Forbindelsen af polymer vandrør til en enkelt ledning udføres på to måder: ved hjælp af forbindelseselementer (fittings) eller ved lodning. Sidstnævnte mulighed er mere økonomisk - ikke nødvendigt at købe ekstra dele. Men det kræver specielle værktøjer. Hvis du kender svejsningens vanskeligheder, er det muligt at lodde plastrør korrekt til hjemmevandforsyning med dine egne hænder uden involvering af specialister. Det sparer også familiens budget.
Værktøjer til at få arbejdet gjort

For at forbinde plast- og propylenelementer anvendes metoden til termisk diffusion - fusion, når den opvarmes med et specielt loddejern. Det adskiller sig fra et simpelt loddeværktøj, idet det ikke bruger kobberelektroder, men ståldyser. De er fastgjort i hullerne på loddejernets varmeelement. Temperaturkontrol udføres ved hjælp af en termostat placeret på kroppen.
Til arbejde med rørelementer lavet af polyethylen eller polypropylen har du desuden brug for:
- måleinstrumenter - målebånd, lineal, firkant, niveau;
- specialsaks eller rørskærer;
- affedtningsvæske.
Derudover er det værd at forberede et finkornet sandpapir eller en tynd fil. De hjælper med at gøre dine snit perfekt glatte.
Sikkerhedsforanstaltninger
Når du arbejder med et loddejern, skal du følge sikkerhedsforanstaltningerne. Manglende overholdelse heraf vil påvirke vedhæftningens kvalitet negativt og kan forårsage kvæstelser og forbrændinger.
Overhold følgende regler:
- Anbring kun det varme loddejern på stativet.
- Brug handsker for at beskytte dine hænder mod forbrændinger.
- Udfør arbejde i et godt ventileret område, fordi polymermaterialer udsender skadelige stoffer, når de opvarmes.
Tipene er teflonbelagt for at undgå kulstofaflejringer. Ved afslutningen af hver svejseproces skal den resterende polymer fjernes med en træspatel. Det er ikke tilladt at rengøre de afkølede dyser, da dette kan beskadige belægningen og bryde loddekolben.
Funktioner af lodde vandrør

Inden du begynder at arbejde, skal du vælge den rigtige teknologi. Der anvendes tre loddemetoder til forbindelsen:
- Kobling. I dette tilfælde anvendes koblinger, der indsættes mellem de tilstødende dele. Processens egenart er, at kun selve forbindelseselementerne opvarmes. Normalt anvendes metoden til rør med små og mellemstore tværsnit.
- Klokkeformet. Dyser med forskellige diametre anvendes. Enderne af delene skæres i en vinkel på 90 grader og rengøres og indsættes derefter i dysen i det tilsvarende afsnit. Under lodningen opvarmes, smeltes og forbindes enderne af de to elementer. Efter docking må delene ikke drejes.
- Butykova. Samtidig svejses enderne af de to segmenter langs hele planet. Det bruges til at forbinde store rør - med en diameter på mere end 5 cm og en vægtykkelse på 0,4 cm.
Hvis du har brug for at lodde forstærkede rør, skal du bruge et specielt værktøj - en barbermaskine. Det er nødvendigt at rense røret fra aluminium, som er skjult under den øvre polymerbelægning. Endvidere svejses rørene efter standardmetoden.
Nogle gange kræves gevinddele i rørledningsafsnittet. Denne montering kan loddes til en passende rørforbindelse.Svejsearbejde på rør bør kun udføres ved positive omgivelsestemperaturer.
Sekvens af svejseprocessen
Først skal du forberede rørene selv. De er opdelt i stykker af den krævede størrelse, enderne er planeret og poleret, fugerne tørres af med en affedtningsvæske.
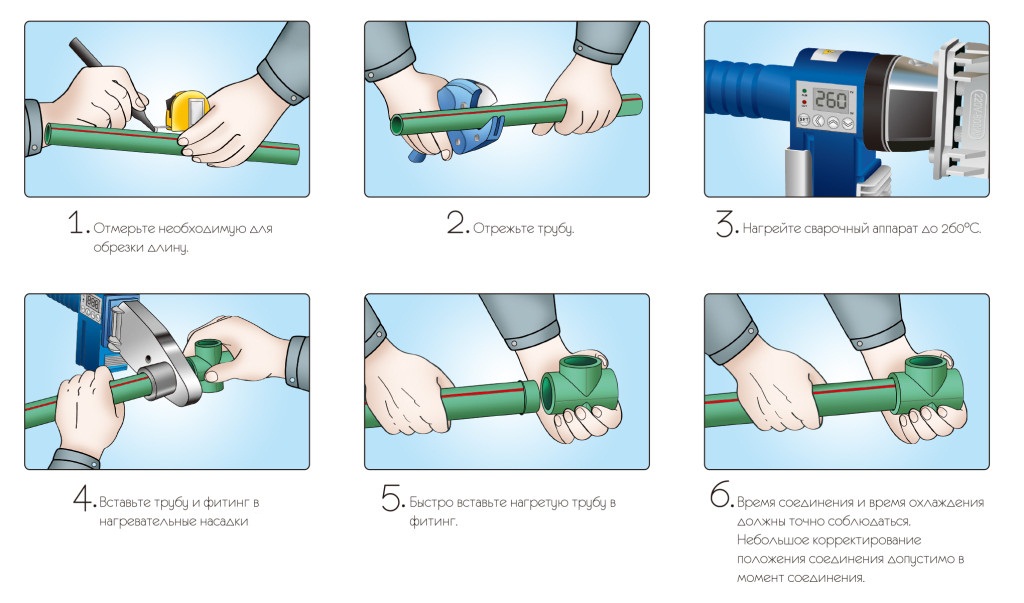
Ved hjælp af en termostat vælges den nødvendige opvarmning under hensyntagen til forskellen i denne indikator for polymerer. Du kan præcisere, hvilke specifikke rør du lodder ved at markere på selve produktet. For polypropylen- og polyvinylchloridrør (PP og PVC) udføres opvarmning op til 260 grader, for polyethylen (HDPE) rør - op til 220 grader. De opvarmede elementer er forbundet med hinanden ved at indsætte røret i soklen, koblingen eller ved at forbinde enderne af segmenterne.
Varigheden af smeltningen efter bragt til det krævede temperaturregime bestemmes afhængigt af sektionen:
| Produktdiameter (mm) | Opvarmningstid til den ønskede temperatur (sek) | Adhæsionsperiode (sek) | Køletid (min) |
| 16 | 5 | 8 | 2 |
| 20 | 6 | 9 | 2 |
| 25 | 7 | 10 | 3 |
| 32 | 8 | 12 | 4 |
| 40 | 12 | 20 | 5 |
| 63 | 24 | 25 | 6 |
| 90 | 40 | 35 | 8 |
Når leddet er afkølet, skal du kontrollere rigtigheden af det udførte arbejde. Tætheden af det svejsede afsnit kontrolleres ved at blæse og passere vand. Hvis fugens søm er lavet dårligt, afskæres sømmen, og svejsning udføres igen.
Lodning på svært tilgængelige steder og hjørner

