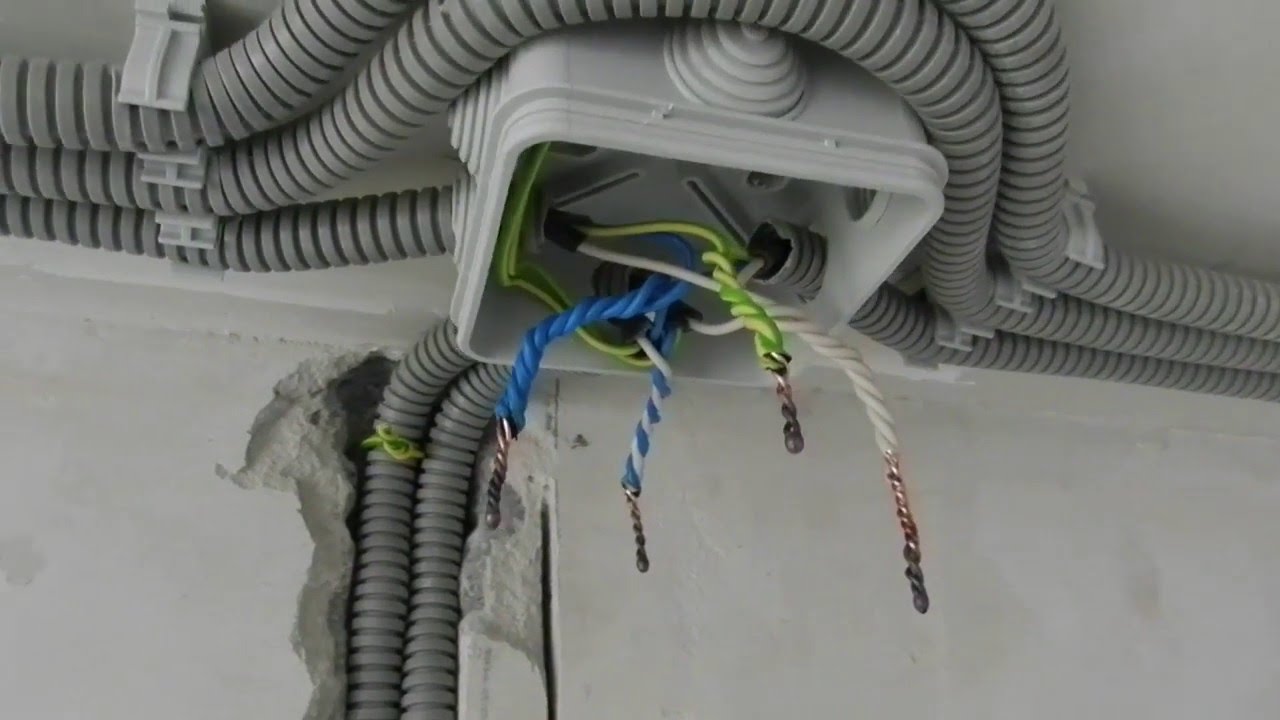
Kivétel nélkül az összes kapcsolási rajz rendelkezik a kábelek és vezetékek elágazásáról és csatlakoztatásáról. Ehhez további csatlakozódobozt kell felszerelni, amely fémből vagy polimer anyagokból készül. A szerkezet felépítése azonban nem elég, fontos ismerni a csatlakozódobozban lévő huzalcsavarások technológiáját.
- Mire szolgálnak a csatlakozódobozok?
- A kommutáció általános szabályai
- A forrasztás előnyei más csatlakozási módszerekhez képest
- Forrasztóhuzalok
- Forrasztópáka teljesítményének kiválasztása
- Forrasztástípus
- A forrasztási pont védelme az oxidációtól
- Forrasztási és ónozási technológia
- Forrasztás fáklyával és téglával
- Óvintézkedések
Mire szolgálnak a csatlakozódobozok?
