A rönköket marógépeken dolgozzák fel annak érdekében, hogy különleges profilt kapjanak, és a teljes hosszukon azonos átmérőt kapjanak. A termékben hornyok vannak kivágva, hogy megkönnyítsék a telepítést és rögzítsék az illesztéseket. A lekerekített rönköt nagy pontossággal készítik, így a rönkház összeszerelésekor gyakorlatilag nincsenek hézagok. Az anyag az olcsó termékek kategóriájába tartozik, amelyeket nem kell további előkészíteni az építkezésen történő telepítéshez.
- Mi a lekerekített rönk
- Különbség az aprítotttól
- Alkalmazások
- A lekerekített rönkök gyártásának jellemzői
- Klasszikus módszer
- Átadási módszer
- Pozíciós módszer
- Ragasztott rönk
- Berendezések a
- Gyártástechnológia
- Az anyag válogatása és előkészítése
- Szárítás
- Hengerelés
- Vágás és szeletelés
- Védő vegyületekkel történő kezelés
- Záró események
- Az építőanyagok fajtái
- Horony típusa
- Fafajok
- Méretek (szerkesztés)
- Hogyan válasszunk egy rönköt az építéshez
- Az árképzés jellemzői
Mi a lekerekített rönk

A használat jellemzői anyag:
- a készletet gyárilag rendelik meg, míg az elemek hossza a ház kialakítása szerint történik, a barázdák nagy pontossággal készülnek;
- ez a kialakítás csökkenti a munkaerő költségeit az építkezésen.
A tisztán elkészített felület arra utal a külső burkolat elutasítása más anyagokkal... A rönkházat lakkokkal, üvegfestékekkel kezelik, hogy csak a fa textúráját hangsúlyozzák.
Otthon fokozatosan 8–10% -kal csökken a kezdeti mutatóktól, így az épület teljes mértékben kihasználható 1 - 1,5 év után építkezés után. Ekkor repedések jelenhetnek meg a végein, ezért a zsugorodási időszakban nem ajánlott a ház fűtése.
Különbség az aprítotttól

Olyan anyagból nehéz tökéletes falat építeni lekerekített rönkből készült rönkházhoz képest. A hosszanti barázdákat kézzel is kivágják, ezért csak kézműveseknek szabad házat építeni apróra vágott elemekből.
Az anyagok közötti különbségek:
- a kézzel vágott csomagtartók hossza különböző átmérővel és egyenetlen felülettel rendelkezik;
- az aprított rönkökből származó építési idő megnövekszik az egyes elemek illesztésének szükségessége miatt.
Az építkezés után a külső és belső varratokat tömíteni kell, a rések eltávolítására. Mindkét anyagot antiszeptikumokkal, tűzgátlókkal kell kezelni a negatív tényezőkkel szembeni ellenállás növelése érdekében.

Alkalmazások

Egyéb felhasználások:
- A tűlevelűekből fürdők és szaunák rönkfalait emelik;
- házak mellékletei, például zárt és nyitott verandák, sétateraszok;
- egy hatalmas rönk veranda szépen néz ki;
- pavilonok és fészerek épülnek a kertben;
- háziállatok számára épülnek sétálásra szolgáló házak.




Lekerekített rönkökből erős kerítéseket építenek, eredeti bejárati csoporttal, játszótér elemeit készítik (házak, erődök, hidak, homokozó falai).



A lekerekített rönkök gyártásának jellemzői
A gyártási technológia egyszerű, de speciális felszerelést igényel egy speciális gépsor a kidőlt fatörzsek feldolgozására.
A fő termelési módszerek:
- a klasszikus mód;
- ellenőrző pont;
- helyzeti;
- rönkök ragasztása az egyes elemekből.
Mindegyik technikának vannak bizonyos előnyei és hátrányai a többiekkel szemben, a módszerek különböznek a termelékenységben és a munka minőségében.
Klasszikus módszer