Om nødvendigt kan rørene loddes i en vinkel. Til dette anvendes specielle vinkelkoblinger. Vinklen bruges til at kontrollere graden af bøjning. Køb produkter fra en producent, dette vil sikre høj vedhæftning af de elementer, der skal sammenføjes.
Svejsning på svært tilgængelige steder er vanskelig for lægmanden. Når du arbejder under loftet, skal loddemaskinen hænges på en krog. Nogle gange er det nødvendigt at udskifte en del i et vandforsyningssystem, der allerede fungerer: i tilfælde af skader, gennem hvilke vand drypper, eller hvis der er en stærk blokering. Den nemmeste måde er at lodde gevindbeslagene på de steder, hvor det er praktisk at gøre det, og allerede plante en sektion af røret på dem.
Du kan lodde et polypropylenrør, hvis vand drypper gennem en lille revne ved hjælp af håndværkssvejsning. Spalten lukkes af det materiale, som røret er fremstillet af. Et varmt søm eller en skruetrækker påføres det defekte sted. Hullet er dækket med smeltet polymer. Men dette er en midlertidig mulighed, det beskadigede område skal stadig udskiftes.
I kort tid kan polymerproduktet forsegles med en industriel hårtørrer. Samlingen opvarmes, indtil materialet blødgør. En klemme påføres røret og strammes tæt.
Mulige fejl

- arbejde med rå skiver;
- ujævnheder i dockingdelene;
- unøjagtig tilpasning af de tilsluttede elementer
- for meget kraft ved tilslutning
- ufuldstændig indsættelse af røret i monteringsforbindelsen
- ringe eller overdreven opvarmning af de dele, der skal svejses
- tilstedeværelsen af et forstærkende lag;
- ændring af elementernes position, efter at plasten er afkølet;
- anvendelse af et loddejern med dyser forurenet med polymer;
- rengøring af de afkølede dyser og efterfølgende brug af dele med et beskadiget teflonlag.
Nogle gange på materialer af høj kvalitet giver stærk overophedning ikke visuelle eksterne defekter. Men på samme tid er der en intern deformation, når den opvarmede plast blokerer den indre passage. Dette fører til hurtig tilstopning og blokering af vandstrømmen.
Ud over varm lodning anvendes en koldsvejsningsmetode. Teknikken involverer brugen af et specielt opløsningsmiddel som en aktiv loddekomponent, som blødgør strukturen af polymeren. På grund af dens kompleksitet har metoden ikke fået meget popularitet.