A csatlakozódobozok használatának szükségessége nem lehet kétséges. Ennek biztosításához olvassa el a szakemberek figyelmeztetéseit:
- A szerkezet beépítésének figyelmen kívül hagyása a szabályozási dokumentumokban meghatározott szabályok megsértését jelenti.
- A tűzbiztonság betartása. Az RK-nak köszönhetően a szerkezet tömörsége miatt a rövidzárlat és a tűz valószínűsége jelentősen csökken.
- Az eszköz telepítése sok időt vesz igénybe, de a jövőben sokkal könnyebb lesz modernizálni, karbantartani, javítani és felépíteni a vezetékeket. Például, ha további kimenetet vagy kapcsolót kell telepítenie, a szükséges vezetékeket el lehet távolítani az elosztódobozból.
Általában az elosztódoboz telepítésére van szükség. A telepítési technológia egyszerű, a vezetékek csatlakoztatásakor a bonyolultság felmerülhet.
A kommutáció általános szabályai
A forrasztási módszer megvalósítása hegesztésre hasonlít, csak egy közönséges forrasztópáka használatos, és nem inverteres gép elektródákkal. Csavarás előtt az ereket meg kell ónozni. Ehhez a forrasztópákát felmelegítik, gyantába merítik és többször átviszik a szigeteléstől megtisztított területeket, amíg vöröses árnyalat meg nem jelenik.
A minőségi munka érdekében először ellenőriznie kell a forrasztópáka csúcsát. Fontos, hogy tisztán tartsa. Ha a felület egyenetlen, szennyeződés halmozódott fel rajta, akkor lehetetlen jó minőségű forrasztást készíteni. A szennyeződéseket reszelővel távolítják el, majd a végét újrabevonják.
A forrasztás előnyei más csatlakozási módszerekhez képest

A vezetékek összekötő dobozban történő csatlakoztatásának számos módja van, azonban csak a forrasztás és a hegesztés különbözik a minimális érintkezési ellenállástól és a monolit csatlakozástól. Bárki otthon forraszthatja a vezetékeket. A hegesztéshez tapasztalatra és speciális hegesztőgépre lesz szüksége.
A munka elvégzéséhez a következő eszközökre lesz szükség:
- fényáram;
- kés a szigetelőanyagok eltávolítására;
- forrasztó;
- oldalsó vágók;
- forrasztópáka;
- fogó vagy fogó;
- csiszolópapír.
Az összes szükséges eszköz és fogyóeszköz előkészítése nélkül nem kezdheti meg a munkát.
Forrasztóhuzalok
A kábelek bádogozását és forrasztását az elosztódobozban több szakaszban hajtják végre.
- A szigetelő réteg eltávolítása.
- A vezetékek lecsupaszítása, amíg a fém jellegzetes fénye meg nem jelenik.
- Szolgáltatás.
- Csavarás.
- Forrasztás.
- Elkülönítés.
Mielőtt folytatná a vezető magok csatlakoztatását, elemeznie kell, hogy mekkora hosszúság szükséges. Vágja le a vezetékeket úgy, hogy forrasztáskor a végek az elosztódobozon kívül helyezkedjenek el. A munka végén bármilyen kívánt módon lefektetik őket.
A vezetékek forrasztása az elosztódobozban szorosan tilos. A készlet ebben az esetben szintén nem megfelelő.
