Membuat hubungan elektrik yang boleh dipercayai semasa memasang kabel tidak semudah yang disangka. Hal ini berlaku terutamanya untuk wayar aluminium: kerana sifat fizikal logam, masalah boleh timbul semasa menyambungkannya.
Ciri-ciri wayar aluminium
Menurut peraturan PUE, dilarang menggunakan konduktor aluminium semasa pemasangan di premis kediaman.
Kawat aluminium adalah penyelesaian murah yang mempunyai harga yang berukuran lebih rendah daripada wayar tembaga. Ia tidak menghakis, kerana dengan serta-merta ditutup dengan filem oksida tebal. Ia mempunyai graviti spesifik yang rendah.
Kelemahan utama adalah kekonduksian elektrik aluminium yang rendah. Ia adalah 37.9 μS × m, yang hampir dua kali lebih teruk daripada tembaga, yang mempunyai 59.5 μS × m. Kelenturan konduktor yang rendah menjadikannya mustahil untuk dipasang di tempat yang terdedah kepada tekanan mekanikal berulang.
Terdapat empat jenis sambungan wayar: crimping, compression, welding, soldering. Sarung lengan dan blok terminal menyediakan pemasangan kabel yang mudah dan cepat di tempat yang tidak diperlukan rintangan mekanikal yang tinggi. Pematerian dan kimpalan akan memberikan sambungan yang paling tahan lama dan boleh dipercayai, tetapi mereka memerlukan kemahiran dan penggunaan alat khas.
Kaedah menekan
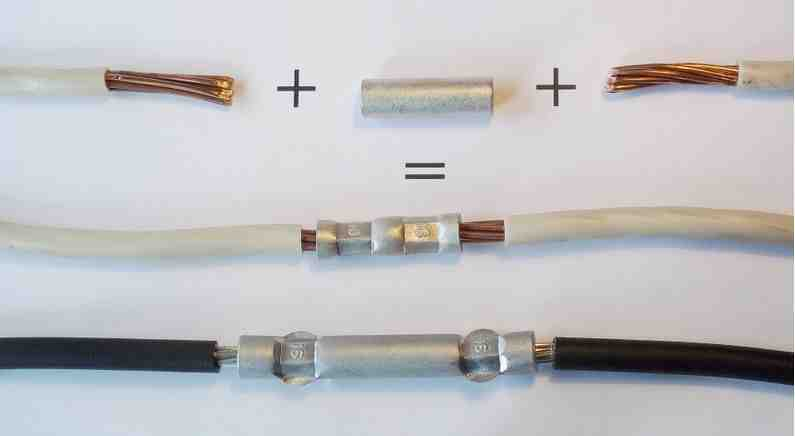
Menekan dilakukan menggunakan lengan khas, di mana urat dimasukkan, setelah itu dililit dengan alat khas - kelim. Lengan berbeza dalam diameter, panjang dan bahan pelaksanaan. Semasa memasang kabel, gunakan hanya aluminium atau lengan tembaga. Dengan menggunakan elemen tembaga, adalah mungkin untuk menghubungkan kedua aluminium ke aluminium dan tembaga ke wayar aluminium.
Semasa menyambungkan konduktor aluminium, lengan yang mengandungi tembaga tidak boleh digunakan. Kedua-dua logam ini membentuk pasangan galvanik, yang membawa kepada pemusnahan aluminium yang dipercepat.
Untuk menyambungkan konduktor dengan keratan rentas yang berbeza, lengan khas dengan diameter lubang masuk yang berbeza digunakan.
Pemilihan diameter lengan yang betul akan melindungi bahagian rantai daripada terlalu panas. Diameter yang lebih besar akan memberikan patch sentuhan kecil dan peningkatan rintangan. Sekiranya keratan rentas lengan lebih kecil, perlu mengurangkan keratan rentas teras, yang juga akan mempengaruhi sifat konduktif secara negatif.
Kaedah pemampatan

