Osim čelika, lijevanog željeza i plastičnih cijevi, bakar se koristi u vodoopskrbnim sustavima. Ovaj metal ima nekoliko različitih prednosti, ali se razlikuje po cijeni. Moguće je izraditi vodovod od bakrenih cijevi, kao i instalirati slavine i druge armature izrađene od bakra, ako ne postoje proračunska ograničenja za popravke.
Specifikacije metala

Bakar je prvi metal koji su drevni ljudi savladali. Od njega su pravili posuđe i oružje. Ovaj je materijal meke konzistencije, ima antibakterijska svojstva, pa se pijenje vode iz bakrenih posuda smatra sigurnim. U dodiru s bakrom ubijaju se virusi, bakterije i gljivice. Korisno je nositi bakrenu narukvicu za poticanje rada štitnjače. Prema ayurvedskom receptu, preporuča se ostaviti vodu u bakrenoj posudi preko noći i piti je ujutro.
U vodovodnim sustavima bakar se povoljno uspoređuje sa konkurentima - čelikom i plastikom. Može podnijeti toplinske fluktuacije do 250 stupnjeva, ne mijenja svoje karakteristike prilikom smrzavanja - na hladnoći postaje plastična i izdržljiva.
Kada instalirate plastični cjevovod, morate točno znati za koji pritisak u sustavu su namijenjeni. Ako plastika može izdržati oko 100 bara, tada je bakrena cijev 500 bara. To omogućuje instaliranje dodatne opreme, na primjer, pumpi za povećanje tlaka u dvo- i trokatne privatne kuće.
Najčešće se bakrene cijevi proizvode s primjesom cinka. Legura bakar-cink naziva se mesing. Uz cink, sadrži još 5 elemenata. Prema GOST-u, dopušteno je proizvoditi cijevi za opskrbu vodom od čistog bakra i mjedi.
Zbog nečistoća, proizvodi traju dulje od plastičnih - do 80 godina, aditivi omogućuju ograničavanje procesa korozije, utječu na čvrstoću. Ako se pukotina dogodi na bakrenoj cijevi, ona se ne proteže cijelom duljinom, pa je curenje lakše i brže popraviti.
Bakar je težak 8920 kg / m3, što ga čini najtežim metalom. Za usporedbu, čelik je težak 7800 kg / m3, polimeri 900 kg / m3.
Bakar se može koristiti za izradu najtanjih cijevi s najmanjom razlikom između vanjskog i unutarnjeg zida. Postoje dvije vrste proizvodnje bakrenih cijevi:
- s žarenjem;
- bez žarenja.
Rezultat su tvrde, polukrute i meke metalne sorte. Ugradnja bakrenih cijevi za opskrbu vodom također ovisi o načinu na koji je proizvod proizveden.
Cijevi se proizvode valjanjem i prešanjem. Metoda valjanja uključuje ispuhivanje rukavca metodom hladne bešave. Prešanje je zavarivanje bakrenog lima u atmosferi inertnog plina praćeno kalibracijom.
Vrste bakrenih cijevi
U asortimanu bakrenih cijevi nalazi se oko 130 vrsta predmeta koji se razlikuju po obliku, načinu proizvodnje, unutarnjem i vanjskom promjeru. Dimenzije su u inčima i milimetrima.
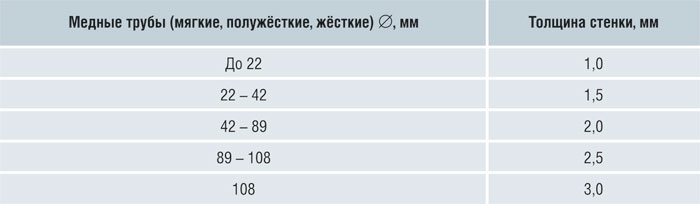
Dimenzije ovise o načinu izrade. Okrugli proizvodi imaju promjer od 3 do 350 mm. Debljina stjenke može varirati od 0,8 do 10 mm.
Zavareni proizvodi su manji - od 30 do 280 mm. Debljina stijenke u zavarenim i pravokutnim cijevima može biti veća - od 5 do 30 mm.
U prodaji su bakreni profili promjera do 18 mm i duljine do 10 m. Veći promjer prodaje se u dijelovima od 1,5 do 6 m.
Dimenzije uvezenih proizvoda mogu se razlikovati. Gore navedene dimenzije svojstvene su domaćim proizvodima.
Prednosti i nedostaci bakrenih vodovoda
- Svestranost veza. Možete uštedjeti na armaturama i spojnicama, jer zavarivanje pruža pouzdanu vezu - tijekom ispitivanja tlakom tijelo cijevi gotovo uvijek nije moglo izdržati, ali veze su ostale netaknute.
- Linija bakra ne propada pri niskim temperaturama. Posljedice zagrijavanja bakrenih cijevi mnogo su manje katastrofalne nego kod opskrbe vodom od čelika ili plastike.
- Bakar ne uništava klor, koji je uvijek prisutan u vodi iz slavine. Naprotiv, klor stvara zaštitni sloj na unutarnjem zidu, što produžuje vijek trajanja proizvoda.