Feldolgozási folyamat:
- A hordó a végek középpontjában van rögzítve, majd hengeres.
- A vágók a rönk mentén mozognak, az élek erőforrása megnövekszik a nagyoló penge terheléséből adódó feszültségkönnyítés miatt, és a hengerelés minősége nő.
- A kapott terméket polírozzuk, védőanyaggal impregnáljuk a gyulladás és a penész ellen.
A klasszikus módszer ezért munkaigényesebb a termékek drágábbak... A gondos kezelés csökkenti a méretfutások valószínűségét.
Átadási módszer

A technika jellemzői:
- olcsó, alacsony minőségű termékeket szerezzen be;
- a törzsek folyamatos etetése megengedett;
- a munkadarabok hossza nincs korlátozva, de a rönkök nem eshetnek a hengerek közötti térbe;
- nagy teljesítményű.
A berendezést éles fűrészáru, rúd, bélés, deszkák, lécek gyártására is használják. Hátránya az elég sima csomagtartókat kell kiválasztania, vagy vágjon félkész termékeket 1-2 m hosszú termékekre.
Pozíciós módszer

A módszer jellemzői:
- alacsonyabb termelékenység a folyamatos módszerhez képest;
- időt pazarol a gép újrakonfigurálása a rönkök átmérője szerint;
- a képzett piaci szereplők igénye a feldolgozás minőségének javítására.
Lehetőség van két maróeszköz használatára egyszerre annak érdekében, hogy egyszerre végezzen durva és egy befejező utat. A munkadarabok hossza a berendezés méretétől függ.
Ragasztott rönk

Gyártási szakaszok:
- rönkök vágása táblákba;
- legfeljebb 12-15% nedvességtartalomra szárítjuk;
- a lamellák nagy szilárdságú ragasztóval való összekapcsolása váltakozó szálirányokkal a következő rétegekben.
A termékeket összegyűjtik tömör deszkákból vagy hosszában összefűzve... A termékek kétféle fát váltanak a teljesítmény javítása érdekében.
A ragasztott rönköket kevesebb nedvesség különbözteti meg, a keretbe fektetés után gyakorlatilag nem repednek meg. A repedések számának csökkenését az apró részeknél jelentkező alacsonyabb belső feszültség magyarázza, egy egész masszív rönkhöz képest.
Berendezések a
A gyártósorok lehetnek teljesen automatizáltamikor a gép betáplálja és betölti a munkadarabokat. BAN BEN félautomata A változatban a gépesítést a munkacikluson belül veszik figyelembe, majd targoncák és elektromos autók segítségével kézi munkát alkalmaznak.
Géptípusok:
- esztergálás és marás (helyzeti módszer);
- áthaladó egységek;
- központosító és kinyújtó mechanizmusok;
- berendezés csészék vágásához, hornyoláshoz;
- vágó berendezések.
A rönkök lekerekítésének minősége függ az élesség mértékéről és a gép vágóelemének típusáról, amelyek forgó, szögletes, maró.
Gyártástechnológia
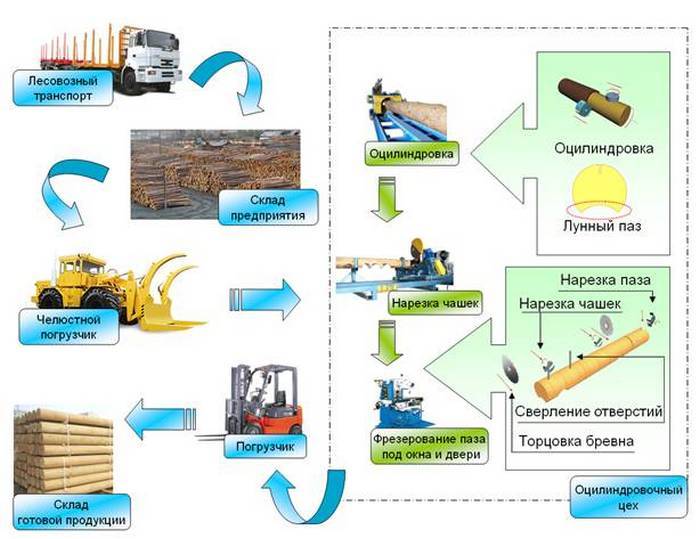
A technológia a következő szakaszokat tartalmazza:
- nyersanyagok szárítása;
- közvetlenül hengeres;
- vágás és nézés;
- impregnálás védőszerekkel;
- termékminőség-ellenőrzés, projekt szerinti jelölés, raktározás, csomagolás kiszállításhoz.
Az automatikus vonalakon előállított termékeket alacsonyabb költség jellemzi, mint a kézi munka egy részének felhasználása esetén.
Az anyag válogatása és előkészítése

