Baļķi tiek apstrādāti uz frēzēšanas mašīnām, lai iegūtu īpašu profilu un iegūtu tādu pašu diametru visā garumā. Izstrādājumā tiek izgrieztas rievas, kas atvieglo uzstādīšanu un savienojumu fiksēšanu. Noapaļots baļķis tiek izgatavots ar lielu precizitāti, tāpēc, montējot guļbūvi, praktiski nav atstarpju. Materiāls pieder pie lētu produktu kategorijas, kas nav papildus jāsagatavo uzstādīšanai būvlaukumā.
- Kas ir noapaļots baļķis
- Atšķirība no sasmalcinātas
- Pieteikumi
- Noapaļoto baļķu ražošanas īpatnības
- Klasiskā metode
- Caurlaidības metode
- Pozicionālā metode
- Līmēts baļķis
- Iekārtas ražošanai
- Ražošanas tehnoloģija
- Materiāla šķirošana un sagatavošana
- Žāvēšana
- Balonēšana
- Apgriešana un sagriešana
- Ārstēšana ar aizsargājošiem savienojumiem
- Noslēguma pasākumi
- Būvmateriālu šķirnes
- Rievu tips
- Koka sugas
- Kategorijas (rediģēt)
- Kā izvēlēties apaļkoku būvniecībai
- Cenu iezīmes
Kas ir noapaļots baļķis

Lietošanas iezīmes materiāls:
- komplekts tiek pasūtīts rūpnīcā, kamēr elementiem ir garums atbilstoši mājas projektam, rievas tiek izgatavotas ar lielu precizitāti;
- šī konstrukcija samazina darbaspēka izmaksas būvlaukumā.
Tīri pabeigta virsma liek domāt ārējā apšuvuma noraidīšana ar citiem materiāliem... Guļbūve tiek apstrādāta ar lakām, stiklojuma krāsām, lai tikai uzsvērtu koka faktūru.
Mājās pamazām sarukt par 8 - 10% no sākotnējiem rādītājiem, tāpēc ēku var pilnībā izmantot pēc 1 - 1,5 gadiem pēc būvniecības. Šajā laikā galos var parādīties plaisas, tāpēc saraušanās laikā māju nav ieteicams sildīt.
Atšķirība no sasmalcinātas

No šāda materiāla ir grūti uzcelt perfektu sienu salīdzinājumā ar guļbūvi, kas izgatavota no noapaļotiem baļķiem. Gareniskās rievas tiek izgrieztas arī manuāli, tāpēc tikai amatniekiem ir atļauts būvēt māju no sasmalcinātiem elementiem.
Atšķirības starp materiāliem:
- ar rokām sagrieztiem stumbriem garumā ir atšķirīgs diametrs un nevienmērīga virsma;
- būvniecības laiks no sasmalcinātiem baļķiem palielinās, jo ir nepieciešams ievietot katru elementu.
Pēc būvniecības šuves ārpusē un iekšpusē ir jānostiprina, lai novērstu atstarpes. Lai palielinātu izturību pret negatīviem faktoriem, abiem materiāliem nepieciešama apstrāde ar antiseptiķiem, antipirēniem.

Pieteikumi

Citi lietojumi:
- no skujkokiem tiek uzceltas vannu un saunu baļķu sienas;
- mājokļu pielikumi, piemēram, slēgtas un atvērtas verandas, pastaigu terases;
- masīva baļķu lievenis izskatās skaisti;
- dārzā ir uzceltas lapenes un nojumes;
- mājdzīvniekiem tiek būvēti iežogojumi pastaigām.




No noapaļotiem baļķiem viņi būvē stingrus žogus ar oriģinālu ieejas grupu, izgatavo rotaļu laukuma elementus (mājas, cietokšņus, tiltus, smilšu kastes sienas).



