Putkiasennus edellyttää yksittäisten elementtien kokoamista yhdeksi järjestelmäksi. Metalliputket ja venttiilit on liitetty kierteellä. Menetelmä tarjoaa vahvan ja suljetun sidoksen. Itse asettamista varten tarvitaan työkaluja kierteiden katkaisemiseen vesiputkissa.
Putkikierteiden tyypit
Lanka on pinnan ulkonemien ja syvennysten vuorottelu, joka sijaitsee kierukkaviivaa pitkin. Se voi olla ulkoinen ja sisäinen, vasen ja oikea. Yleiset tyypit:
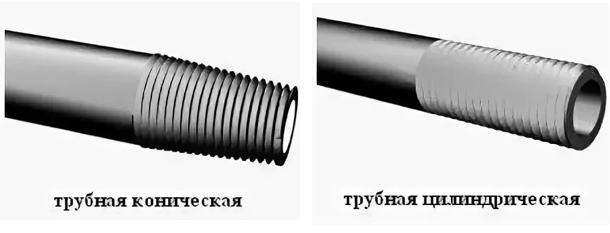
- putkimainen lieriömäinen;
- kartiomainen putki;
- tuuman sylinterimäinen (Yhdysvaltain standardi);
- pyöristää;
- tuumaa.
Putkityötöiden asennuksessa käytetään yleensä kahta ensimmäistä tyyppiä. Niitä käytetään putkenosien liittämiseen:
- Sylinterimäinen (G) - Profiilia edustaa tasakylkinen kolmio, jonka kärki on 55 °. Ulkonemat ja syvennykset ovat pyöristettyjä. Suositellaan putkille, joiden halkaisija on enintään 6 ”.
- Kartio (R) - kierteellä on kolmion muotoinen profiili, se muodostaa kartiomaisen 1:16, jolle on tunnusomaista osien liitoksen suuri tiiviys.
Putkikierteet ovat joko tuumaa tai metristä mitattuna tuumina ja millimetreinä.
Vaaditut työkalut

- Muotti tai rei'itys - karkaistun metallimutterin muotoinen laite, jossa on teroitetut leikkausreunat (leikkurit). Ne ovat pyöreitä, neliömäisiä, kuusikulmaisia. Kuolleiden tyypit: kiinteät, liukuvat, halkaistut. Reiät on tarkoitettu lastujen poistamiseen.
- Klupp on liukumuottiin perustuva työkalu. Kaksiosainen runko antaa sinun säätää leikkaushalkaisijaa. Työn helpottamiseksi kahva on järjestetty. Joissakin malleissa on räikkä, joka mahdollistaa pyörivät liikkeet yhdellä kädellä. Ammattimainen työkalu on varustettu sähkökäytöllä.
- Hana on karkaistu teräsruuvi, jossa on leikkausreunat. Koostuu toimivasta osasta ja varresta. Sarja sisältää laitteita rouhintaan ja viimeistelyyn.
Lisäksi valmistetaan apulaitteet:
- mittanauha ja lyijykynä - mittauksia ja merkkejä varten;
- vernier-paksuus - määrittää putkien ja liittimien halkaisijan.
Käytettyjen työkalujen on oltava korkealaatuisia, leikkureiden metalli on terävä ja kestävä. Kun työskentelet muottien ja hanojen kanssa, tarvitaan ruuvipuristin.
Työn valmistelu
Alue, jolla joudut työskentelemään vesiputkien kierteityslaitteella, puhdistetaan ruosteesta, liasta ja maalijäämistä. Käytetään hiekkapaperia. Pinta on puhdistettava metallikiiltoon. Päätypinta on viistetty. Valmista putken ja leikkaustyökalun voiteluaine. Lastu puhdistetaan vaatteella.
Vesiputkien kierteitysmenetelmät

Nopan leikkaus
Työkalun tyypin valinta riippuu laatuvaatimuksista.Paras tulos saavutetaan käyttämällä kiinteää muottia, jolla on suuri jäykkyys. Laitteen haittana on nopea kuluminen. Jousikuormitteiset muotit (joissa on leikkaus yhteen aksiaalireikistä) mahdollistavat kierteen halkaisijan muuttamisen 0,3 mm: n sisällä. Niiden jäykkyys pienenee, etuhammas kestää kauemmin, mutta lankojen puhtaus menetetään.
Valmistettu putki kiinnitetään ruuvipenkkiin. Muotti asetetaan pidikkeeseen ja kiinnitetään ruuveilla. Rasvaa levitetään käsiteltävälle alueelle ja leikkureille. Työkalu asetetaan putkeen suorassa kulmassa. Kierto on tasaista myötäpäivään. Useiden käännösten jälkeen lastut poistetaan ja voitelua jatketaan. Laadukkaaseen leikkaamiseen käytetään karkean leikkauksen jälkeen viimeistelyä. Valmis lanka puhdistetaan rätillä.
Käyttämällä kluppia

