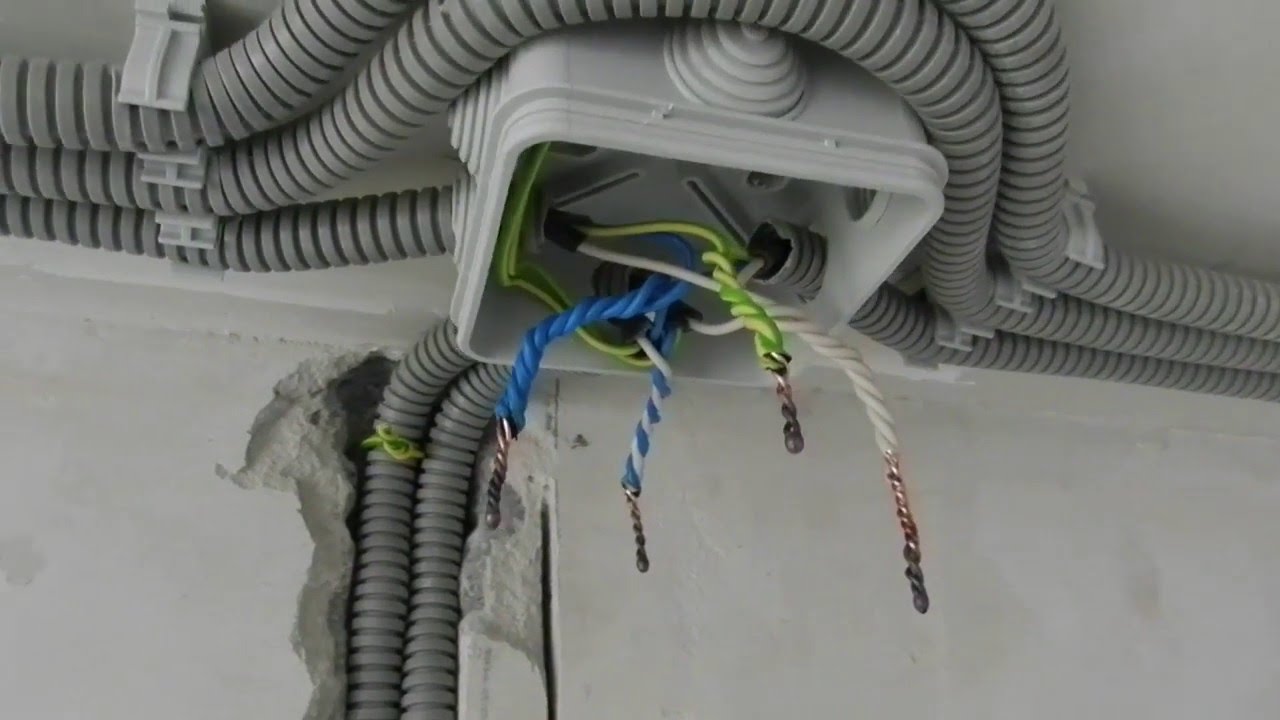
Poikkeuksetta kaikissa kytkentäkaavioissa on haaroitettu ja kytketty kaapelit ja johdot. Tätä varten on asennettava lisäksi liitäntäkotelo, joka on valmistettu metallista tai polymeerimateriaaleista. Rakenteen asentaminen ei kuitenkaan riitä, on tärkeää tuntea langan kiertymien kytkentärasiaan tekniikka.
Mille liitäntärasiat ovat tarkoitettu?
Kytkentärasioiden käytön välttämättömyys ei saa olla epäilystäkään. Varmistaaksesi tämän, sinun tulee lukea asiantuntijoiden varoitukset:
- Rakenteen asennuksen laiminlyönti on sääntelyasiakirjoissa esitettyjen sääntöjen vastainen.
- Paloturvallisuuden noudattaminen. RK: n ansiosta oikosulkujen ja tulipalojen todennäköisyys vähenee merkittävästi rakenteen kireyden vuoksi.
