Lämmitysputkien hitsaus on tärkein menetelmä kotitalous- ja teollisuusviestinnän kokoamiseen. Tämän tyyppiset liitännät eivät vaadi huoltoa, kuten liimatut tai kierteitetyt liitokset, mutta niihin kohdistuu jatkuvaa lämpö- ja mekaanista rasitusta. Tämän perusteella sinun on valittava huolellisesti työkalut, materiaalit ja tarkkailtava hitsaustekniikkaa. Metallin liittämissääntöjen rikkominen johtaa halkeamien ilmaantumiseen ja korroosion kehittymiseen. Jos aiot tehdä tämän menettelyn itse, sinun tulisi selvittää, mitä menetelmiä käytetään lämmityksen hitsaamiseen, sekä ammattimaiset tekniikat korkealaatuisen ja kestävän tuloksen saavuttamiseksi.
Työkalujen ja laitteiden sarja

Lämmitysputkien hitsaus sähköhitsauksella alkaa valmisteluvaiheesta:
- Päällikön valmistelu. Työpaikka on varustettava asianmukaisesti, varmistettava, että turvatoimenpiteitä noudatetaan, lue tarvittaessa laitteiden ja materiaalien käsittelyohjeet. Putkien hitsaamiseksi sähköhitsauksella tarvitaan suojalaitteita. Näitä ovat erityinen tulenkestävä puku (housut, takki, hattu, jossa on väri), naamio, kengät ja säärystimet. Sinun on huolehdittava hyvästä ilmanvaihdosta.
- Työkalujen ja materiaalien valmistelu. Huomiota tulisi kiinnittää kaikkiin pieniin yksityiskohtiin, koska työn mukavuus ja lopputuloksen laatu riippuvat siitä.
Lämmityksen hitsaamiseen tarvitaan seuraavat työkalut ja laitteet:
- hitsauskone varaosalla;
- hiomakone leikkaus- ja hiomalaikoilla;
- metalliharja;
- erikokoisten hiekkapaperien;
- vasara;
- elektrodien varastot;
- varapuheenjohtaja;
- kiinnittimet;
- teräs- tai asbestisementtilevyt seinien suojaamiseksi metallipisaroilta ja nokelta;
- väli lattian peittämiseksi.
Ennen putkien hitsaamista sähköhitsauksella on tarpeen tarkistaa, että suojakotelossa olevat kaapelit, pistorasiat ja koneet vastaavat valmistetun laitteen osoittimia. Niiden on oltava riittävän voimakkaita kestämään raskaita kuormituksia, joita jopa kodinkoneet aiheuttavat.
Muoviputkien hitsaustekniikka

Polypropeeni korvaa asteittain terästä, koska sillä on useita positiivisia ominaisuuksia suhteellisen alhaisin kustannuksin. Muoviputket on suunniteltu korkeapaineisille, kevyille, sileille sisäseinille ja erinomaiselle ulkonäölle. Mutta putki suorittaa tehtävänsä tehokkaasti, jos kaikki liitokset ovat vahvoja ja tiukkoja. On pidettävä mielessä, että kun kuumaa vettä johdetaan yli 110 asteen lämpötilassa, polymeeri muuttuu pehmeäksi ja alkaa kasvaa. Siksi lämmityksen asennuksessa käytetään vain lasikuitulla tai alumiinifoliolla vahvistettuja tuotteita.
Linkkien liittämiseen käytetään erityistä juotinta. Laite on kaksipuolinen, toisella reunalla on suuttimet ulkoa varten ja toisella - liitettyjen osien sisäiseen lämmitykseen.
Niiden liittämiseen käytetään seuraavia liittimiä:
- kytkimet;
- adapterit;
- kulmat;
- tees;
- ristit;
- kierteiset laipat liitettäväksi lämmityspatteriin.
Juotettaessa polypropeeniviestintää käytetään diffuusion periaatetta lämmön vaikutuksesta.Viereisten linkkien reunat sulavat, aine sekoittuu ja muodostaa monoliittisen yhdisteen.
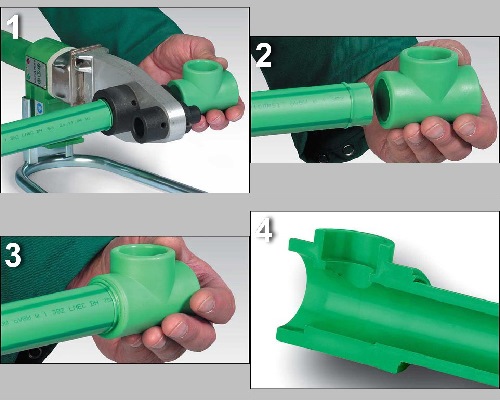
Polymeeriosien hitsausprosessi suoritetaan seuraavan menetelmän mukaisesti:
- Lämmitysjärjestelmän putkikaavion laatiminen.
- Tietyn pituisten työkappaleiden sahaaminen. Korjaus tehdään putkien upottamisen määrään liittimien reikiin ja itse liitososien mittoihin.
- Lämmitä juotin, kunnes vihreä merkkivalo syttyy. Tämä on osoitus siitä, että kokoonpano voi alkaa.
- Osien kiinnitys laitteeseen vastaavan halkaisijan haaraputkiin. Ne on lämmitettävä sen taulukon ohjeiden mukaisesti, jolla laite on valmis.
- Putkiliitäntä. Tämä tehdään tiukasti yhteen suuntaan, kunnes sisäosa lepää liittimen lukituskielekettä vasten. Et voi kiertää tuotteita, siirtää niitä edestakaisin. Nivelkulman korjaus on sallittu.
- Jäähdytys. Liitos on pidettävä staattisessa asennossa niin kauan kuin laitteen ohjeissa määrätään. Vasta sitten kokoonpano voi jatkua.
Toisin kuin metalliputket, polymeeriputket tarvitsevat tukea pystysuoraan ja vaakasuoraan uraan. 100-150 cm välein ne kiinnitetään seiniin muovisilla kiinnikkeillä. Kokoonpanon jälkeen polypropyleeniviestintä ei tarvitse ylimääräistä viimeistelyä ja myöhempää huoltoa.
Metalliputkien hitsaustekniikka