A termelés magában foglalja a kivágott törzsek előzetes válogatása, metszés... A nyersanyagokat úgy választják meg, hogy kezdeti sugár a rönk tetején 20 mm-rel meghaladja hasonló a beérkezett termékek mérete... A ház építéséhez a megrendelő specifikációi szerint méretezzük, gyakrabban lucfenyőt és fenyőt használunk.
Ha a helyzeti módszert alkalmazzák, akkor a naplók rendezése és a munkadarabok átmérőjének homogenitása alapjána köteg feldolgozása a gép újrakonfigurálása nélkül, ami időt vesz igénybe.
Az automatizált válogatási vonalat egy fogazott szállítószalag reprezentálja pásztázó mérőmechanizmussal és több "zsebbel", ahol a hajtások egységes jellemzőkkel rendelkező nyersanyagokat dobnak ki.
Szárítás
A nedvesség egyenletesen csökken a külső és belső rétegekben. Erre figyelnek, mivel a külső részek több vizet engednek ki, a belső részek pedig késnek, ami repedések megjelenéséhez vezet.
A szárítás kétféle módon történik:
- természetes körülmények között, hűvös helyen, tető alatt (előtető);
- szárító rekeszekben.

A mesterséges nedvesség eltávolítás vákuum, infravörös, elektromos kamrában történik.
Hengerelés
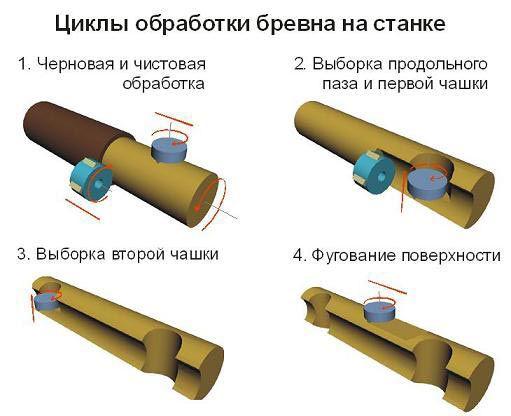
Működési eljárás:
- hengerelést végezzen szigorúan meghatározott átmérő szerint;
- a holdbarázda kialakulása után hajtsa végre a kompenzációs vágást.
A kirakodó járat tehermentesíti a farostok feszültségét, így a telepítés és a zsugorodás után új repedések nem jelennek meg a terméken. A vágás a rönk mentén egyenletes horony formájában történik, szélessége 8 - 10 mm, mélysége a szélesség ¼-ja. Tároláskor a rönköt egy horonnyal a tetején helyezzük el, így a következő elem lezárja a vágást felül és megvédi a víz behatolásától.
Vágás és szeletelés

Lekerekített rönkök hosszakra vágva... A termékek optimalizálása annak érdekében történik, hogy kiválasszák azokat a területeket, amelyeken nincsenek forgácsok, nagy repedések és kidőlő csomók. A rövid darabokat illesztéssel illesztik a kívánt hosszúságú részekre, például mini-tenon módszerrel.
A vágást kétféle módon végezzük:
- automatikus;
- manuálisan.
Az első esetben a szkenner észleli a betáplált anyag 4 oldalát, majd áthelyezi a gérvágó gépre. A sor végén a dömperek hosszában elosztják a munkadarabokat. A kézi módszerrel a munkavállaló azonosítja a hibás foltokat, és fluoreszkáló krétával jelöli. A gép elolvassa a jelet, és ezen a ponton vágást végez.
Védő vegyületekkel történő kezelés

