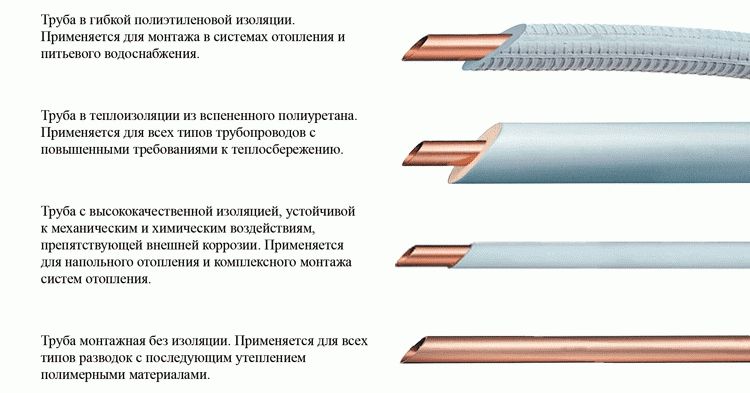
Papildus tērauda, čuguna un plastmasas caurulēm vara tiek izmantota ūdens apgādes sistēmās. Šim metālam ir vairākas atšķirīgas priekšrocības, taču tas atšķiras pēc izmaksām. No vara caurulēm ir iespējams izgatavot santehniku, kā arī uzstādīt krānus un citus veidgabalus no vara, ja remontdarbu budžetā nav ierobežojumu.
Metāla specifikācijas

Varš ir pats pirmais metāls, kuru apguvuši senie cilvēki. Viņi izgatavoja no tā traukus un ieročus. Šis materiāls ir mīksts pēc konsistences, tam piemīt antibakteriālas īpašības, tāpēc ūdens dzeršana no vara traukiem tiek uzskatīta par drošu. Saskaroties ar varu, vīrusi, baktērijas un sēnītes tiek nogalināti. Vairogdziedzera stimulēšanai ir noderīgi valkāt vara aproci. Saskaņā ar ajūrvēdas recepti ūdeni ieteicams atstāt uz nakti vara traukā un dzert no rīta.
Santehnikas sistēmās varš salīdzina ar konkurentiem - tēraudu un plastmasu. Tas iztur termiskās svārstības līdz 250 grādiem, sasaldējot nemaina tā īpašības - aukstumā tas kļūst plastisks un izturīgs.
Instalējot plastmasas cauruļvadu, jums precīzi jāzina, kāds spiediens sistēmā ir paredzēts. Ja plastmasa var izturēt aptuveni 100 bāru, tad vara caurule ir 500 bāri. Tas dod iespēju uzstādīt papildu aprīkojumu, piemēram, sūkņus spiediena palielināšanai divstāvu un trīsstāvu privātmājās.
Visbiežāk vara caurules ražo ar cinka piemaisījumu. Vara un cinka sakausējumu sauc par misiņu. Papildus cinkam tajā ir vēl 5 elementi. Saskaņā ar GOST ir atļauts izgatavot caurules ūdens apgādei no tīra vara un misiņa.
Piemaisījumu dēļ izstrādājumi kalpo ilgāk nekā plastmasas - līdz 80 gadiem piedevas ļauj ierobežot korozijas procesus, ietekmēt izturību. Ja vara caurulē rodas plaisa, tā nepārsniedz visu garumu, tāpēc noplūdes ir vieglāk un ātrāk novērst.
Vara svars ir 8920 kg / m3, kas padara to par vissmagāko metālu. Salīdzinājumam - tērauds sver 7800 kg / m3, polimēri 900 kg / m3.
Vara var izmantot, lai izveidotu plānākās caurules ar mazāko starpību starp ārējām un iekšējām sienām. Ir divu veidu vara cauruļu ražošana:
- ar atlaidināšanu;
- bez atlaidināšanas.
Rezultāts ir cietas, puscietas un mīkstas metāla šķirnes. Vara cauruļu uzstādīšana ūdens apgādei ir atkarīga arī no tā, kā produkts tika ražots.