- Laitteen asentaminen vie paljon aikaa, mutta tulevaisuudessa johtojen modernisointi, huolto, korjaus ja rakentaminen on paljon helpompaa. Jos esimerkiksi haluat asentaa ylimääräisen pistorasian tai kytkimen, tarvittavat johdot voidaan poistaa kytkentärasiasta.
Yleensä liitäntäkotelo on asennettava. Asennustekniikka on yksinkertaista, monimutkaisuus voi ilmetä johdot kytkettäessä.
Kommutointia koskevat yleiset säännöt
Juotosmenetelmän toteutus muistuttaa hitsausta, käytetään vain tavallista juotosraudaa eikä invertterikonetta, jossa on elektrodeja. Ennen kiertämistä suonet on tinattava. Tätä varten juotin lämmitetään, upotetaan hartsiin ja siirretään eristysstä puhdistetuille alueille useita kertoja, kunnes ilmestyy punertava sävy.
Työn laadun varmistamiseksi sinun on ensin tarkistettava juotosraudan kärki. On tärkeää pitää se puhtaana. Jos pinta on epätasainen, siihen on kertynyt likaa, on mahdotonta tehdä korkealaatuista juotetta. Lika poistetaan viilalla, minkä jälkeen sen päätä tinataan uudelleen.
Juottamisen edut muihin liitäntämenetelmiin verrattuna

On olemassa useita tapoja liittää johdot kytkentärasiaan, mutta vain juottaminen ja hitsaus eroavat minimikosketuskestävyydestä ja monoliittisesta liitännästä. Kuka tahansa voi juottaa johdot kotona. Hitsaamiseen tarvitset kokemusta ja erityisen hitsauskoneen.
Työn suorittamiseen tarvitaan seuraavat työkalut:
- virtaus;
- veitsi, joka on suunniteltu eristemateriaalin poistamiseksi;
- juottaa;
- sivuleikkurit;
- juotin;
- pihdit tai pihdit;
- hioa.
Valmistelematta kaikkia tarvittavia työkaluja ja kulutustarvikkeita et voi aloittaa työtä.
Juotosjohdot
Kaapelien tinaus ja juottaminen kytkentärasiaan tapahtuu useissa vaiheissa.
- Eristekerroksen poistaminen.
- Johtojen kuorinta, kunnes metallille on tunnusomainen kiilto.
- Palvelu.
- Kiertäminen.
- Juotos.
- Eristäytyminen.
Ennen kuin jatkat johtavien ytimien liittämistä, sinun on analysoitava, kuinka paljon pituutta tarvitaan. Katkaise johdot niin, että juotettaessa päät ovat kytkentärasian ulkopuolella. Työn lopussa ne asetetaan halutulla tavalla.
Johtimien juottaminen liitäntäkotelossa on kielletty. Varasto tässä tapauksessa on myös sopimaton.