Alkalmazza a kezelést:
- antiszeptikumok - rothadásból, penészből, gombából, poloskákból;
- tűzgátlók - a gyújtási fok csökkentése érdekében.
Hipoallergén, környezetbarát anyagokat használnak, így a ház falai nem bocsátanak ki mérgező összetevőket a környező térbe.
Záró események

A kész termékek átmennek műszaki ellenőrzés. Ennek során ellenőrizzük a méretpontosságot, figyelembe véve a tűréseket. A szakértők minden naplót megjelölnek a vég mentén jelezze helyét a tervrajzon, ahol a megfelelő jelölések is találhatók.
Tárolja a fűrészárut különböző módon halmozott:
- szoros;
- sorok;
- kötegekben;
- csomagok.
A módszertől függően különböző távtartókat használnak az egyenletesség biztosításához terheléseloszlás és szellőzés.
Szállítás a vásárlóhoz a biztonsági intézkedések betartásával és az anyag biztonsága, ehhez van egy speciális hosszú jármű.

Az építőanyagok fajtái
A faház építésének lényege a rönkház építése. Ha a végek jól illeszkednek, akkor nem lesznek hézagok, hézagok, ezért a hideg és a fújás elleni védelem fokozódik.
A rönkök végeit a következő módon lehet összekötni:
- "A tálban" és "az oblóban" (a maradékkal);
- "A fogban" és "a mancsban" (nincs maradvány).

Lekerekített fűrészáru esetében hold- és finnhoronnyal történő feldolgozást alkalmaznak.
Horony típusa
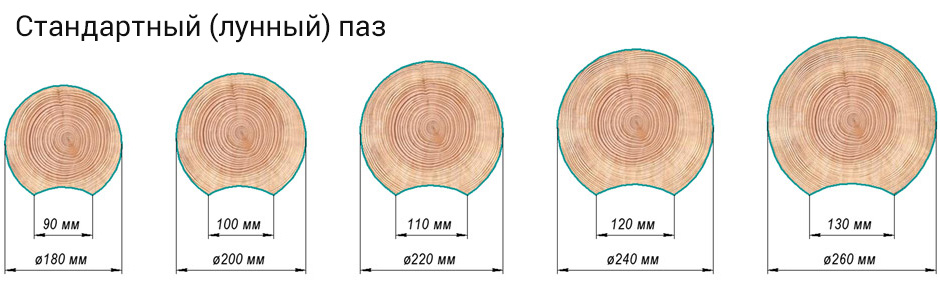
Holdbarázda a naplók szoros egymáshoz történő telepítéséhez a telepítés során. Az elemeket köteg szigetelés vagy ásványgyapot segítségével szerelik fel. Egy ilyen horony hosszanti vágásnak tűnik, amelynek szakasza félkörre hasonlít.
Rönkök méretei holdprofillal:
- A 180 mm-es rönkátmérő 95 mm-es horonyszélességet feltételez;
- 200 mm - 105 mm;
- 220 mm - 116 mm;
- 260 mm - 137 mm;
- 300 mm - 158 mm.
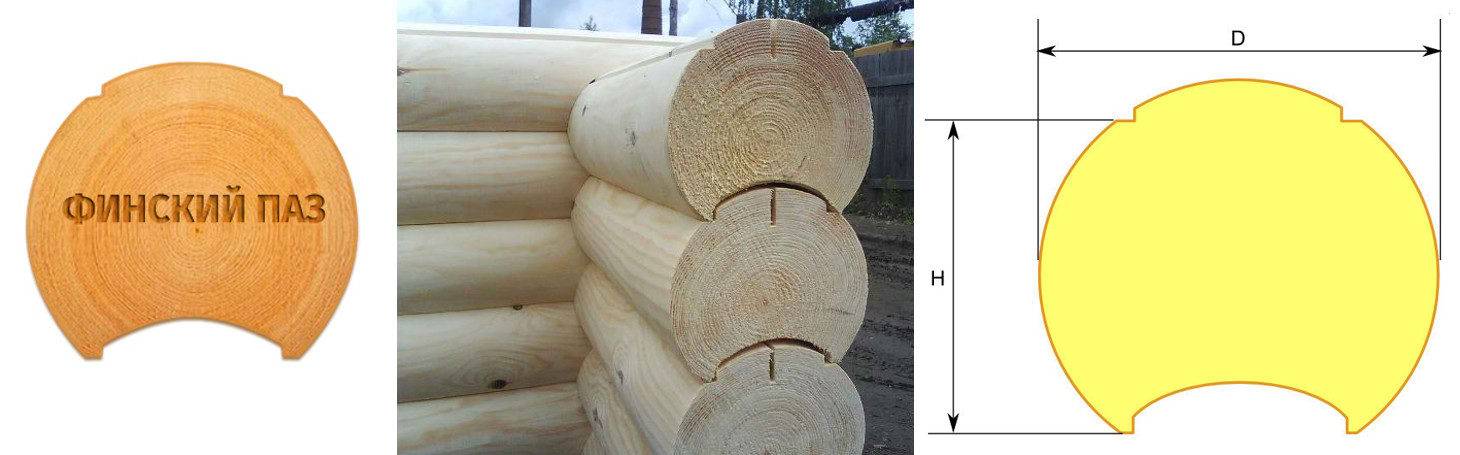
Finn barázda összetettebb formában különbözik, mivel horonnyal és gerincű szerelési sémához használják. Szakaszában hiányosságok vannak - ezek a mélyedések a dokkolóhelyek hőszigetelésének növelésére. A finn horony minimalizálja a repedéseket, és nem igényel tömítést.
Fafajok