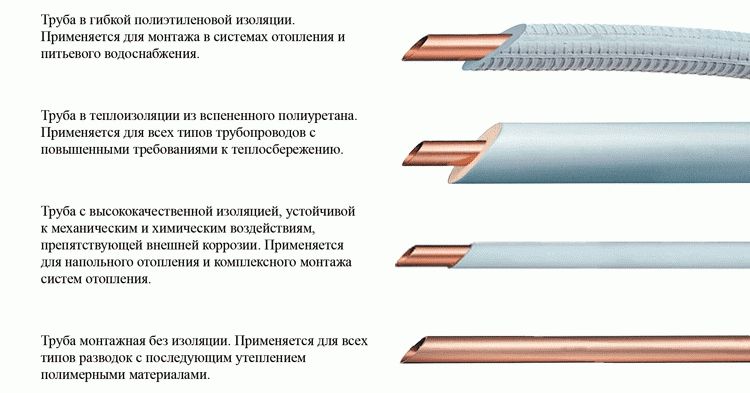
- Pod utjecajem ultraljubičastog zračenja na površini bakra ne dolazi do vidljivih promjena, za razliku od plastike koja mora biti izolirana.
- Kolonije mikroorganizama i patogenih bakterija ne puštaju korijene na unutarnjim zidovima.
- Stupanj hrapavosti unutarnje površine bakrenih cijevi niži je od stupnja čeličnih ili plastičnih proizvoda, pa organske tvari nemaju vremena da se slegnu - jaz se ne sužava dugo vrijeme servisiranja.
- Bakrene proizvode možete kupiti od bilo kojeg proizvođača - kvaliteta će biti ista. Na primjer, među plastičnim proizvodima ima mnogo krivotvorina, koje se kao rezultat toga moraju promijeniti nakon nekoliko godina.
- Bakrene cijevi imaju veću otpornost na koroziju, pa se za proizvodnju koristi manje materijala. Čelične konstrukcije prisiljene su osigurati veliku debljinu stijenke s očekivanjem da će hrđa postupno uništavati materijal.
- U bakrenim vodovima nije potrebno servisirati spojeve, jer su pouzdaniji od samih cijevi. U nevarenim čeličnim konstrukcijama armatura je glavni problem.
Mane vodova od bakra:
- Trošak je veći.
- Ne može se instalirati u sustave u kojima je brzina protoka veća od 2 m / s.
- U vodi ne smije biti pijeska i drugih čvrstih čestica, jer se one trljaju s unutarnjeg sloja zida. Ako je pretanak, može prouzročiti eroziju.
- Više zahtjeva za instalaciju kako ne bi smanjili jamstveno razdoblje.
Olovo se ne smije koristiti kao lem u sustavima pitke vode jer uzrokuje trovanje tijela i ozbiljne posljedice.
Prednosti i nedostaci bakrenog vodovoda također ovise o tome koliko je dobro izvedena instalacija.
Metode instalacije i povezivanja
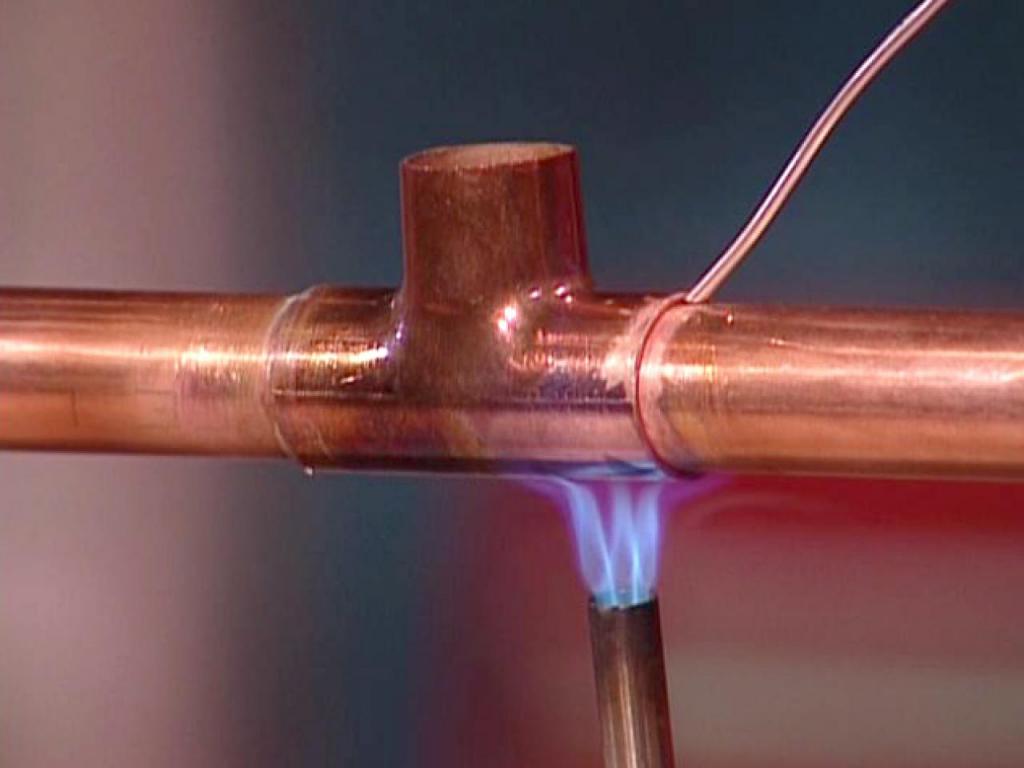
Najčešća metoda je lemljenje. Da biste to učinili, potrebno je zagrijati cijev do točke topljenja lema. Samo iskusni zavarivači koji često rade s tlačnim sustavima i sa složenim komunikacijama u privatnim i višestambenim zgradama mogu lemiti bakrene cijevi za opskrbu vodom.