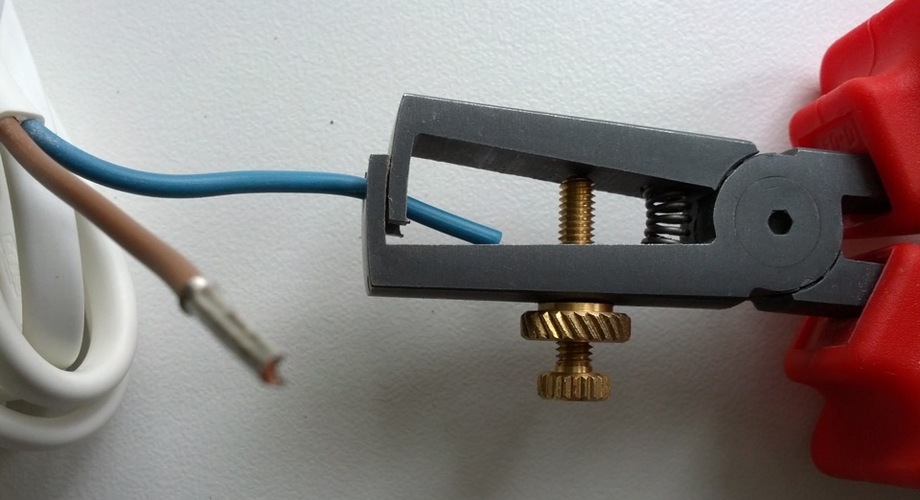
A szigetelő réteg eltávolításához speciális eszközt használnak - sztriptízt vagy éles kést. Amikor éles késsel dolgozik, a mozdulatoknak hasonlítaniuk kell a ceruza borotválkozására. Tilos a szigetelő réteget fogóval vagy oldalvágóval vágni, körkörös vágást nem szabad végezni. A keresztirányú sérülések a közeljövőben törést okoznak.
Forrasztásra szánt huzal esetében a lecsupaszítás 1,5-3 cm közötti tartományban van. A fordulatok száma legalább 2.
Forrasztás előtt a vezetékeket gondosan megtisztítják és ónozzák, hogy a vezetők felületén ne jelenjenek meg oxidok, amelyek zavarják a normál vezetőképességet és növelik az ellenállást. A már ónozott vezetőket fogóval vagy fogóval csavarják.
A sodrott rézhuzalok dobozban történő forrasztása hasonló algoritmussal rendelkezik. A csavarnak feszesnek, de nem feszesnek kell lennie, különben a vezető erek végei egyszerűen letörhetnek.
Végül a sodrott huzalokat forrasztópáka segítségével forrasztják úgy, hogy a forrasztást minden oldalról egyenletes réteggel borítsák. A munka minősége teljes mértékben attól függ, hogy a végek mennyire tisztultak meg.
Forrasztópáka teljesítményének kiválasztása

A készüléknek optimálisan fel kell melegítenie a helyet 1 percig vagy tovább, a munka végén a forrasztó felületének simanak, egyenletes fényűnek kell lennie.
Forrasztástípus
A forrasztók sokfélesége létezik, a főbbeket a táblázat tartalmazza.
| Forrasztási fokozat | Szerkezet (%) | Szakítószilárdság (kg / mm) | Olvadási hőmérséklet | Alkalmazás |
| POS-30 | Ólom - 70 Ón - 30 | 3,2 | 266 | Acélból, rézből és ötvözeteiből készült alkatrészek forrasztásához és ónozásához |
| POS-40 | Ólom - 60 Ón - 40 | 3,8 | 238 | Horganyzott acélból készült rádióberendezések érintkezőinek és alkatrészeinek forrasztásához és bádogozásához |
| POS-90 | Ólom - 10 Ón - 90 | 4,9 | 220 | Orvosi műszerek és fémeszközök forrasztásához és bádogozásához |
| POS-61M | Réz - 2 Ólom - 37 Ón - 61 | 4,5 | 192 | Nyomtatott vezetők és rézhuzalok forrasztásához és bádogozásához |
| POS-61 (tretnik) | Ólom - 39 Ón - 61 | 4,3 | 190 | Bronzból, sárgarézből és rézből készült, lezárt varratokkal ellátott feszültség alatt álló alkatrészek bádogozásához és forrasztásához |
| POSV-33 | Bizmut - 33,3 Ólom - 33,3 Ón - 33,3 | — | 130 | Konstantánból, sárgarézből és rézből készült alkatrészek forrasztásához hermetikus varrással |
| POSV-50 (ötvözet rózsa) | Bizmut - 50 Ólom - 25 Ón - 50 | — | 94 | Túlmelegedésre hajlamos alkatrészek megmunkálásához |
| Alloy d Arce | Bizmut - 45,3 Ólom - 45,1 Ón - 6,9 | — | 79 | Biztosítékok gyártásához, a túlmelegedésre hajlamos alkatrészek ónozásához és forrasztásához |
| Wood ötvözet | Kadmium - 12,5 Bizmut - 50 Ólom - 25 Ón - 12,5 | — | 68,5 | Fontos tulajdonság mérgező. Biztosítékok gyártására, hőhatásra érzékeny alkatrészek ónozására és forrasztására tervezték |
Az utolsó három osztály alacsony olvadásponttal és alacsony ötvözetű szilárdsággal rendelkezik.