Putkimuotin käyttö on helpompaa kuin muotti. Työkalu on kalliimpi, mutta suurelle työmäärälle on parempi valita se. Klupp antaa puhtaan langan, liukuva muotoilu antaa sinun säätää langan halkaisijaa. Ohjainten asennus vähentää vääristymien riskiä, helpottaa leikkausprosessia. Jos räikkä sisältyy rakenteeseen, räikkäpyörä sijoitetaan suulakkeen lähelle. Kun sitä käännetään, työkalupää liikkuu. Räikkä on välttämätön ahtaissa työolosuhteissa.
Putki kiinnitetään ruuvipenkkiin, jättäen pieni alue. Lyhyt ulkoneva osa ei salli metallin taipumista kohdistetusta voimasta. Putki ja leikkurit voidellaan koneöljyllä. Ulkoneva osa työnnetään muotinohjaimeen. Viipalointi tapahtuu lyhyillä pyörimisliikkeillä. Leikkaa lastut kiertämällä säännöllisesti taaksepäin. Rasvaa lisätään käytön aikana. Vesiputkia pujottaessa on tärkeää seurata kierteiden lukumäärää.
Sähkötyökalun avulla voit leikata muutamassa sekunnissa. Halutulle putken halkaisijalle valitaan vaihdettavat päät leikkureilla. Työ ei ole vain nopeaa, mutta myös korkealaatuista.
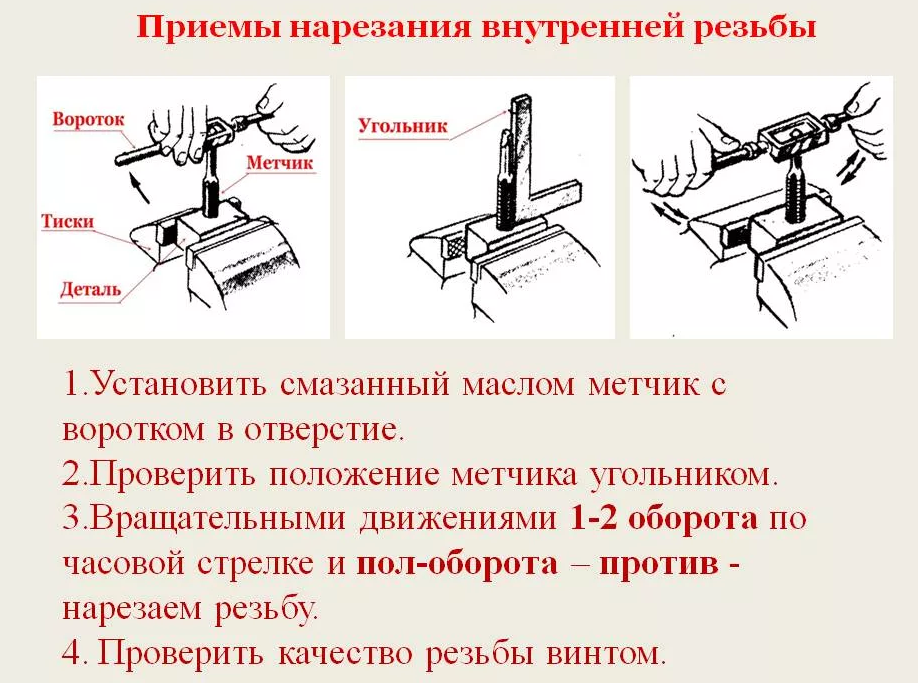
Napauta työtä
- yksi on musta;
- kaksi - keskimmäinen;
- kolme - viimeistely.
Putken sisäpuoli on puhdistettava ja voideltava. Hana työnnetään pystysuoraan, varsi kiinnitetään hanaan. Kierto on myötäpäivään. Kun työskentelet pehmeän metallin kanssa, työkalu käännetään säännöllisesti nurinpäin ja lastut puhdistetaan. Rasva vaaditaan. Työn päättymisen jälkeen langan laatu tarkistetaan.
Tärkeimmät syyt avioliittoon
Syy työvirheeseen on työntekijän huolimattomuus tai huonolaatuisen työkalun käyttö. Yleiset putken leikkausvirheet työskenneltäessä hanan tai suuttimen kanssa:
- Raajuneet kierteet - ongelma syntyy käytettäessä tylsiä muottia, lastujen ennenaikaista poistamista, riittämätöntä voitelua.
- Puutteellinen lanka - lanka on suositeltua suurempi.
- Väärin kohdistetut kierteiset urat - väärä suuttimen tai hanan asennus.
- Kierteen rikkoutuminen on syy urien tukkeutumiseen lastuilla, työkalun huonolaatuisuuteen, putken halkaisija on suurempi kuin säädetty.
- Hanojen murtuminen - Kapeaan reikään kohdistettu liiallinen voima, riittämätön lastun poisto, voitelun puute.
Osien itse valmistelu kierteitettyä liitäntää varten on helposti saavutettavissa työkalulla. Jotta työ voidaan tehdä tehokkaasti, sinun on noudatettava sääntöjä. Terävän työkalun ja tarkkuuden käyttö korvaa ammattitaidon puutteen.