Noapaļoto baļķu ražošanas īpatnības
Ražošanas tehnoloģija ir vienkārša, taču tai ir nepieciešams īpašs aprīkojums formā īpaša mašīnu līnija kritušo koku stumbru apstrādei.
Galvenais ražošanas metodes:
- klasiskais veids;
- kontrolpunkts;
- pozicionāls;
- apaļkoku līmēšana no atsevišķiem elementiem.
Katrai tehnikai ir noteiktas priekšrocības un trūkumi salīdzinājumā ar citām, metodes atšķiras pēc produktivitātes, darba kvalitātes.
Klasiskā metode

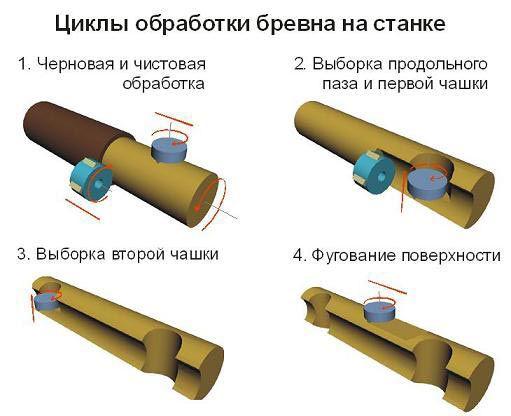
Apstrādes process:
- Muca ir piestiprināta centros galos, tad tā ir cilindriska.
- Griezēji pārvietojas pa apaļkoku, malu resurss palielinās, pateicoties stresa mazināšanai no apdares asmens, pateicoties rupjošā asmens slodzei, un cilindrēšanas kvalitāte palielinās.
- Iegūtais produkts ir pulēts, piesūcināts ar aizsargājošu savienojumu pret iekaisumu un pelējumu.
Tāpēc klasiskā metode ir darbietilpīgāka produkti ir dārgāki... Rūpīga rīcība samazina izmēra skrējienu iespējamību.
Caurlaidības metode

Tehnikas iezīmes:
- iegūt lētus, zemas kvalitātes produktus;
- ir atļauta nepārtraukta stumbru barošana;
- sagatavju garums nav ierobežots, bet apaļkokiem nevajadzētu iekrist telpā starp veltņiem;
- augsta veiktspēja.
Iekārtas izmanto arī apmales zāģmateriālu, stieņu, oderes, dēļu, līstes ražošanai. Trūkums ir tāds jums jāizvēlas diezgan gludi bagāžniekivai sagrieziet pusfabrikātus izstrādājumos 1 - 2 m garumā.
Pozicionālā metode

Metodes iezīmes:
- zemāka produktivitāte salīdzinājumā ar nepārtraukto metodi;
- laiks tiek tērēts mašīnas pārkonfigurēšanai atbilstoši apaļkoku diametram;
- nepieciešamība kvalificētiem operatoriem uzlabot apstrādes kvalitāti.
Ir iespējams izmantot divas frēzēšanas ierīces vienlaikus, lai vienlaicīgi veiktu aptuvenu un finiša piespēli. Sagataves garums ir atkarīgs no aprīkojuma lieluma.
Līmēts baļķis

Ražošanas posmi:
- baļķu sagriešana dēļos;
- žāvēšana līdz mitruma saturam ne vairāk kā 12 - 15%;
- lamelu savienošana ar augstas stiprības līmi ar mainīgiem šķiedru virzieniem nākamajos slāņos.
Produkti tiek vākti no cietiem dēļiem vai savienoti gar garumu... Lai uzlabotu veiktspēju, izstrādājumos pārmaiņus izmanto divus koka veidus.
Līmētie baļķi atšķiras ar mazāk mitruma, tie praktiski neplīst pēc ielikšanas rāmī. Plaisu skaita samazināšanos izskaidro mazāks iekšējais spriegums mazās daļās, salīdzinot ar veselu masīvu baļķi.
Iekārtas ražošanai
Ražošanas līnijas var būt pilnībā automatizētakad mašīna padod un ielādē sagataves. IN pusautomātisks Variantā mehanizācija tiek uzskatīta par darba ciklu, pēc tam ar iekrāvēju un elektromobiļu palīdzību tiek izmantots roku darbs.
Mašīnu veidi:
- virpošana un frēzēšana (pozicionēšanas metode);
- caurlaidības vienības;
- centrēšanas un izspiešanas mehānismi;
- aprīkojums kausu griešanai, gropēšanai;
- apgriešanas iekārtas.
Ir atkarīga apaļkoku noapaļošanas kvalitāte par mašīnas asināšanas pakāpi un griešanas elementa tipu, kas ir rotācijas, leņķa, frēzēšanas.
Ražošanas tehnoloģija
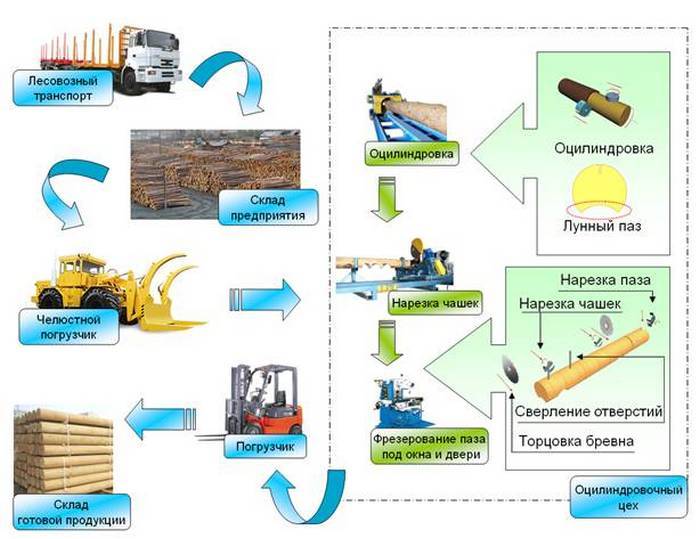
Tehnoloģija ietver posmus:
- izejvielu žāvēšana;
- tieši cilindrisks;
- griešana un apdare;
- impregnēšana ar aizsarglīdzekļiem;
- produkta kvalitātes kontrole, marķēšana atbilstoši projektam, noliktava, iesaiņošana nosūtīšanai.
Automātiskajās līnijās iegūtie produkti atšķiras ar zemākām izmaksām nekā tad, ja tiek izmantots roku darbs.
Materiāla šķirošana un sagatavošana