Postupak se provodi na sljedeći način:
- Spoj cijevi i priključka se čisti od oksidnog filma.
- Plinska baklja zagrijava lem i postupno se omata oko proizvoda dok se topi.
- Da bi lem tekao između cijevi i armature, mjesto se zagrijava još nekoliko sekundi.
Sustavi povezani zavarivanjem sposobni su izdržati tlakove do 500 bara, ako se pravilno izvedu, isključuju se propuštanja i smanjenje tlaka u cijevi.
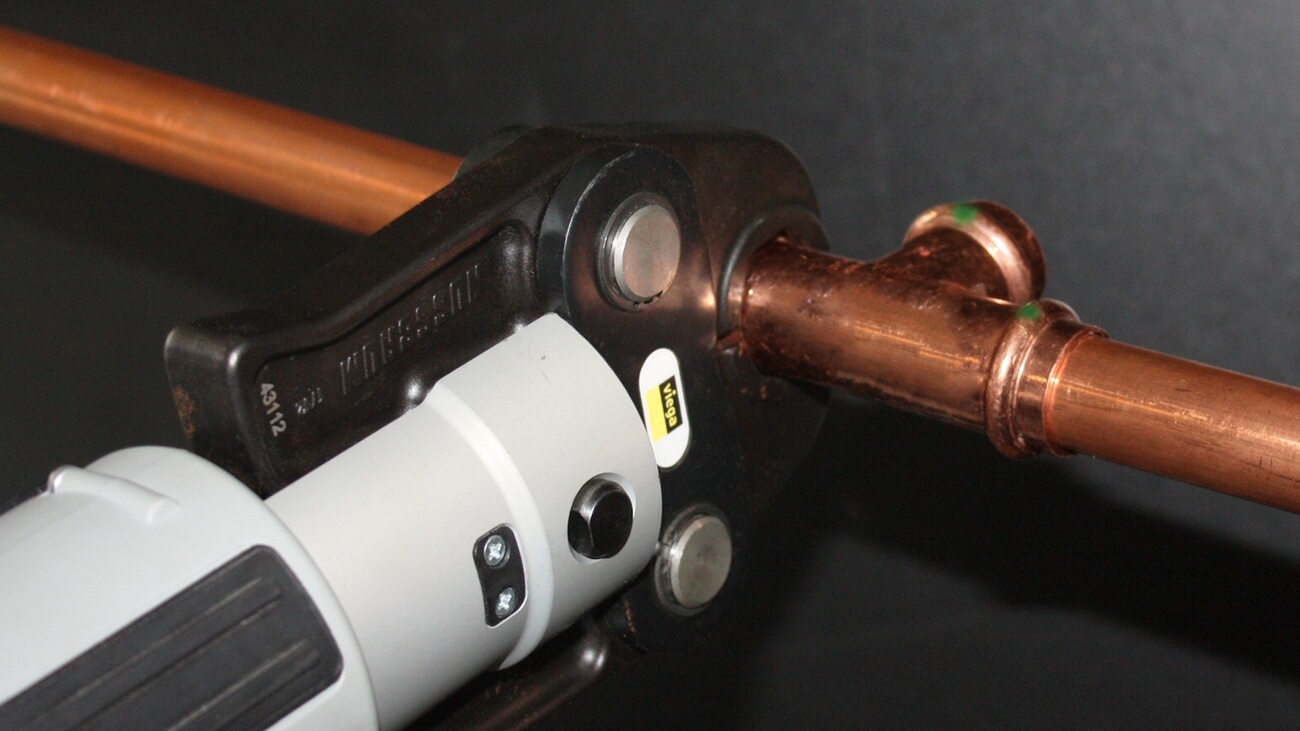
Način prešanja nije vrlo čvrst i pouzdan, bolje ga je koristiti u sustavima s niskim tlakom. Dno crta je sastaviti sustav, a zatim se koristi poseban alat za pritiskanje armature na glavnu cijev. Moguće je stezanje pomoću brtvene trake i matice. Za kontrolu je potrebno na dijelovima napraviti oznake kako ne bi popuštali tijekom prešanja. Prije spajanja armatura važno je dobro brušiti krajeve cijevi.
Prednost metode prešanja je što je čak i početnik može primijeniti u praksi. Zavarivanje lemom mnogo je složenija operacija koja zahtijeva vještinu i pažnju.