Santehnikas uzstādīšana prasa atsevišķu elementu montāžu vienā sistēmā. Metāla caurules un vārsti ir savienoti ar vītņotu savienojumu. Metode nodrošina spēcīgu un noslēgtu saiti. Pašizklāšanās sakariem jums būs nepieciešami instrumenti vītņu griešanai uz ūdens caurulēm.
Vītņu veidi uz caurulēm
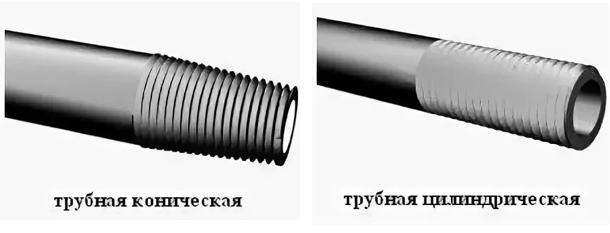
Vītne ir izvirzījumu un padziļinājumu maiņa uz virsmas, kas atrodas gar spirālveida līniju. Tas var būt ārējs un iekšējs, pa kreisi un pa labi. Biežākie veidi:
- cauruļveida cilindrisks;
- caurule koniska;
- collu cilindrisks (ASV standarts);
- raunds;
- collas.
Instalējot santehnikas darbus, parasti tiek izmantoti pirmie divi veidi. Tos izmanto, lai savienotu santehnikas piederumus:
- Cilindrisks (G) - profilu attēlo vienādsānu trijstūris, kura virsotne ir 55 °. Izvirzījumi un padziļinājumi ir noapaļoti. Ieteicams caurulēm ar diametru līdz 6 ”.
- Konusveida (R) - pavedienam ir trīsstūrveida profils, tas veido konusu 1:16, to raksturo augsta detaļu savienojuma hermētiskums.
Cauruļu vītnes ir attiecīgi collas vai metriskas, mērot collās un milimetros.
Nepieciešamie rīki

- Die vai perforators - ierīce rūdīta metāla uzgriežņa formā, kurai ir asinātas griešanas malas (griezēji). Tās ir apaļas, kvadrātveida, sešstūra formas. Miršanas veidi: cieti, bīdāmi, sadalīti. Skaidu noņemšanai ir paredzēti caurumi.
- Klupp ir rīks, kura pamatā ir bīdāmā forma. Divdaļīgs korpuss ļauj pielāgot griešanas diametru. Darba ērtībai ir sakārtots rokturis. Daži modeļi ir aprīkoti ar sprūdratu, kas ļauj rotēt kustības ar vienu roku. Profesionālais rīks ir aprīkots ar elektrisko piedziņu.
- Krāns ir rūdīta tērauda skrūve ar griešanas malām. Sastāv no darba daļas un kāta. Komplektā ir ierīces rupjošanai un apdares darbiem.
Papildus tiek sagatavotas palīgierīces:
- mērlente un zīmulis - mērījumiem un atzīmēm;
- vernier caliper - nosaka cauruļu un veidgabalu diametru.
Izmantotajiem instrumentiem jābūt kvalitatīviem, griezēju metāls ir ass un izturīgs. Strādājot ar štancēm un pieskārieniem, ir nepieciešama skrūve.
Sagatavošanās darbam
Vieta, kurā jums būs jāstrādā ar ūdens cauruļu vītņošanas ierīci, tiek attīrīta no rūsas, netīrumiem, krāsas atlikumiem. Tiek izmantots smilšpapīrs. Virsma jātīra līdz metāla spīdumam. Galējā virsma ir nošķelta. Sagatavojiet cauruļu un griešanas instrumentu smērvielu. Skaidu tīrīšanai nepieciešama lupata.
Ūdens cauruļu vītņošanas metodes

Kauliņu griešana
Instrumenta veida izvēle ir atkarīga no kvalitātes prasībām.Labākais rezultāts tiek sasniegts, izmantojot cietu matricu, kurai ir liela stingrība. Ierīces trūkums ir ātrs nolietojums. Atsperes formas (ar iegriezumu vienā no aksiālajām atverēm) ļauj mainīt vītnes diametru 0,3 mm robežās. To stingrība ir samazināta, priekšzobi kalpo ilgāk, bet diegu tīrība tiek zaudēta.
Sagatavotā caurule ir iespīlēta spraugā. Die tiek ievietots turētājā un piestiprināts ar skrūvēm. Taukus uzklāj apstrādājamajai vietai un griezējiem. Instruments tiek uzlikts uz caurules taisnā leņķī. Rotācija ir gluda, pulksteņrādītāja virzienā. Pēc vairāku pagriezienu veikšanas mikroshēmas tiek noņemtas un eļļošana atsākta. Kvalitatīvai griešanai pēc rupjas griešanas tiek izmantota apdare. Gatavo pavedienu notīra ar lupatu.
Izmantojot klupp