A forrasztási pont védelme az oxidációtól

Fluxot használnak a forrasztási pont oxigén általi oxidálódásának megvédésére. A rézzel való munkavégzés során a leggyakrabban a következőket használják:
- Gyanta, csak fenyőgyantát tartalmaz.
- Az LTI-120 tartalmaz trietanol-amint (1-2%), anilin-sósavat (3-7%), etil-alkoholt (66-73%), gyantát (20-25%).
- Az alkoholos gyanta etil-alkoholt (60-70%) és gyantát (30-40%) tartalmaz.
A fluxus legegyszerűbb, költségvetési és egyben általános változata a közönséges gyanta. Az egyetlen nehézség, amely felmerülhet egy anyaggal való munka során, az aggregáció szilárd állapota.
Forrasztási és ónozási technológia

A huzalok forrasztásának vagy ónozásának megkezdésénél fontos, hogy az utóbbit vízszintesen helyezzük el, hogy a forrasztópáka hegye akadálytalanul érjen minden oldalához. Egyes "szakértők" azt javasolják, hogy a vezetőket függőlegesen helyezzék el, de ezt nem szabad megtenni, mivel a forrasztási cseppek terjedhetnek.
Ónozás előtt a vezetékeket forrasztópáka segítségével melegítjük, és párhuzamosan érintse meg a fűtési helyet egy darab gyanta segítségével, amíg az megolvadni nem kezd. Ha folyékony fluxust használnak, akkor azt még a melegítés megkezdése előtt előzetesen alkalmazzák. Ónozás után a vezetékeket megcsavarják.
A forrasztási technológia kissé eltér, mivel több forrasztásra van szükség. Fluxot viszünk a vezetőkre, és forrasztópáka segítségével addig melegítjük, amíg az olvadt csepp egyenletesen el nem oszlik. Szükség esetén az eljárás megismételhető.
Forrasztás fáklyával és téglával

Nagy munkamennyiség esetén célszerű tégelyeket használni, amelyek egy üreges fémhenger, amely fogantyúval van ellátva az olvadt forrasztás feltöltéséhez. Ezt az eszközt fel lehet fűteni gázfáklyával, vagy egy nagy forrasztópáka hegyéül lehet használni.
A tartály kis mennyiségű olvadt forrasztást tartalmaz, miközben megszilárdul, az embernek több fordulatot sikerül végrehajtania.
Óvintézkedések
Óvatosan kell eljárni a munka elvégzése során, mivel az olvadt forrasztás súlyos égési sérüléseket okozhat, ha a bőrt eléri. Minden forrasztó márka ólmot tartalmaz, amelynek gőzei mérgezőek az emberre. A mérgezés megelőzése érdekében légzőkészülékben kell dolgozni.
A huzalok forrasztásakor tilos savtartalmú aktív fluxusokat használni, mivel a munka befejezése után teljes eltávolítást igényelnek. A fluxusmaradványok romboló hatással vannak minden anyagra, különösen a keményforrasztó sav és a cink-klorid agresszív a rézre.
Általában a munka nem okozhat nehézségeket, a lényeg az, hogy előzetesen megismerkedjen a végrehajtási technológiával, előkészítse az összes fogyóeszközt és eszközt.