Ražošana ietver iepriekšēja nocirsto stumbru šķirošana, atzarošana... Izejvielas tiek izvēlētas tā, lai sākotnējais rādiuss žurnāla augšdaļā pārsniegts par 20 mm līdzīgi saņemto produktu lielums... Izmēri tiek ņemti atbilstoši klienta specifikācijām mājas celtniecībai, biežāk tiek izmantota egle un priede.
Ja tiek izmantota pozicionēšanas metode, žurnāli tiek sakārtoti un pēc sagatavju viendabīguma diametra izteiksmēlai apstrādātu partiju, nekonfigurējot iekārtu, tas prasīs laiku.
Automātisko šķirošanas līniju attēlo zobains konveijers ar skenēšanas mērīšanas mehānismu un vairākām "kabatām", kur piedziņas izliek izejvielas ar vienādām īpašībām.
Žāvēšana
Mitrums vienmērīgi samazinās ārējos un iekšējos slāņos. Tam pievērš uzmanību, jo ārējās daļas izdala vairāk ūdens, un iekšējās aizkavējas, kas noved pie plaisu parādīšanās.
Žāvēšana notiek divos veidos:
- dabiskos apstākļos vēsā vietā zem jumta (nojume);
- žāvēšanas nodalījumos.

Mākslīgā mitruma noņemšana notiek vakuuma, infrasarkanajā, elektriskajā kamerā.
Balonēšana
Darbības procedūra:
- izgatavo cilindru izgatavošanu atbilstoši stingri noteiktam diametram;
- pēc Mēness rievas izveidošanās veiciet kompensācijas griešanu.
Izkraušanas eja atbrīvo koksnes šķiedru spriedzi zem slodzes, lai pēc uzstādīšanas un saraušanās uz izstrādājuma nerastos jaunas plaisas. Izgriezums tiek veikts gar baļķi vienmērīgas rievas veidā, kura platums ir 8 - 10 mm, tā dziļums ir ¼ no platuma. Glabājot, baļķis tiek novietots ar rievu uz augšu tā, lai nākamais elements aizvērtu griezumu augšpusē un pasargātu to no ūdens iekļūšanas.
Apgriešana un sagriešana

Noapaļoti baļķi sagriež garumos... Produktu optimizācija notiek, lai atlasītu laukumus bez šķembām, lielām plaisām un izkritušiem mezgliem. Īsi gabali tiek savienoti vēlamā garuma daļās, savienojot, piemēram, izmantojot mini-tenon metodi.
Apgriešana tiek veikta divos veidos:
- automātiska;
- manuāli.
Pirmajā gadījumā skeneris nosaka 4 padotā materiāla malas, pēc tam pārvieto to uz leņķa mašīnu. Līnijas beigās pašizgāzēji izklāj sagataves gar garumu. Ar manuālo metodi strādnieks identificē defektus un marķē ar fluorescējošu krītu. Mašīna nolasa atzīmi un šajā brīdī veic griezumu.
Ārstēšana ar aizsargājošiem savienojumiem

