Metalni krov je poboljšana i atraktivnija inačica profiliranog lima. Ime je dobio jer oponaša šindru, ali ponekad izgleda puno estetski ugodnije. Materijal se proizvodi pomoću posebne tehnologije i za različite namjene.
Gdje se proizvode metalne pločice?
Metalne pločice su popularni premaz, pa ga izrađuju i velike tvornice i male tvrtke. Kvaliteta lima ne ovisi o opsegu proizvodnje, već o opremi koja se koristi za proizvodnju metalnih pločica. Kao i u mnogim drugim slučajevima, kvaliteta ovisi o poštivanju svih zamršenosti tehnologije.
Najpoznatije ruske tvrtke za premazivanje uključuju:
- Neva-Stal;
- "KSP";
- Sibirski metalni centar;
- "Elektroštit".
Postoje mnoge druge tvornice smještene u Moskvi, Lipecku, Sankt Peterburgu, Volgogradu.
Od stranih proizvođača najpopularniji na ruskom tržištu su:
- Finska tvrtka RUUKKI;
- jedan od najvećih svjetskih proizvođača metala, koncern Arcelor Mittal;
- Slovačka tvrtka U.S. Čelične Košice.
Popularne su i male tvrtke u Poljskoj i Kini.
Kada kupujete metalne pločice, morate obratiti pažnju na jamstveni rok. Primjerice, kada je presvučen plastizolom, jamstvo proizvođača je 50 godina.
Od čega su izrađene metalne pločice

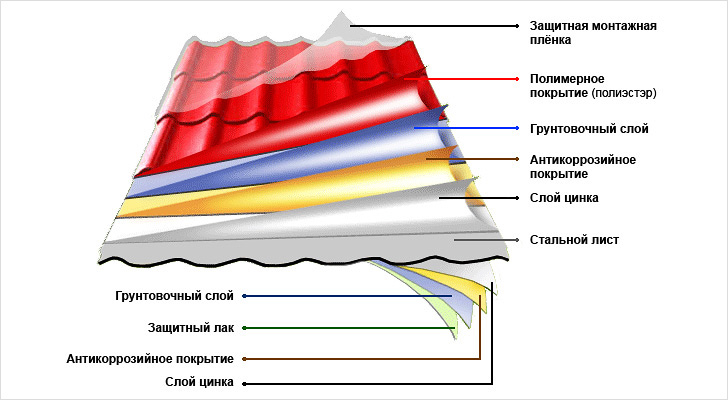
Metalne pločice su složeni višeslojni materijal. Sastoji se od sljedećih elemenata.
- Osnova je lim od metala. Najčešće je to čelik, ali bakar i aluminij također mogu poslužiti kao baza. Potonji je lakši i ne boji se korozije, stoga mu nije potreban zaštitni sloj cinka.
- Sloj cinka - pokriva list s obje strane. Metal stvara oksidirajući film, sprečavajući da kisik i vlaga dođu do čelične baze. Gustoća sloja varira od 190 do 275 g / m². Određuje gdje se metalne pločice mogu koristiti: u južnoj regiji, u gorju, na području pored mora.
- Pasivni sloj - stvara neku vrstu kompenzacijskog pufera i poboljšava prianjanje.
- Sloj tla - izvodi isti zadatak, ali selektivnije u odnosu na naneseni premaz.
- Donji sloj metalne pločice je lak. Bezbojan je i nema ukrasni efekt. Njegova je zadaća stvoriti dodatnu mehaničku zaštitu.
- Gornji sloj podnice je ukrasni premaz koji se temelji na polimernom sastavu. Boja određuje ne samo izgled metalne pločice, već i otpornost na ultraljubičaste zrake, mehanička naprezanja i vlagu.
Karakteristike gornjeg ukrasnog sloja uvelike određuju trajnost materijala.
Tehnologija proizvodnje