Caurules ražo, velmējot un presējot. Velmēšanas metode ietver uzmavas uzliesmošanu, izmantojot aukstas bezšuvju metodi. Presēšana ir vara loksnes metināšana inertas gāzes atmosfērā, kam seko kalibrēšana.
Vara cauruļu veidi
Vara cauruļu sortimentā ir aptuveni 130 priekšmetu veidi, kas atšķiras pēc formas, ražošanas metodes, iekšējā un ārējā diametra. Izmēri ir collās un milimetros.
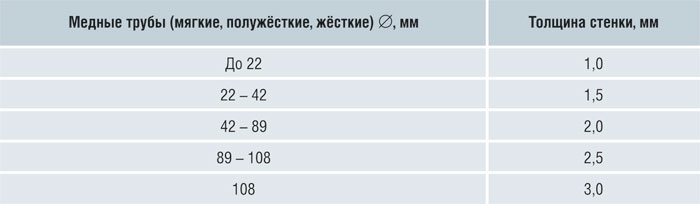
Izmēri ir atkarīgi no ražošanas metodes. Apaļu izstrādājumu diametrs ir no 3 līdz 350 mm. Sienu biezums var svārstīties no 0,8 līdz 10 mm.
Metinātie izstrādājumi ir mazāki - no 30 līdz 280 mm. Sienu biezums metinātās un taisnstūrveida caurulēs var būt lielāks - no 5 līdz 30 mm.
Pārdošanā ir vara sekcijas ar diametru līdz 18 mm un garumu līdz 10 m. Lielāks diametrs tiek pārdots sekcijās no 1,5 līdz 6 m.
Importēto produktu izmēri var atšķirties. Iepriekš minētie izmēri ir raksturīgi vietējiem produktiem.
Vara santehnikas priekšrocības un trūkumi
- Savienojumu daudzpusība. Jūs varat ietaupīt uz veidgabaliem un uzmavām, jo metināšana nodrošina drošu savienojumu - spiediena pārbaudes laikā cauruļu korpuss gandrīz vienmēr neizturēja, bet savienojumi palika neskarti.
- Vara līnija nepasliktinās zemā temperatūrā. Vara cauruļu sildīšanas sekas ir daudz mazāk katastrofālas nekā ar tērauda vai plastmasas ūdens piegādi.
- Varu neiznīcina hlors, kas vienmēr atrodas krāna ūdenī. Gluži pretēji, hlors uz iekšējās sienas veido aizsargkārtu, kas pagarina izstrādājumu kalpošanas laiku.
- Ultravioletā starojuma ietekmē uz vara virsmas nenotiek redzamas izmaiņas, atšķirībā no plastmasas, kurai jābūt izolētai.
- Mikroorganismu un patogēno baktēriju kolonijas neiesakņojas uz iekšējām sienām.
- Vara cauruļu iekšējās virsmas raupjuma pakāpe ir zemāka nekā tērauda vai plastmasas izstrādājumiem, tāpēc organiskām vielām nav laika nokārtoties - plaisa nesamazinās ilgā kalpošanas laikā.
- Jūs varat iegādāties vara izstrādājumus no jebkura ražotāja - kvalitāte būs tāda pati. Piemēram, plastmasas izstrādājumu vidū ir daudz viltojumu, kuru rezultātā pēc pāris gadiem ir jāmaina.
- Vara caurulēm ir lielāka izturība pret koroziju, tāpēc ražošanai tiek izmantots mazāk materiālu. Tērauda konstrukcijas ir spiestas nodrošināt lielu sienu biezumu ar cerību, ka rūsas pakāpi iznīcinās materiālu.
- Vara līnijās savienojumi nav jāapkalpo, jo tie ir uzticamāki nekā pašas caurules. Nemetinātās tērauda konstrukcijās armatūra ir galvenā problēma.
Vara santehnikas trūkumi:
- Izmaksas ir augstākas.
- Nevar uzstādīt sistēmās, kur ūdens plūsmas ātrums ir lielāks par 2 m / s.