Pielietojiet ārstēšanu ar:
- antiseptiķi - no puves, pelējuma, sēnītes, kļūdām;
- antipirēni - lai samazinātu aizdegšanās pakāpi.
Viņi izmanto hipoalerģiskas, videi draudzīgas vielas, lai mājas sienas neradītu toksiskas sastāvdaļas apkārtējā telpā.
Noslēguma pasākumi

Gatavie produkti iet tehniskā kontrole. Šajā procesā tiek pārbaudīta izmēru precizitāte, ņemot vērā pielaides. Eksperti atzīmē katru žurnālu gar galu, lai norādītu savu vietu dizaina zīmējumā, kur atrodas arī atbilstošās zīmes.
Veikala zāģmateriāli sakrauti dažādos veidos:
- saspringts;
- rindas;
- saišķos;
- iepakojumiem.
Atkarībā no metodes, lai nodrošinātu vienveidību, tiek izmantoti dažādi starplikas slodzes sadalījums un ventilācija.
Transports pie klienta, ievērojot drošības pasākumus un materiāla drošība, šim nolūkam ir īpašs garš transportlīdzeklis.

Būvmateriālu šķirnes
Koka mājas celtniecības būtība ir guļbūves celtniecība. Ja gali labi iederas, nebūs atstarpju, spraugu, tāpēc palielinās aizsardzība pret aukstumu un pūšanu.
Baļķu galus savieno šādi:
- "Bļodā" un "oblo" (ar atlikušo daļu);
- "Zobā" un "ķepā" (bez atlikumiem).

Noapaļotajā zāģmateriālā tiek izmantota apstrāde ar mēness un somu rievu.
Rievu tips
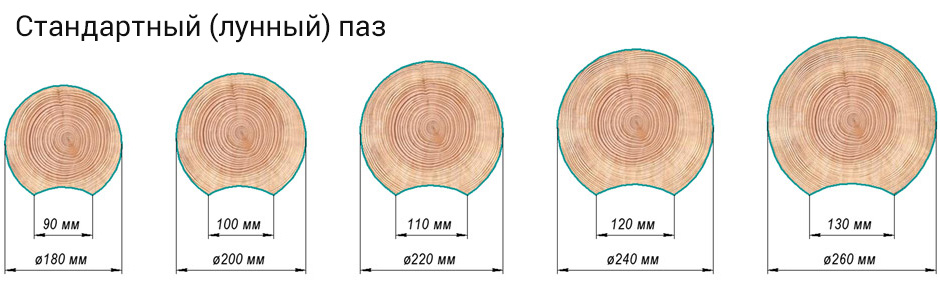
Mēness rieva izmanto, lai instalēšanas laikā cieši uzstādītu apaļkokus. Elementi tiek montēti, izmantojot saišķa izolāciju vai minerālvilnu. Šāda rieva izskatās kā gareniska griezums, kura sekcija atgādina pusloku.
Baļķu izmēri ar Mēness profilu:
- Baļķa diametrs 180 mm pieņem, ka rievas platums ir 95 mm;
- Attiecīgi 200 mm - 105 mm;
- 220 mm - 116 mm;
- 260 mm - 137 mm;
- 300 mm - 158 mm.
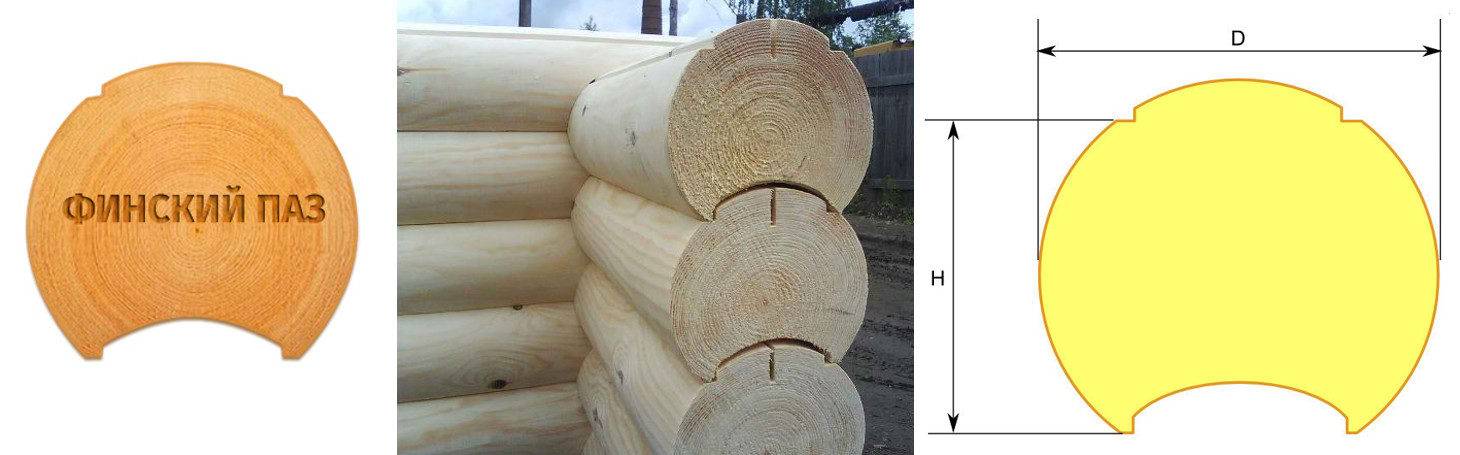
Somu rieva atšķiras ar sarežģītāku formu, jo to izmanto montāžas shēmai ar rievu un grēdu. Tās sadaļā ir nepilnības - tie ir padziļinājumi, lai palielinātu doku vietu siltumizolāciju. Somijas rieva samazina plaisas un neprasa blīvēšanu.
Koka sugas