Jotta liitäntä olisi vahva ja tiukka, järjestelmän osat on valmisteltava ennen asennusta. Reunojen tasaisuus on tarkistettava, viistettävä ja jauhettava metalli 10 mm: n etäisyydellä leikkauksesta. Sen jälkeen sinun on käsiteltävä puhdistetut paikat liuottimella niiden rasvan poistamiseksi.
Putkien hitsaamiseen eri tarkoituksiin käytetään elektrodeja, joilla on seuraava pinnoitekoostumus:
- rutiilihappo (RA) - kylmän ja kuuman veden jakeluun julkisella sektorilla;
- rutiili (RR) - korkeassa paineessa toimivien lämmitysjärjestelmien kokoonpanoon;
- rutiiliselluloosa (RC) - käytetään rakenteissa, jotka edellyttävät nivelten suurta luotettavuutta;
- universaali (B) - kaikenlaisten putkistojen kokoonpanoon asuinrakennuksessa ja tuotannossa.

Voit valmistaa metalliputkia seuraavilla tekniikoilla:
- Sähköhitsaus. Se suoritetaan manuaalisesti tai koneella. Toimintaperiaate perustuu oikosulun aikana syntyvän elektronisen kaaren luomiseen. Tähän prosessiin liittyy suuren määrän lämmön vapautuminen, mikä saa metallin sulamaan. Sauman luomiseen käytetään kuluvia tai ei-kuluvia elektrodeja.
- Kaasuhitsaus. Putkiliitokset sulavat palavan kaasun vaikutuksesta samanaikaisesti metallin asettamisen kanssa, joka toimii kytkimenä. Muodostuu monoliittinen liitos, jolla on homogeeninen rakenne vierekkäisten osien kanssa.
- Kylmähitsaus. Tätä menetelmää käytetään asennettaessa matalapaineputkia tai korjaamalla niitä vaikeasti saavutettavissa oleviin paikkoihin. Menetelmän ydin koostuu nopeasti kovettuvalla liimalla kyllästetyn siteen käärimisestä koputuksen ympärille.
Vaihtoehdon valinta on oikea, jos se vastaa järjestelmän ominaisuuksia ja jäähdytysnesteen ominaisuuksia.
Hitsien luokitus

Sauma voidaan hitsata eri tavoin suunnitteluominaisuuksien ja käsiteltävän metallin paksuuden perusteella.
On olemassa sellainen hitsien luokitus:
- Ulkonäöltään ne ovat tasaisia (normaaleja), heikentyneitä (koveria) ja vahvistettuja (kuperia).
- Pituuden mukaan - kiinteä (jatkuva, suljettu), epäjatkuva (pisteet, segmentit). Pituuden suhteen saumat on jaettu lyhyisiin (enintään 25 cm), keskipitkiin (26-100 cm) ja pitkiin (yli 101 cm).
- Suorituskyvyssä - vaakasuora (pystysuorissa osissa), pystysuora (vaakasuorissa palkeissa), katto (kun liitos tehdään alhaalta), pohja (elektrodi sauman päällä).
- Tehokkaan voiman mukaan - kylki (akselin suuntaisesti), etuosa (akselin poikki), vino (poikki), yhdistetty (tyyppien yhdistelmä).
- Kerrosten ja läpikulkujen lukumäärän mukaan - yksikerroksinen (yksi kulku) ja monikerroksinen (useita kulkuja).
Lämmitysjärjestelmän asianmukaisella asennuksella kaikki luetellut saumat voidaan suorittaa. Tarvittaessa hitsataan myös putkien sisäpuolelle.
Hitsaussaumojen päätyypit
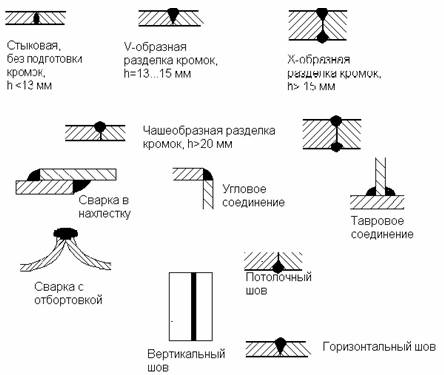
Saumat on jaoteltu avaruuspaikkansa mukaan seuraaviin tyyppeihin:
- kulma - osat ovat kulmassa;
- T-muotoinen - elementtien pään ja sivun liitäntä;
- pusku - putket on kytketty yhteen tasoon;
- päällekkäin - osat ovat päällekkäin;
- pää - vierekkäin sirpaleiden sivupinnat.
Työn aikana päällikkö valitsee itselleen sopivimman ja sopivimman menetelmän osien hitsaamiseksi.