Het lassen van verwarmingsbuizen is de belangrijkste methode voor het monteren van huishoudelijke en industriële communicatie. Dergelijke verbindingen vergen geen onderhoud, zoals lijm- of schroefdraadverbindingen, maar zijn onderhevig aan constante thermische en mechanische belasting. Op basis hiervan moet u zorgvuldig gereedschap, materialen selecteren en de lastechnologie zorgvuldig observeren. Overtreding van de regels voor het verbinden van metaal leidt tot het verschijnen van scheuren en de ontwikkeling van corrosie. Als u van plan bent om deze procedure zelf uit te voeren, moet u uitzoeken welke methoden worden gebruikt om verwarming te lassen, evenals professionele technieken om een hoogwaardig en duurzaam resultaat te bereiken.
Set gereedschappen en apparatuur

Het lassen van verwarmingsbuizen met elektrisch lassen begint met de voorbereidende fase:
- Voorbereiding van de meester. Het is noodzakelijk om de werkplek goed uit te rusten, te zorgen voor naleving van veiligheidsmaatregelen, indien nodig, de instructies voor het hanteren van apparatuur en materialen opnieuw te lezen. Om pijpen met elektrisch lassen te lassen, zijn beschermende apparaten vereist. Deze omvatten een speciaal vuurvast pak (broek, jas, hoed met kleurstelling), masker, schoenen en leggings. Je moet zorgen voor een goede ventilatie.
- Voorbereiding van gereedschappen en materialen. Er moet aandacht worden besteed aan elk klein detail, omdat het gemak van het werk en de kwaliteit van het eindresultaat ervan afhangen.
Om verwarming te lassen, hebt u de volgende gereedschappen en apparaten nodig:
- lasapparaat met een reservehouder;
- slijpmachine met snij- en slijpschijven;
- metalen borstel;
- schuurpapier met verschillende korrelgroottes;
- een hamer;
- voorraad elektroden;
- ondeugd;
- klemmen;
- staal- of asbestcementplaten om muren te beschermen tegen metaaldruppels en roet;
- een zeil om de vloer te bedekken.
Alvorens pijpen te lassen met elektrisch lassen, is het noodzakelijk om te controleren of de kabels, stopcontacten en machines in de afscherming voldoen aan de indicatoren van het voorbereide apparaat. Ze moeten krachtig genoeg zijn om de zware lasten te weerstaan die zelfs huishoudelijke apparatuur oplegt.
Lastechniek voor kunststof buizen

Polypropyleen vervangt geleidelijk staal, omdat het een aantal positieve eigenschappen heeft tegen relatief lage kosten. Kunststof leidingen zijn ontworpen voor hoge druk, lichtgewicht, gladde binnenwanden en een uitstekende uitstraling. Maar de pijpleiding zal zijn functies effectief vervullen als alle verbindingen sterk en strak zijn. Houd er rekening mee dat wanneer heet water wordt gepasseerd met een temperatuur van meer dan 110 graden, het polymeer zacht wordt en in omvang begint toe te nemen. Daarom worden voor de installatie van verwarming alleen producten gebruikt die zijn versterkt met glasvezel of aluminiumfolie.
Voor het verbinden van de schakels wordt een speciale soldeerbout gebruikt. Het apparaat is dubbelzijdig, aan de ene kant zijn er mondstukken voor de externe en aan de andere - voor interne verwarming van de samengevoegde delen.
Om ze aan te sluiten, worden de volgende fittingen gebruikt:
- koppelingen;
- adapters;
- hoeken;
- T-stukken;
- kruisen;
- schroefdraadflenzen voor aansluiting op de verwarmingsbatterij.
Bij het solderen van polypropyleencommunicatie wordt het principe van diffusie onder invloed van warmte gebruikt.De randen van aangrenzende schakels smelten, de stof vermengt zich en vormt een monolithische verbinding.
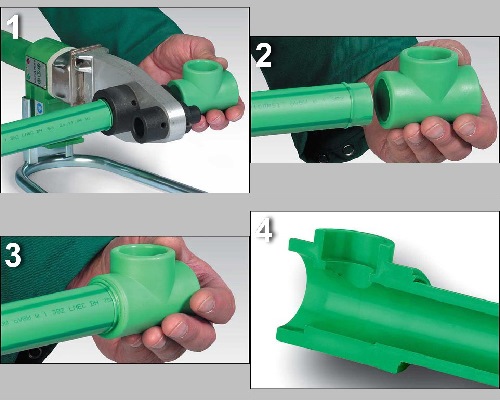
Het proces van het lassen van polymeeronderdelen wordt uitgevoerd volgens de volgende methode:
- Opstellen van een leidingschema voor het verwarmingssysteem.
- Zagen van werkstukken van een bepaalde lengte. Er wordt gecorrigeerd voor de mate van onderdompeling van buizen in de gaten van de fittingen en de afmetingen van de fittingen zelf.
- Verwarm de soldeerbout totdat de groene indicator oplicht. Dit is het bewijs dat de montage kan beginnen.
- Bevestiging van onderdelen aan het apparaat op de aftakleidingen van de overeenkomstige diameter. Ze moeten worden verwarmd in overeenstemming met de indicaties van de tabel waarmee de apparatuur is voltooid.
- Pijp en fitting verbinding. Dit gebeurt strikt in één richting, totdat het binnenste deel tegen het vergrendelingslipje in de fitting aanligt. Je kunt de producten niet draaien, maar heen en weer bewegen. Correctie voor de voeghoek is toegestaan.
- Koeling. Het is noodzakelijk om het gewricht in een statische positie te houden zolang als voorgeschreven in de instructies van het apparaat. Alleen dan kan de vergadering doorgaan.
In tegenstelling tot metalen buizen hebben polymeerbuizen ondersteuning nodig voor verticale en horizontale gordingen. Om de 100-150 cm worden ze met kunststof afstandsklemmen aan de wanden bevestigd. Na montage hebben polypropyleencommunicaties geen extra afwerking en aansluitend onderhoud nodig.
Lastechniek voor metalen buizen