Akmeņu raksturojums cilindriskiem baļķiem:
- Priede - cietāka par egli, ar labākām stiprības īpašībām;
- egle - mīksts un silts koks, vieglāk apstrādājams ar instrumentiem;
- lapegle - koksne ar dabīgām mitrumu izolējošām īpašībām, izturīga;
- ciedrs - reti tiek izmantots koksnes sadārdzināšanās dēļ.
Lapegle ir divreiz dārgāka nekā priede un egle.
Kategorijas (rediģēt)

Izvēle ir atkarīga no lietošanas vietas:
- vannas, dahas, saimniecības ēkas - 160 - 180 mm (uz dienvidiem no Krievijas);
- vasaras dzīvojamās ēkas, garāžas, lapenes - 200 - 220 mm (Eiropas daļa);
- pastāvīgās dzīvesvietas mājas Rietumsibīrijā - 240 - 320 mm (ar siltinātu bēniņu).
Kā izvēlēties apaļkoku būvniecībai

Priekšroka tiek dota firmām, kuras vienlaikus atbrīvojiet materiālu un veiciet būvniecību... Viņi ir atbildīgi par apaļkoku kvalitāti. Labāk pirms pasūtījuma veikšanas uzzināt par izejvielu ieguves vietu, uzglabāšanas apstākļiem un piegādi.
Ārēji atšķirt kvalitāte, pamatojoties uz:
- materiāls tumši dzeltenā un dzeltenā krāsā;
- nav tārpu caurumu, sveķu kabatu, mehānisku defektu;
- ir pieļaujami daži mazi mezgli;
- griezumi ir vienmērīgi, stumbri nav savīti;
- visi sagataves ir vienāda rādiusa un garuma.
Pieņemot žurnālus no piegādātāja, pārbaudiet marķējuma klātbūtne saskaņā ar projektu, pretējā gadījumā uzstādīšana būs sarežģīta.
Cenu iezīmes

Kokmateriālu cena par kubikmetru ir atkarīga no diametra. Aptuveni: 180 - 190 mm - 7500 rubļi, 220 - 230 mm - 7800 rubļi, 260 mm - 8000 rubļi, 300 mm - 9500 rubļi, 320 mm - 11 000 rubļi.
Cenu izmaiņas, pamatojoties uz faktoriem:
- diagonālās rievas klātbūtne;
- iepakojuma veids (plēve, palete, lente);
- caurumu izgatavošana tapu uzstādīšanai;
- frēzēšanas vieta logu un durvju apdarei;
- padziļinājumu frēzēšana logu un durvju pildījumu uzstādīšanai;
- impregnēšana ar aizsarglīdzekļiem.
Galīgās izmaksas ietekmē piegādes cena... Ja būvniecība tiek veikta stepju reģionos, piegāde ievērojami palielinās materiāla izmaksas.