Pemasangan paip memerlukan pemasangan elemen individu ke dalam satu sistem. Paip dan injap logam digabungkan oleh sambungan berulir. Kaedah ini memberikan ikatan yang kuat dan tertutup. Untuk komunikasi meletakkan diri, anda memerlukan alat untuk memotong benang pada paip air.
Jenis benang pada paip
Benang adalah penggantian penonjolan dan tekanan pada permukaan, yang terletak di sepanjang garis heliks. Ia boleh menjadi luaran dan dalaman, kiri dan kanan. Jenis biasa:
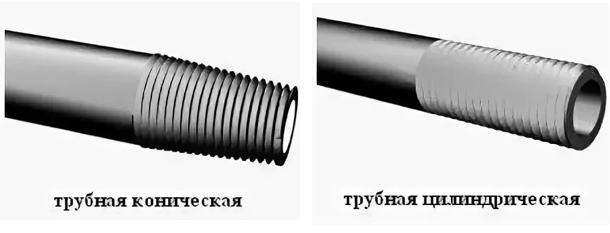
- silinder tiub;
- kerucut paip;
- silinder inci (standard AS);
- bulat;
- inci.
Dalam pemasangan kerja pemasangan paip, dua jenis pertama biasanya digunakan. Mereka digunakan untuk menyambungkan kelengkapan paip:
- Silinder (G) - Profil dilambangkan dengan segitiga isoseles dengan puncak 55 °. Penonjolan dan kemurungan membulat. Disyorkan untuk paip hingga diameter 6 ”.
- Meruncing (R) - benang mempunyai profil segitiga, membentuk tirus 1:16, dicirikan oleh ketegangan sambungan bahagian yang tinggi.
Benang paip masing-masing berukuran inci atau metrik, diukur dalam inci dan milimeter.
Alat yang diperlukan

- Mati atau pukulan - alat dalam bentuk kacang logam yang dikeraskan, mempunyai hujung pemotong yang tajam (pemotong). Mereka berbentuk bulat, persegi, segi enam. Jenis mati: pepejal, gelongsor, pecah. Lubang disediakan untuk penyingkiran kerepek.
- Klupp adalah alat berdasarkan slaid die. Badan dua keping membolehkan anda menyesuaikan diameter pemotongan. Untuk kemudahan kerja, pemegang disusun. Beberapa model dilengkapi dengan ratchet yang membolehkan pergerakan berputar dengan satu tangan. Alat profesional dilengkapi dengan pemacu elektrik.
- Keran adalah skru keluli yang dikeraskan dengan bahagian tepi. Terdiri daripada bahagian yang berfungsi dan batang. Set ini merangkumi alat-alat untuk mengemas dan menyelesaikan kerja.
Selain itu, alat bantu disediakan:
- pita dan pensil - untuk pengukuran dan tanda;
- vernier caliper - menentukan diameter paip dan kelengkapan.
Alat yang digunakan mestilah berkualiti tinggi, logam pemotongnya tajam dan tahan lama. Semasa bekerja dengan mesin cuci dan paip, diperlukan penekanan.
Persiapan untuk bekerja
Kawasan di mana anda perlu menggunakan alat utas untuk paip air dibersihkan dari karat, kotoran, sisa cat. Kertas pasir digunakan. Permukaannya hendaklah dibersihkan hingga berkilau logam. Permukaan hujungnya diketuk. Sediakan pelincir paip dan alat pemotong. Kain diperlukan untuk membersihkan serutan.
Kaedah penyambungan paip air

Memotong dadu
Pemilihan jenis alat bergantung pada keperluan kualiti.Hasil terbaik dicapai apabila menggunakan die solid, yang mempunyai ketegaran yang tinggi. Kelemahan peranti ini adalah keausan yang cepat. Mati yang dimuatkan pada musim bunga (dengan potongan di salah satu lubang paksi) membolehkan anda menukar diameter benang dalam lingkungan 0.3 mm. Kekakuan mereka berkurang, gigi seri bertahan lebih lama, tetapi kesucian benang hilang.
Paip yang disiapkan dikepit dalam naib. Die diletakkan di pemegang dan dipasang dengan skru. Gris digunakan pada kawasan yang akan dirawat dan pemotongnya. Alat ini diletakkan di atas paip pada sudut tepat. Putarannya lancar, mengikut arah jam. Setelah beberapa giliran dibuat, kerepek dikeluarkan dan pelinciran disambung semula. Untuk pemotongan berkualiti tinggi, setelah pemotongan kasar, pemotongan digunakan. Benang siap dibersihkan dengan kain.
Menggunakan klupp

Penggunaan die paip lebih senang berbanding die. Alat ini lebih mahal, tetapi untuk sejumlah besar pekerjaan, lebih baik memilihnya. Klupp memberikan benang yang bersih, reka bentuk gelongsor membolehkan anda menyesuaikan diameter benang. Pemasangan panduan mengurangkan risiko penyimpangan, memudahkan proses pemotongan. Sekiranya ratchet dimasukkan ke dalam struktur, roda ratchet diletakkan di dekat die. Apabila dipusingkan, kepala alat bergerak. Ratchet sangat diperlukan dalam keadaan kerja yang sempit.
Paip dijepit di naib, meninggalkan kawasan kecil. Bahagian yang menonjol pendek tidak akan membiarkan logam membengkok dari daya yang dikenakan. Paip dan pemotong dilincirkan dengan minyak mesin. Bahagian yang menonjol dimasukkan ke dalam panduan mati. Pemotongan berlaku dengan pergerakan putaran pendek. Putar ke belakang secara berkala untuk memotong kerepek. Gris ditambah semasa operasi. Semasa menyalurkan paip air, penting untuk mengesan bilangan utas.
Menggunakan alat elektrik membolehkan anda memotong dalam beberapa saat. Kepala yang boleh diganti dengan pemotong dipilih untuk diameter paip yang diperlukan. Karya ini bukan sahaja cepat, tetapi juga berkualiti tinggi.
Ketik kerja
- satu berwarna hitam;
- dua - tengah;
- tiga - penamat.
Bahagian dalam paip perlu dibersihkan dan dilincirkan. Keran dimasukkan secara menegak, batang dipasang di keran. Putaran mengikut arah jam. Semasa bekerja dengan logam lembut, alat ini secara berkala dibalik ke luar dan cip dibersihkan. Gris diperlukan. Selepas akhir kerja, kualiti utas diperiksa.
Sebab utama perkahwinan
Sebab kecacatan dalam pekerjaan adalah kecerobohan pekerja atau penggunaan alat berkualiti rendah. Kecacatan pemotongan paip biasa semasa bekerja dengan paip atau mati:
- Benang compang-camping - masalah timbul apabila menggunakan die yang kusam, pembuangan kerepek yang tidak tepat waktu, pelinciran tidak mencukupi.
- Benang Tidak Lengkap - Benang lebih besar daripada yang disarankan.
- Alur heliks yang tidak selaras - pemasangan mati atau paip yang tidak betul.
- Keretakan benang adalah sebab penyumbatan alur dengan cip, kualiti alat yang buruk, diameter paip lebih besar daripada yang ditetapkan.
- Kerosakan ketukan - Kekuatan berlebihan dikenakan pada lubang sempit, penyingkiran cip tidak mencukupi, kekurangan pelinciran.
Penyediaan bahagian sendiri untuk sambungan berulir cukup mudah diakses dengan alat. Agar kerja dapat dilakukan dengan cekap, anda mesti mengikut peraturan. Penggunaan alat dan ketepatan yang tajam menebus kekurangan kemahiran profesional.