Metalinės plytelės yra patobulinta ir patrauklesnė profiliuoto lakšto versija. Pavadinimą jis gavo todėl, kad imituoja malksnas, tačiau kartais atrodo daug estetiškiau. Medžiaga gaminama naudojant specialią technologiją ir skirtingiems tikslams.
Kur gaminamos metalinės plytelės?
Metalinės plytelės yra populiari danga, todėl ją gamina tiek didelės gamyklos, tiek mažos įmonės. Lakšto kokybė priklauso ne nuo gamybos masto, o nuo įrangos, naudojamos metalinėms plytelėms gaminti. Kaip ir daugeliu kitų atvejų, kokybė priklauso nuo visų technologinių subtilybių laikymosi.
Garsiausios Rusijos dangos bendrovės yra:
- Neva-Stal;
- „KSP“;
- Sibiro metalo centras;
- „Elektros skydas“.
Yra daugybė kitų gamyklų, esančių Maskvoje, Lipecke, Sankt Peterburge, Volgograde.
Iš užsienio gamintojų populiariausi Rusijos rinkoje yra:
- Suomijos įmonė „RUUKKI“;
- vienas didžiausių metalo gamintojų pasaulyje - koncernas „Arcelor Mittal“;
- Slovakijos kompanija U.S. Plieninė Kosice.
Mažos įmonės Lenkijoje ir Kinijoje taip pat yra populiarios.
Pirkdami metalines plyteles, turite atkreipti dėmesį į garantinį laikotarpį. Pavyzdžiui, dengiant plastizoliu, gamintojo garantija yra 50 metų.
Iš ko gaminamos metalinės plytelės

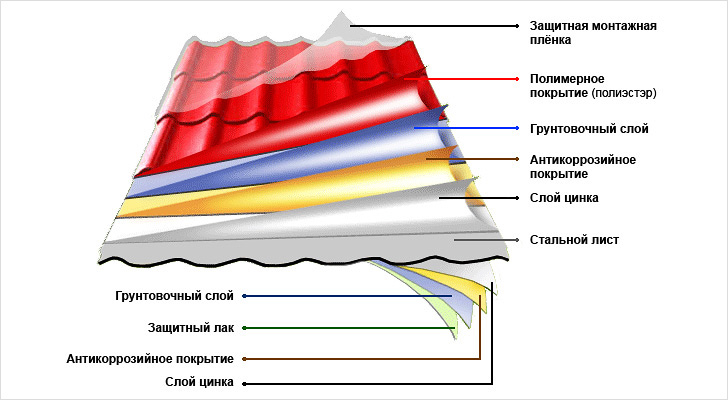
Metalinės plytelės yra sudėtinga daugiasluoksnė medžiaga. Susideda iš šių elementų.
- Pagrindas yra metalo lakštas. Dažniausiai tai yra plienas, tačiau varis ir aliuminis taip pat gali būti pagrindas. Pastarasis yra lengvesnis ir nebijo korozijos, todėl jam nereikia apsauginio cinko sluoksnio.
- Cinko sluoksnis - jis padengia lapą iš abiejų pusių. Metalas sukuria oksiduojančią plėvelę, neleidžiant deguoniui ir drėgmei pasiekti plieno pagrindą. Sluoksnio tankis svyruoja nuo 190 iki 275 g / m². Jis nustato, kur galima naudoti metalines plyteles: pietiniame regione, aukštumose, vietovėje šalia jūros.
- Pasyvus sluoksnis - sukuria tam tikrą kompensacinį buferį ir pagerina sukibimą.
- Dirvožemio sluoksnis - atlieka tą pačią užduotį, tačiau pasirinktinai dengtos dangos atžvilgiu.
- Apatinis metalinės plytelės sluoksnis yra lakas. Jis yra bespalvis ir neturi dekoratyvinio efekto. Jo užduotis yra sukurti papildomą mechaninę apsaugą.