A sziklák jellemzői hengeres rönkök esetében:
- Fenyő - keményebb, mint a luc, jobb szilárdsági tulajdonságokkal;
- lucfenyő - puha és meleg fa, könnyebben kezelhető szerszámokkal;
- vörösfenyő - természetes nedvességszigetelő, tartós fa;
- cédrus - ritkán használják a megnövekedett faköltség miatt.
A vörösfenyő kétszer olyan drága, mint a fenyő és a luc.
Méretek (szerkesztés)

A választás a felhasználás helyétől függ:
- fürdők, dachák, melléképületek - 160 - 180 mm (Oroszországtól délre);
- nyári lakóépületek, garázsok, pavilonok - 200 - 220 mm (európai rész);
- állandó lakóházak Nyugat-Szibériában - 240 - 320 mm (szigetelt tetőtérrel).
Hogyan válasszunk egy rönköt az építéshez

Előnyben vannak azok a cégek, amelyek egyszerre engedje el az anyagot és hajtsa végre az építkezést... Ők felelősek a rönkök minőségéért. Jobban a megrendelés leadása előtt tájékozódjon a nyersanyagok kitermelésének helyéről, tárolási körülményeiről és szállításáról.
Külsőleg különböztesse meg minőség alapján:
- anyag sötét sárga és sárga színben;
- nincsenek féregjáratok, gyantazsebek, mechanikai hibák;
- néhány apró csomó megengedett;
- a vágások egyenletesek, a csomagtartók nincsenek elcsavarodva;
- minden munkadarab azonos sugarú és hosszúságú.
Ha naplót fogad a szállítótól, ellenőrizze jelölés megléte a projektnek megfelelően, különben a telepítés nehéz lesz.
Az árképzés jellemzői

A fűrészáru köbméter ára függ az átmérőtől. Körülbelül: 180 - 190 mm - 7500 rubel, 220 - 230 mm - 7800 rubel, 260 mm - 8000 rubel, 300 mm - 9500 rubel, 320 mm - 11 000 rubel.
Az árak változása a tényezők alapján:
- átlós horony jelenléte;
- a csomagolás típusa (fólia, raklap, szalag);
- lyukak készítése a csapok felszereléséhez;
- marótér az ablakok és ajtók kárpitozásához;
- mélyedések marása az ablakok és ajtók kitöltéséhez;
- impregnálás védőszerekkel.
A végső költséget befolyásolja szállítási ár... Ha az építkezést a pusztai régiókban végzik, a szállítás jelentősen megnöveli az anyag költségeit.