- Ūdenī nedrīkst būt smilšu un citu cietu daļiņu, jo tās noberzē sienas iekšējo slāni. Ja tas ir pārāk plāns, tas var izraisīt eroziju.
- Vairāk uzstādīšanas prasību, lai nesamazinātu garantijas laiku.
Svinu nedrīkst izmantot kā lodmetālu dzeramā ūdens sistēmās, jo tas izraisa ķermeņa saindēšanos un nopietnas sekas.
Vara santehnikas plusi un mīnusi ir atkarīgi arī no tā, cik labi tiek veikta uzstādīšana.
Uzstādīšanas un pieslēgšanas metodes
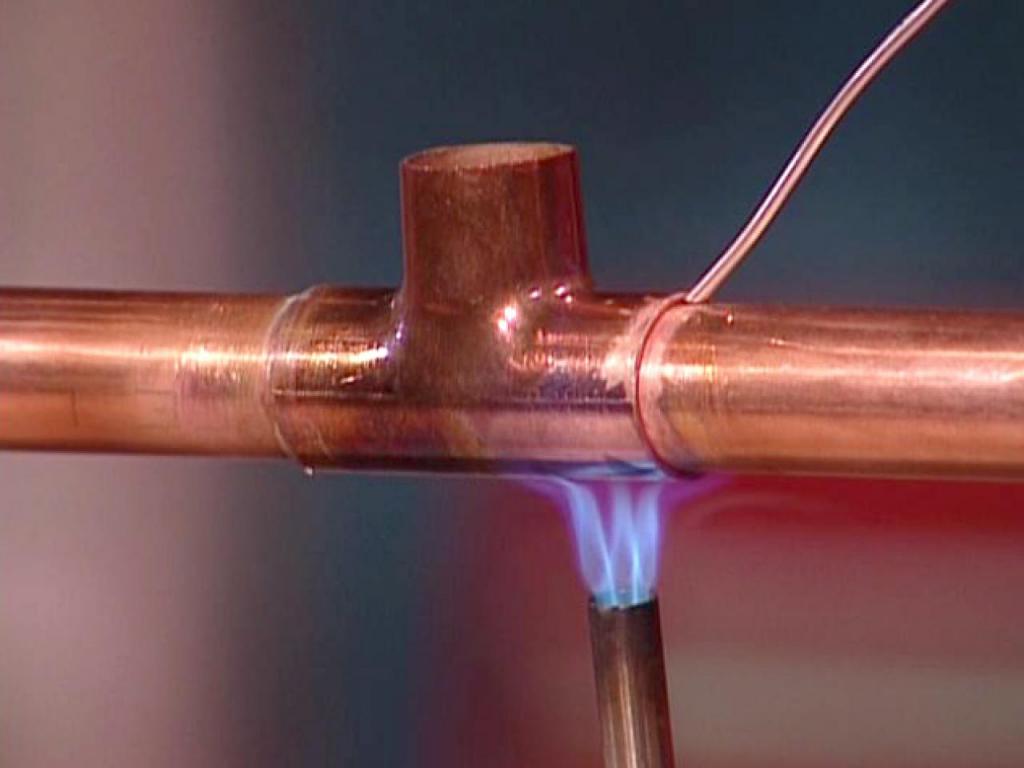
Visizplatītākā metode ir lodēšana. Lai to izdarītu, ir nepieciešams sildīt cauruli līdz lodēšanas kušanas temperatūrai. Vara caurules ūdens padevei var lodēt tikai pieredzējuši metinātāji, kuri bieži strādā ar spiediena sistēmām un ar sarežģītām komunikācijām privātās un daudzdzīvokļu mājās.
Process tiek veikts šādi:
- Caurules un veidgabala krustojumu notīra no oksīda plēves.
- Gāzes deglis sasilda lodmetālu un, kūstot, pamazām aptin produktu.
- Lai lodēšana plūst starp cauruli un armatūru, vieta tiek uzkarsēta vēl dažas sekundes.
Sistēmas, kas savienotas ar metināšanu, spēj izturēt spiedienu līdz 500 bāriem, ja tas tiek pareizi izpildīts, nav iespējamas cauruļvada noplūdes un spiediena samazināšana.