- Viršutinis grindų sluoksnis yra dekoratyvinė danga, pagrįsta polimero kompozicija. Dažai lemia ne tik metalinės plytelės išvaizdą, bet ir atsparumą ultravioletiniams spinduliams, mechaninį įtempimą ir drėgmę.
Viršutinio dekoratyvinio sluoksnio savybės daugiausia lemia medžiagos patvarumą.
Gamybos technologija

Nepaisant gofruotojo kartono ir metalinių plytelių gamybos įrangos tipo, gamybos procesas apima 3 pagrindinius etapus:
- profilio valcavimas ir reljefo paviršiaus gavimas;
- štampavimas - profilio formavimas: kaskados, monterrey, supermonterrey;
- supjaustyti reikiamo dydžio lakštais.
Kiekviename etape būtina stebėti teisingą techninių operacijų vykdymą ir patikrinti ruošinio atitiktį. Riedėjimo metu svarbu atidžiai sekti veiksmų seką. Štampuodami turite stebėti ruošinio atitiktį nurodytam profiliui.
Technologija apima šias operacijas.
- Tam tikro storio - nuo 0,4 iki 12 mm - metalo ritinys tiekiamas į išvyniojimo liniją ir tvirtinamas skyriuje.
- Linija atnešama į projektavimo malūną, kur antspauduojamas profilis. Yra daugybė keteros ir bangos formos santykių.
- Juosta paduodama į žirkles, kur internetas automatiškai supjaustomas reikiamo dydžio lapais.
- Ruošinys perkeliamas į cinkavimą. Kai kuriais atvejais ši operacija atliekama prieš valcavimą.
- Metalinė plytelė yra padengta apsauginiais sluoksniais: pirmiausia pasyvuojančiu sluoksniu, paskui gruntu, o pabaigoje - polimerinės spalvos kompozicijos sluoksniu.
Bendra schema išsaugoma gaminant bet kokio tipo metalines plyteles. Medžiagos savybės lemia profilio savybes, cinko sluoksnio storį, dažų sudėtį.
Dangų rūšys
- Poliesteris - matinis arba lygus. Danga naudojama 75% laiko. Sluoksnio storis 25 mikronai. Poliesteris yra atsparus nusidėvėjimui, suteikia vidutinę UV apsaugą. Tai yra, vietose, kur yra agresyvi saulė, danga išdega. Skirta 5-10 metų eksploatacijai. Matinis poliesterio sluoksnis yra storesnis - iki 35 mikronų. Ši danga trunka iki 15 metų.
- Poliuretanas - pural. Jis naudojamas sluoksniu iki 50 mikronų. Jis yra labai patvarus, atlaiko temperatūrą nuo -60 iki +100 C. Esant aukštai drėgmei, netrūkinėja ir neblunka po saule. Tinkamumo laikas yra ne mažesnis kaip 30 metų. Tokios metalinės plytelės yra daug brangesnės.
- „Purex“ yra dekoratyvinė plėvelė, pasižyminti labai dideliu plastiškumu ir stiprumu. RUUKKI žinios. Gamintojas garantuoja 50 metų garantiją.
- Plastizolis yra polivinilchlorido pagrindu pagamintas polimeras. Ne per daug atsparus šalčiui - atlaiko tik 10 ° C, tačiau gerai pakenčia šilumą. Plastizolio sluoksnis siekia 200 mikronų. Tai ne tik užtikrina ilgaamžiškumą ir atsparumą įbrėžimams, bet ir sukuria neįprastus dekoratyvinius efektus. Plastikolio sluoksnis yra įspaustas, kad paviršius būtų reljefinis. Tarnavimo laikas yra 60–70 metų.
- PDVF yra naujas variantas, labai atsparus ultravioletinei spinduliuotei. Nors danga dengiama plonu sluoksniu - 27 mikronais, to pakanka metalinės plytelės ilgaamžiškumui užtikrinti.
Dangos tinkamumo laikas priklauso nuo eksploatavimo sąlygų.