Bez obzira na vrstu opreme za proizvodnju valovitog kartona i metalnih pločica, proizvodni proces uključuje 3 glavne faze:
- kotrljanje profila i dobivanje reljefne površine;
- žigosanje - oblikovanje profila: kaskada, monterrey, supermonterrey;
- rezanje u listove potrebne veličine.
U svakoj je fazi potrebno nadzirati ispravno izvršavanje tehničkih operacija i provjeriti sukladnost obratka. Važno je pažljivo slijediti slijed tijekom valjanja. Prilikom žigosanja morate pratiti usklađenost obratka s navedenim profilom.
Tehnologija uključuje sljedeće operacije.
- Valjak metala određene debljine - od 0,4 do 12 mm, dovodi se na liniju za odmotavanje i fiksira u odjeljku.
- Crta se dovodi do dizajnerskog mlina, gdje se profil utiskuje. Postoje mnoge vrste omjera grebena i valnih oblika.
- Traka se uvodi u škare, gdje se mreža automatski reže u listove potrebne veličine.
- Obradak se prenosi na pocinčavanje. U nekim se slučajevima ovaj postupak izvodi prije valjanja.
- Metalna pločica prekrivena je zaštitnim slojevima: prvo pasivizirajućim slojem, zatim temeljnim premazom i na kraju slojem kompozicije polimerne boje.
Opća shema očuvana je u proizvodnji bilo koje vrste metalnih pločica. Karakteristike materijala određuju karakteristike profila, debljinu sloja cinka, sastav boje.
Vrste premaza
- Poliester - mat ili glatki. Premaz se koristi 75% vremena. Debljina sloja 25 mikrona. Poliester je otporan na habanje, pruža srednje UV zaštitu. Odnosno, u područjima s agresivnim suncem premaz izgara. Dizajniran za 5-10 godina rada. Mat poliesterski sloj je deblji - do 35 mikrona. Ovaj premaz traje do 15 godina.
- Poliuretan - pural. Nanosi se u sloju do 50 mikrona. Vrlo je izdržljiv, podnosi temperature od -60 do +100 C. Ne puca u uvjetima visoke vlažnosti i ne blijedi na suncu. Rok trajanja nije kraći od 30 godina. Takve metalne pločice su puno skuplje.
- Purex je ukrasni film vrlo visoke plastičnosti i čvrstoće. Znanje od RUUKKI-a. Proizvođač daje jamstvo za pokrivenost 50 godina.
- Plastisol je polimer na bazi polivinilklorida. Nije previše otporan na hladnoću - podnosi samo - 10 C, ali dobro podnosi vrućinu. Sloj plastizola doseže 200 mikrona. To ne samo da osigurava trajnost i otpornost na ogrebotine, već proizvodi i neobične ukrasne efekte. Sloj plastizola je utisnut da na površinu nanese reljefni uzorak. Životni vijek je 60–70 godina.
- PDVF je nova varijanta koja je vrlo otporna na UV zrake. Iako se premaz nanosi u tankom sloju - 27 mikrona, to je dovoljno da se osigura trajnost metalne pločice.
Rok trajanja premaza ovisi o uvjetima rada.
Oprema za proizvodnju metalnih pločica

Oprema za proizvodnju metalnih pločica uključuje nekoliko različitih dodataka za obavljanje različitih zadataka.
- Odmotač valjaka je pogonski konzolski uređaj za ugradnju i odmotavanje proizvoda od tankog lima. To može biti zasebna struktura, ali češće je dio tehnološke linije. Proizvod se bira prema njegovoj nosivosti, brzini odmotavanja, snazi i dopuštenoj širini mreže.
- Glavni stroj za metalno krovište je stroj za oblikovanje valjaka. U procesu savijanja vrši kompresijski i vlačni učinak na lim. Kao rezultat, list poprima određenu konfiguraciju. Savijanje je moguće pod bilo kojim kutom. Istodobno, list ostaje monolitan i ne gubi snagu. Strojevi za oblikovanje valjaka automatizirani su, što smanjuje rizik od pogrešaka i kvarova. Parametri za odabir: brzina valjanja, snaga, najveća dopuštena debljina i širina lima.
- Stroj za prešanje - hidraulični. Uključuje prešu, na kojoj se formiraju stupnjevi, žig i hidrauličke stanice - uređaji koji dovode ulje u hidrauličke cilindre. Gredica, koja napušta mlin za oblikovanje valjaka, ima valovit oblik. U stroju za prešanje, valoviti reljef je zgužvan, uzimajući oblik stepenica. Jedinica se odabire prema snazi, razini tlaka i mogućoj širini profila.
- Rezanje metala škarama - listovi utisnuti na stroj dovode se na giljotinske škare. Uređaj hidrauličkim ili mehaničkim pogonom reže obratke u listove. Parametri procjene: hod noža, dopuštena debljina i širina lima, broj poteza nožem u minuti. Ovaj pokazatelj određuje učinkovitost jedinice.
- Prijemnik lima - nakon rezanja, listovi se prenose u prijemnik lima. Jednostavni modeli mogu uzeti samo 1 list, a napredni - nekoliko.
- Paleta za gotove listove - iz prijemnika listovi se prenose na paletu. Ovdje se slažu i prenose u skladište pomoću utovarne dizalice.
Sustav automatskog upravljanja (ACS)
Većina opreme - stroj za proizvodnju metalnih pločica, prešanje, škare-giljotina, može se automatizirati. Čini se najprikladnijim ne programirati svaki stroj zasebno, već ga uključiti u jedan sustav i davati naredbe svim jedinicama linije odjednom. To čini sustav automatskog upravljanja.
Glavni kriterij za odabir ACS-a je veličina pogreške. Što je manji, mjerenje i rezanje su točniji, što smanjuje troškove.
Kompletne proizvodne linije

Za proizvodnju metalnih pločica možete kupiti gotovu liniju koja uključuje sve potrebne elemente. Ovisno o konfiguraciji i izvedbi, linije su podijeljene u 3 klase.
Osnovni uključuje valjaonicu, škare-giljotinu, stroj za prešanje, hidraulični sustav i automatizirani sustav upravljanja. Ova je opcija prikladna za pokretanje i malu proizvodnju.
Standard - paket odgovara potrebama malog ili srednjeg poduzetništva. Uz navedenu opremu, to uključuje odmotač bala, palete i ostalu dodatnu opremu. Brzina kotrljanja do 7-8 metara u minuti.
Premija također uključuje zatvarač vrata i servo motore. Produktivnost linije je veća - do 10 metara u minuti.