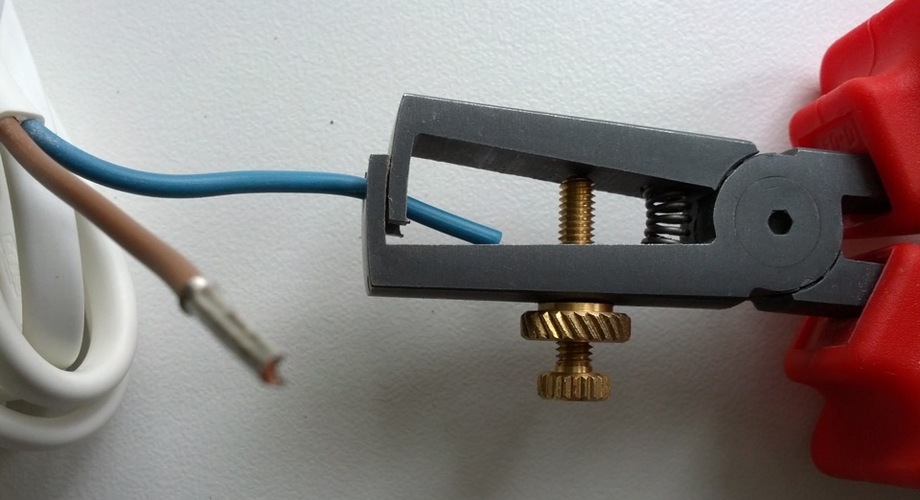
Eristävän kerroksen poistamiseksi käytetään erityistä työkalua - stripperi tai terävä veitsi. Kun työskentelet terävällä veitsellä, liikkeiden tulisi muistuttaa kynän parranajoa. Eristekerroksen leikkaaminen pihdeillä tai sivuleikkureilla on kielletty, pyöreitä leikkauksia ei saa tehdä. Poikittaiset vauriot aiheuttavat rikkoutumisen lähitulevaisuudessa.
Juotettavaksi tarkoitetun langan kuorinta vaihtelee välillä 1,5-3 cm, kierrosten määrä on vähintään 2.
Ennen juottamista johdot puhdistetaan ja tinataan huolellisesti, jotta johtimien pinnalle ei ilmestyisi oksideja, jotka häiritsevät normaalia johtavuutta ja lisäävät vastusta. Jo tinatut johtimet kierretään pihdeillä tai pihdeillä.
Kierretyn kuparilangan juotettaessa laatikossa on samanlainen algoritmi. Kierteen tulee olla tiukka, mutta ei tiukka, muuten johtavien suonien päät voivat yksinkertaisesti murtua.
Lopuksi kierretyt johdot juotetaan juotosraudalla siten, että juote peitetään yhtenäisellä kerroksella kaikilta puolilta. Työn laatu riippuu kokonaan siitä, kuinka hyvin päät puhdistettiin.
Juotosraudan tehon valinta

Laitteen tulisi lämmittää paikka optimaalisesti vähintään minuutin ajan, juotteen pinnan työn lopussa tulisi olla sileä, tasaisen kiillon.
Juotostyyppi
Juotteita on laaja valikoima, joista tärkeimmät on lueteltu taulukossa.
| Juotoslaatu | Rakenne (%) | Vetolujuus (kg / mm) | Sulamislämpötila | Sovellus |
| POS-30 | Lyijy - 70 Tina - 30 | 3,2 | 266 | Teräksestä, kuparista ja niiden seoksista valmistettujen osien juottamiseen ja purkamiseen |
| POS-40 | Lyijy - 60 Tina - 40 | 3,8 | 238 | Koskettimien ja osien juottamiseen ja puristamiseen galvanoidusta teräksestä valmistetuissa radiolaitteissa |
| POS-90 | Lyijy - 10 Tina - 90 | 4,9 | 220 | Lääketieteellisten instrumenttien ja metallivälineiden juottamiseen ja tinattamiseen |
| POS-61M | Kupari - 2 Lyijy - 37 Tina - 61 | 4,5 | 192 | Painettujen johtimien ja kuparijohtojen juottamiseen ja purkamiseen |
| POS-61 (tretnik) | Lyijy - 39 Tina - 61 | 4,3 | 190 | Pronssista, messingistä ja kuparista valmistettujen jännitteisten osien tinaamiseen ja juottamiseen suljetuilla saumoilla |
| POSV-33 | Vismutti - 33,3 Lyijy - 33,3 Tina - 33,3 | — | 130 | Konstantaanista, messingistä ja kuparista valmistettujen osien juottamiseen hermeettisellä saumalla |
| POSV-50 (alumiiniruusu) | Vismutti - 50 Lyijy - 25 Tina - 50 | — | 94 | Ylikuumenemiselle alttiiden osien työstöön |
| Alloy d Arce | Vismutti - 45,3 Lyijy - 45,1 Tina - 6.9 | — | 79 | Sulakkeiden valmistukseen, ylikuumenemiselle alttiiden osien tinattamiseen ja juottamiseen |
| Puun seos | Kadmium - 12,5 Vismutti - 50 Lyijy - 25 Tina - 12,5 | — | 68,5 | Tärkeä ominaisuus on myrkyllinen. Suunniteltu sulakkeiden valmistukseen, lämpövaikutuksille alttiiden osien tinattamiseen ja juottamiseen |
Kolmen viimeisen luokan sulamispiste on matala ja seoslujuus alhainen.