Įranga metalinėms plytelėms gaminti

Įranga metalinėms plytelėms gaminti apima kelis skirtingus priedus skirtingoms užduotims atlikti.
- Ritinėlių atsuktuvas yra varomas, konsolinis įtaisas, skirtas montuoti ir išvynioti plonų lakštų gaminius. Tai gali būti atskira struktūra, tačiau dažniau ji yra technologinės linijos dalis. Produktas parenkamas atsižvelgiant į jo keliamąją galią, išvyniojimo greitį, galią ir leistiną juostos plotį.
- Pagrindinė metalinių stogo dangų mašina yra ritinių formavimas. Lenkimo procese jis daro gniuždymo ir tempimo poveikį metalo lakštui. Dėl to lapas įgauna tam tikrą konfigūraciją. Lenkimas galimas bet kokiu kampu. Tuo pačiu metu lakštas išlieka monolitinis ir nepraranda jėgų. Valcavimo staklės yra automatizuotos, o tai sumažina klaidų ir gedimų riziką. Pasirinkimo parametrai: valcavimo greitis, galia, didžiausias leistinas lakšto storis ir plotis.
- Presavimo mašina - hidraulinė. Jame yra presas, kuriame suformuojami laipteliai, antspaudas ir hidraulinės stotys - prietaisai, tiekiantys alyvą į hidraulinius cilindrus. Plokštė, palikdama ritininį formavimo malūną, turi banguotą formą. Presavimo mašinoje banguotas reljefas yra suglamžytas, žengiant žingsnius. Įrenginys parenkamas atsižvelgiant į galią, slėgio lygį, galimą profilio plotį.
- Metalo pjovimas žirklėmis - ant mašinos įspaudžiami lakštai tiekiami į giljotinos žirkles. Hidrauliškai arba mechaniškai valdomas įtaisas pjausto ruošinius į lakštus. Vertinimo parametrai: peilio smūgis, leistinas lakšto storis ir plotis, peilio smūgių skaičius per minutę. Šis rodiklis nustato įrenginio efektyvumą.
- Lapų imtuvas - po pjovimo lakštai perkeliami į lapų imtuvą. Paprasti modeliai gali užimti tik 1 lapą, patobulinti - keli.
- Padėklas gataviems lakštams - iš imtuvo lakštai perkeliami į padėklą. Čia jie sukraunami ir kraunamuoju kranu perkeliami į sandėlį.
Automatinė valdymo sistema (ACS)
Daugumą įrangos - metalinių plytelių, presavimo, žirklių-giljotinos gamybos mašiną galima automatizuoti. Atrodo, kad patogiausia neužprogramuoti kiekvienos mašinos atskirai, o įtraukti ją į vieną sistemą ir duoti komandas visiems linijos vienetams vienu metu. Tai atlieka automatinio valdymo sistema.
Pagrindiniai ACS pasirinkimo kriterijai yra klaidos dydis. Kuo jis mažesnis, tuo tikslesnis matavimas ir pjovimas, o tai sumažina išlaidas.
Išbaigtos gamybos linijos

Metalinių plytelių gamybai galite įsigyti paruoštą liniją, kurioje yra visi būtini elementai. Priklausomai nuo konfigūracijos ir našumo, linijos skirstomos į 3 klases.
Pagrindinį sudaro valcavimo staklės, žirklės-giljotina, presavimo mašina, hidraulinė sistema ir automatinė valdymo sistema. Ši parinktis tinka pradedantiesiems ir mažoms gamyboms.
Standartinis - paketas atitinka mažo ar vidutinio verslo poreikius. Be išvardytos įrangos, tai apima ryšulių atvyniojimą, padėklus ir kitus priedus. Riedėjimo greitis iki 7-8 metrų per minutę.
„Premium“ taip pat apima durų pritraukėją ir servo servisus. Linijos produktyvumas yra didesnis - iki 10 metrų per minutę.