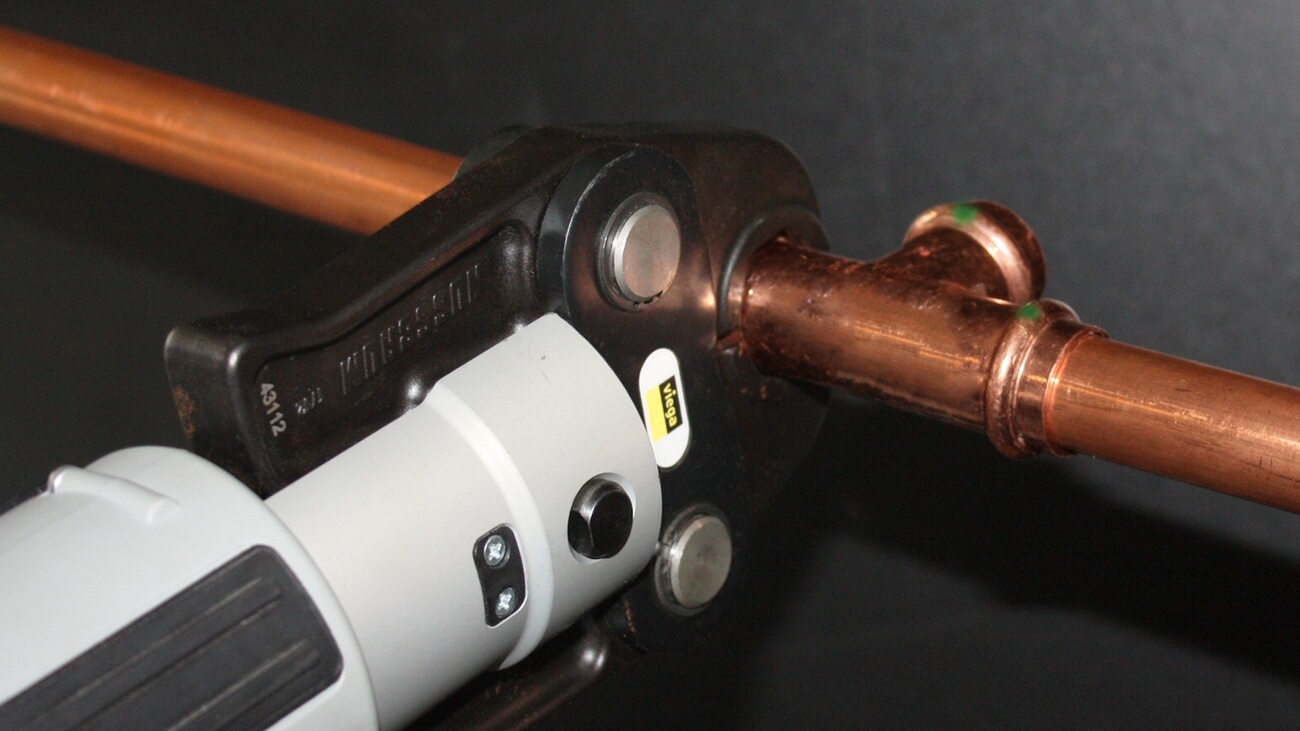
Presēšanas metode nav ļoti saspringta un uzticama, labāk to izmantot sistēmās ar zemu spiedienu. Apakšējā līnija ir sistēmas montāža, un pēc tam tiek izmantots īpašs instruments, lai nospiestu armatūru galvenajai caurulei. Iespiešana ar blīvēšanas lenti un uzgriezni ir iespējama. Lai kontrolētu, uz detaļām ir jāizdara atzīmes, lai tās gofrēšanas laikā neizkustētos. Pirms savienojuma ar armatūru ir svarīgi labi sasmalcināt cauruļu galus.
Presēšanas metodes priekšrocība ir tā, ka pat iesācējs to var pielietot praksē. Lodēšanas metināšana ir daudz sarežģītāka darbība, kurai nepieciešama prasme un acis.