Cauruļu formas izmantošana ir ērtāka nekā matrica. Instruments ir dārgāks, taču lielam darba apjomam labāk to izvēlēties. Klupp dod tīru pavedienu, bīdāmā konstrukcija ļauj pielāgot vītnes diametru. Vadotņu uzstādīšana samazina kropļojumu risku, atvieglo griešanas procesu. Ja konstrukcijā ir iekļauts sprūdrats, netālu no formas tiek novietots sprūdrata ritenis. Kad tas ir pagriezts, instrumenta galva kustas. Sprādze ir neaizstājama šauros darba apstākļos.
Caurule ir piestiprināta spraugā, atstājot nelielu platību. Īsā izvirzītā daļa neļaus metālam saliekties no pielietotā spēka. Caurule un griezēji ir ieeļļoti ar mašīnu eļļu. Izvirzītā daļa tiek ievietota štancēšanas vadotnē. Sagriešana notiek ar īsām rotācijas kustībām. Periodiski pagrieziet atpakaļ, lai sagrieztu mikroshēmas. Darbības laikā tiek pievienota smērviela. Vītot ūdens caurules, ir svarīgi sekot vītņu skaitam.
Izmantojot elektrisko instrumentu, jūs varat griezt dažās sekundēs. Nepieciešamajam caurules diametram tiek izvēlētas nomaināmas galvas ar griezējiem. Darbs ir ne tikai ātrs, bet arī kvalitatīvs.
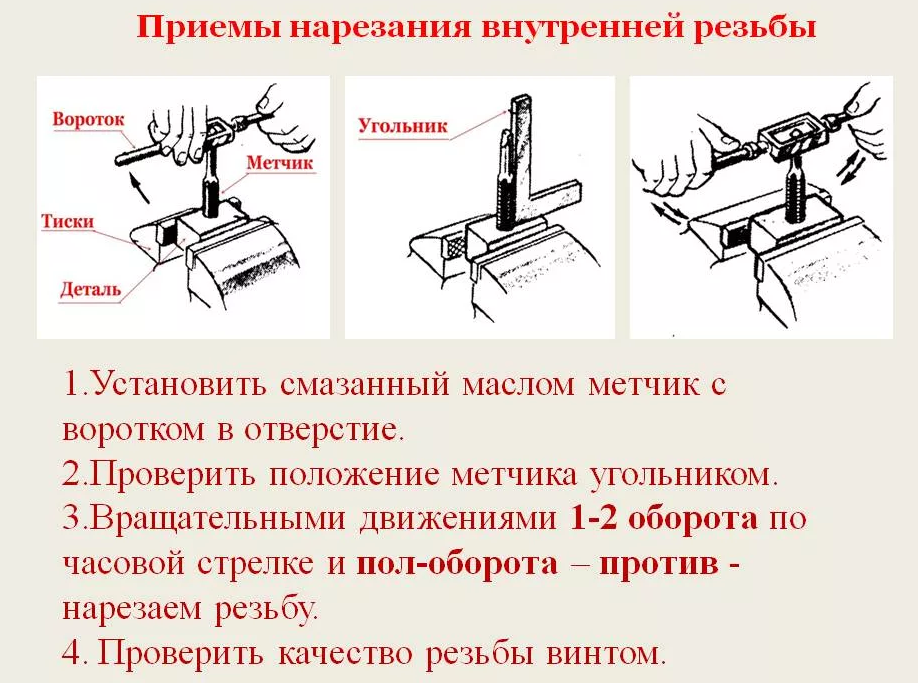
Pieskarieties darbam
- viens ir melns;
- divi - vidējie;
- trīs - apdare.
Caurules iekšpuse ir jātīra un jāieeļļo. Krāns ir ievietots vertikāli, kāts ir fiksēts krānā. Rotācija notiek pulksteņrādītāja kustības virzienā. Strādājot ar mīkstu metālu, rīks tiek periodiski pagriezts uz iekšu, un mikroshēmas tiek notīrītas. Nepieciešama tauki. Pēc darba beigām tiek pārbaudīta vītnes kvalitāte.
Galvenie laulības iemesli
Darba trūkuma cēlonis ir darba ņēmēja neuzmanība vai nekvalitatīva instrumenta izmantošana. Parasti cauruļu griešanas defekti, strādājot ar krānu vai mirst:
- Nodilušie pavedieni - problēma rodas, lietojot blāvu matricu, savlaicīgi neatdalot šķembas, nepietiekami ieeļļot.
- Nepabeigta vītne - pavediens ir lielāks nekā ieteicams.
- Nepareizi novietotas spirālveida rievas - nepareiza štancēšanas vai krāna uzstādīšana.
- Vītnes pārrāvums ir iemesls rievu aizsērēšanai ar šķeldām, instrumenta slikta kvalitāte, caurules diametrs ir lielāks nekā noteikts.
- Krāna pārrāvums - pārmērīgs spēks, kas piemērots šaurai bedrei, nepietiekama mikroshēmas noņemšana, eļļošanas trūkums.
Daļu pašgatavošana vītņotam savienojumam ir diezgan pieejama ar instrumentu. Lai darbs tiktu paveikts efektīvi, jums jāievēro noteikumi. Asu instrumentu un precizitātes izmantošana kompensē profesionālo iemaņu trūkumu.