andre arter: kirsebær, poppel, aske. Det anbefales ikke at tage træet af frugttræer: det er for blødt og forværres hurtigt.
Sæt med værktøj og udstyr
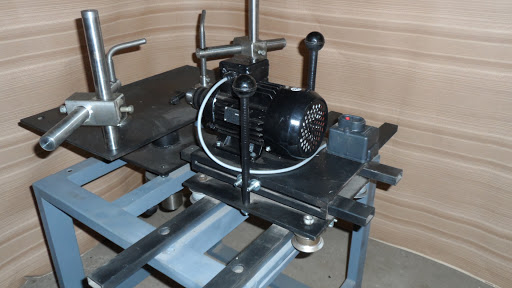
For at lave lameller med dine egne hænder har du brug for lav en maskine eller modificer en fræsning... Til dette har du brug for følgende materialer og værktøjer.
- Hjørne- og firkantrør til bord og ramme. Bordet er lavet smalt og langt, men massivt for at reducere vibrationer.
- Jernplade til bordpladen - den er boltet på. Der er lavet 2 huller i bordpladen, hvor rullevalserne er placeret. De er placeret for ikke at stige over bordpladens niveau.Akslen er forbundet med motorakslen ved hjælp af et remdrev.
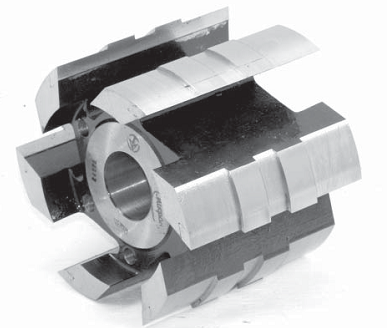
- Knivakslen foretrækkes frem for en færdiglavet industriel. Vælg en model med trinvise remskiver, så hastigheden kan justeres.
- Klemruller - kan laves af enhver type enhed, f.eks. Fjernet fra en vaskemaskine.
- Asynkron motor med en kapacitet på 2–5 kW.
- Kværn, svejsemaskine til skæring og svejsning.
- Bor med et sæt øvelser.
- Cirkelsav, plan.
- Lineal og speciel firkant med mærker.
- Et sæt fræsere til fremstilling af foring.
Du har muligvis brug for tømrerværktøj, lak eller pensler for at afslutte brættet.




Materiel forberedelse

Fremgangsmåden til fremstilling af foringen er som følger:
- forberedelse og savning af plader;
- overfladesamling;
- dannelse af profilelementer.
Foreløbige aktiviteter enkel:
- vælg et forbrugsmateriale, og sørg for, at tykkelsen på den kantede plade ikke overstiger 2 cm, og bredden er 10 cm;
- sorter brædderne og straks slippe af med materiale med pletter af rådne eller udfaldne knuder;
- der forberedes et lagerområde - normalt et skur, hvor brædderne lægges med afstandsstykker af træ.
Det anbefales også at lægge emnerne ét sted for at gøre det lettere at overføre dem til maskinen.
Savning af tavlen

- Tænd enheden. Brættet, der skal skæres, bringes i ende-til-ende mellem styrerullerne.
- For at forhindre utilsigtede bevægelser anvendes stop.
- Sav brædderne i det krævede antal lameller.
- Stak det forberedte materiale i stakke.
Fjern ikke beskyttelsesanordningerne som kilen og beskyttelsen fra saven. De forhindrer, at træformen fjernes tilbage.
Samlingstavler

- Ved arbejde skal du udskifte cirkelsaven med cylindriske aksler.
- Brættet køres i en retning på hver side.
- Mængden af tryk justeres ved hjælp af trykindretningerne.
- Antallet af passeringer på hver side skal være det samme for alle emner.
Fremstilling af foring
Produktets profil består af riller og fremspring på siderne af brættet, ventilationsriller på indersiden og profilelementer på ydersiden - afrundede snit, prøveudtagning af træ osv.
Skæring udføres ved hjælp af fræsere eller en cirkelsav.
Brug af en router

- Arbejdet begynder med indstillingen: de justerer brætets position i forhold til begrænseren, fastgør det med trykruller indefra.
- Udsæt fræseren i højden. Det er vigtigt at sikre, at begge fræsere er i samme højde.
- Arbejdsstykket føres langs fræseren og skærer en rille på den ene side af brættet. Derefter skiftes fræseren, og der dannes et fremspring med samme form og størrelse på den anden side.
Under ingen omstændigheder skal du holde tavlen i hånden, mens du arbejder.
Ved hjælp af et cirkulær

- Juster placeringen af disken, så der kan tages spejlede prøver på begge sider af tavlen. Med en pladetykkelse på 20 mm er skiveudgangen 10 mm, og afstanden til linealen når også 10 mm.
- Det første pass udføres fladt. Arbejdsemnet presses mod sidestoppet, og der skæres en halv tykkelse.
- Derefter placeres tavlen på kanten, og den samme operation gentages.
- De samme handlinger udføres på den anden side af enden.
Den forreste del af tavlen behandles ikke. På cirkulæret er der kun lavet en ret grov foring.
Hvad skal man gøre med resterne af tavlen
Efter fremstillingen af foringen er der ikke kun træstøv og spåner tilbage, men også beskæring af brædder af forskellige typer og størrelser. Brug af samme maskine og håndværktøj, hvoraf du kan gøre en masse nyttige ting:
- tynde små lameller bruges til at forsegle sæderne på stole, havemøbler, børns gynger;
- køkkenskærebrætter og træ "servietter" er lavet af små planker,
- store fragmenter er egnede til fremstilling af hylder og kasser;
- smukke træstykker kan endda bruges til dekorativ vægbeklædning, såsom en backsplash.