Semasa memasang kabel di kotak persimpangan, hubungan konduktor bersebelahan sangat tidak diingini. Blok terminal digunakan untuk tujuan ini.
Terminal adalah sarung terlindung di mana wayar dimasukkan. Di dalamnya, skru atau pegas digunakan untuk memperbaikinya.
Sekiranya dimaksudkan untuk memasang wayar terdampar, sebelum memasangnya di terminal, perlu mengaitkannya dengan lengan khas, yang akan meningkatkan hubungan dan mengurangkan kemungkinan mencubit.
Dengan menggunakan terminal dengan sambungan skru, perlu dikawal dengan jelas kekuatan penjepit untuk mengelakkan pemotongan inti dengan skru dan pemusnahannya seterusnya. Blok terminal Wago tidak mempunyai kekurangan ini. Di dalamnya, mekanisme penetapan teras adalah plat tembaga dan pegas. Penggunaan tembaga dalam komposisi memungkinkan untuk menyambungkan kabel dari logam yang berbeza dengan selamat.
Kaedah kimpalan

Kimpalan memberikan hubungan elektrik terbaik. Oleh kerana homogenitas sambungan yang dihasilkan, tidak ada masalah peningkatan rintangan bahagian litar.
Mesin kimpalan digunakan dengan kuasa output hingga 1 kW dan voltan yang dapat disesuaikan dalam julat 14-20 V.Kimpalan dianggap berjaya jika jatuhan terbentuk di hujung putaran, dengan diameter kira-kira sama dengan putaran.
Semasa mengimpal di hujungnya, helai dilakukan dengan konduktor karbon. Masa pendedahan tidak boleh melebihi 2 saat.
Terdapat pilihan untuk pengelasan wayar gas. Dalam suasana gas lengai, filem oksida berhenti terbentuk, yang sangat memudahkan prosesnya, tetapi diperlukan pengetahuan dan peralatan khusus.
Kaedah pematerian

Sebelum merapikan permukaannya, keluarkan filem oksida. Ini boleh dilakukan sama ada dengan tindakan mekanikal, misalnya, dengan kertas pasir atau berus dengan bulu logam, atau dengan bantuan bahan kimia khas - fluks. Ia adalah serbuk putih yang larut dalam air, selepas itu disapu pada hujung vena kalengan.
Pengoksidaan aluminium di udara berlaku dalam hitungan detik, jadi tidak mustahil untuk mengeluarkan oksida dengan tindakan mekanikal sahaja. Adalah disyorkan untuk menggabungkan penggunaan fluks dan pembersihan permukaan.
Sekiranya dua teras disolder, besi pematerian 60 W akan mencukupi. Untuk wayar dengan keratan rentas besar dan semasa menyolder memutar untai, anda memerlukan besi pematerian dengan kekuatan 150 watt atau lebih.
Tin dalam pateri mestilah sekurang-kurangnya 50%. Anda boleh mengambil pateri dengan kandungan 60-90%.
Memateri aluminium secara berperingkat:
- Menurunkan permukaan. Petrol, alkohol akan berlaku. Ini akan menipiskan filem oksida.
- Betulkan wayar pada kedudukan yang diperlukan.
- Sapukan fluks. Pastikan ia tersangkut pada sambungan kabel.
- Hangatkan sentuhan dengan besi pemateri atau obor gas. Dalam kes terakhir, anda harus berhati-hati, kerana logam memanas dengan cepat dan boleh mencair.
- Tinker persimpangan. Gosok solder dengan perlahan dengan besi pematerian sehingga filem berkilat seragam muncul.
Permukaan yang dirawat dengan betul akan memperoleh kilauan logam khas. Penampakan kawasan kendur dan bukan tin tidak boleh dibiarkan.
Pateri timah mudah terkena kakisan, jadi sendi selesai dirawat dengan varnis.
Semasa memanjangkan wayar, jika operasi dijangkakan dalam keadaan sukar, sambungan yang dipateri atau dikimpal akan menunjukkan yang terbaik. Dalam kehidupan seharian, untuk kabel yang tidak mengalami tekanan mekanikal, mencengkam dengan lengan cukup sesuai.