Om ervoor te zorgen dat de verbinding sterk en strak is, is het noodzakelijk om de systeemonderdelen voor de installatie voor te bereiden. Het is noodzakelijk om de vlakheid van de randen te controleren, het metaal af te schuinen en te slijpen op een afstand van 10 mm van de snede. Daarna moet u de gereinigde plaatsen behandelen met een oplosmiddel om ze te ontvetten.
Om buizen voor verschillende doeleinden te lassen, worden elektroden met de volgende coatingsamenstelling gebruikt:
- rutielzuur (RA) - voor de installatie van koud- en warmwatervoorziening in de publieke sector;
- rutiel (RR) - voor de montage van verwarmingssystemen die onder hoge druk werken;
- rutielcellulose (RC) - gebruikt in constructies die een hoge betrouwbaarheid van verbindingen vereisen;
- universeel (B) - voor de montage van alle soorten pijpleidingen in de residentiële sector en in productie.

U kunt metalen buizen koken met behulp van de volgende technologieën:
- Elektrisch lassen. Het wordt handmatig of met behulp van een machine uitgevoerd. Het werkingsprincipe is gebaseerd op het creëren van een elektronische boog die optreedt tijdens een kortsluiting. Dit proces gaat gepaard met het vrijkomen van een grote hoeveelheid warmte, waardoor het metaal smelt. Verbruikbare of niet-verbruikbare elektroden worden gebruikt om een naad te maken.
- Gas lassen. De pijpverbindingen smelten onder invloed van het brandende gas, gelijktijdig met het opleggen van een metaal dat als koppeling fungeert. Er wordt een monolithische verbinding gevormd, die een homogene structuur heeft met aangrenzende delen.
- Koud lassen. Deze methode wordt gebruikt bij het installeren van lagedrukleidingen of het repareren ervan op moeilijk bereikbare plaatsen. De essentie van de methode is om een verband geïmpregneerd met een snelbindende lijm om de klop te wikkelen.
De keuze van de optie is correct als deze overeenkomt met de kenmerken van het systeem en de kenmerken van de koelvloeistof.
Classificatie van lassen

De verbinding kan op verschillende manieren worden gelast op basis van de ontwerpkenmerken en de dikte van het metaal dat wordt verwerkt.
Er is zo'n classificatie van lassen:
- Qua uiterlijk zijn ze plat (normaal), verzwakt (hol) en versterkt (convex).
- Op lengte - vast (continu, gesloten), discontinu (stippen, segmenten). Qua lengte zijn de naden onderverdeeld in kort (tot 25 cm), medium (26-100 cm) en lang (meer dan 101 cm).
- Bij uitvoering - horizontaal (op verticale secties), verticaal (op horizontale liggers), plafond (wanneer de voeg van onderaf wordt gemaakt), onderaan (elektrode bovenop de naad).
- Volgens de effectieve kracht - flank (langs de as), frontaal (over de as), schuin (over), gecombineerd (combinatie van typen).
- Door het aantal lagen en passen - enkellaags (één doorgang) en meerlaags (meerdere passen).
Met de juiste installatie van het verwarmingssysteem kunnen alle genoemde naden worden uitgevoerd. Indien nodig wordt er ook aan de binnenzijde van de leidingen gelast.
De belangrijkste soorten lasverbindingen:
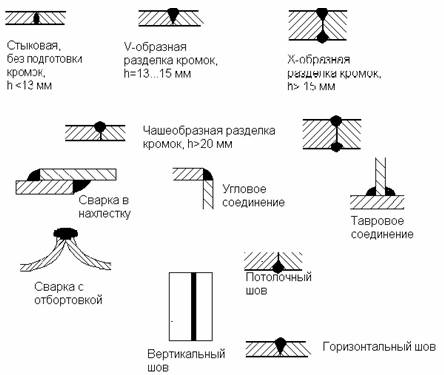
Afhankelijk van hun locatie in de ruimte, zijn de naden verdeeld in de volgende typen:
- hoekig - delen staan onder een hoek;
- T-vormig - verbinding van het uiteinde en de zijkant van de elementen;
- butt - pijpen zijn in één vlak verbonden;
- overlappend - delen worden over elkaar heen gelegd;
- einde - grenzend aan de zijvlakken van de fragmenten.
Tijdens het werk kiest de meester het meest geschikte voor zichzelf en komt overeen met de technische voorwaardenmethode voor het lassen van onderdelen.