Juotoskohdan suojaus hapettumista vastaan

Juotospistettä suojataan juoksupistettä hapen aiheuttamalta hapettumiselta. Kuparin kanssa työskenneltäessä käytetään eniten:
- Kolofoni, se sisältää vain mäntyhartsia.
- LTI-120 sisältää trietanoliamiinia (1-2%), aniliinivetyhappoa (3-7%), etyylialkoholia (66-73%), hartsia (20-25%).
- Alkoholihartsi sisältää etyylialkoholia (60-70%) ja hartsia (30-40%).
Yksinkertaisin, budjetti- ja samalla tavallinen versio vuosta on tavallinen hartsi. Ainoa vaikeus, joka voi syntyä aineen kanssa työskenneltäessä, on kiinteä aggregaatiotila.
Juotostekniikka

Kun aloitat juottamisen tai tinatuksen, on tärkeää sijoittaa jälkimmäinen vaakasuoraan siten, että juotinkärjen kärki koskettaa esteettömästi kaikkia sivuja. Jotkut "asiantuntijat" suosittelevat johtimien sijoittamista pystysuoraan, mutta tätä ei pidä tehdä, koska juotepisarat voivat alkaa levitä.
Ennen tinatusta vaijerit lämmitetään juotinlaitteella ja kosketetaan rinnakkain kuumennuskohtaa kolofonipalalla, kunnes se alkaa sulaa. Jos käytetään nestevuotoa, se levitetään etukäteen jo ennen lämmityksen aloittamista. Tinauksen jälkeen johdot kierretään.
Juotosmenetelmä on hieman erilainen, koska tarvitaan enemmän juotetta. Virtaus johdetaan johtaviin johtimiin ja sitä kuumennetaan juotosraudalla, kunnes sula pisara jakautuu tasaisesti. Tarvittaessa toimenpide voidaan toistaa.
Juotin polttimella ja upokkaalla

Jos työskentely on laaja, on suositeltavaa käyttää upokkaita, jotka ovat ontto metallisylinteri, jossa on kahva sulan juotteen täyttämiseen. Tätä laitetta voidaan lämmittää kaasupolttimella tai käyttää kärkeen voimakkaalla juotosraudalla.
Säiliöön mahtuu pieni määrä sulaa juotetta, kun se jähmettyy, mutta henkilö onnistuu tekemään useita käänteitä.
Varotoimenpiteet
Työn aikana on oltava varovainen, koska sula juote voi jättää vakavia palovammoja, jos se osuu ihoon. Kaikki juotemerkit sisältävät lyijyä, jonka höyryt ovat myrkyllisiä ihmisille. Myrkytyksen estämiseksi sinun on työskenneltävä hengityssuojaimessa.
Juotettaessa johtoja on kielletty happoa sisältävien aktiivisten juoksutteiden käyttö, koska työn suorittamisen jälkeen ne vaativat täydellisen poistamisen. Flux-tähteillä on tuhoisa vaikutus kaikkiin materiaaleihin, erityisesti juottohappo ja sinkkikloridi ovat aggressiivisia kuparille.
Yleensä työn ei pitäisi aiheuttaa vaikeuksia, tärkeintä on perehtyä suoritustekniikkaan etukäteen, valmistaa kaikki tarvikkeet ja työkalut.







