Metalen tegels zijn een verbeterde en mooiere versie van de profielplaat. Het kreeg zijn naam omdat het gordelroos imiteert, maar ziet er soms veel esthetischer uit. Het materiaal wordt geproduceerd met een speciale technologie en voor verschillende doeleinden.
Waar worden metalen tegels geproduceerd?
Metalen tegels zijn een populaire coating, dus het wordt gemaakt door zowel grote fabrieken als kleine bedrijven. De kwaliteit van de plaat hangt niet af van de productieschaal, maar van de apparatuur die wordt gebruikt voor de vervaardiging van metalen tegels. Zoals in veel andere gevallen hangt kwaliteit af van de naleving van alle fijne kneepjes van de technologie.
De meest bekende coatingbedrijven in Rusland zijn onder meer:
- Neva-Stal;
- "KSP";
- Siberisch metalen centrum;
- "Elektroscherm".
Er zijn veel andere fabrieken in Moskou, Lipetsk, St. Petersburg, Volgograd.
Van de buitenlandse fabrikanten zijn de meest populaire op de Russische markt:
- Fins bedrijf RUUKKI;
- een van de grootste metaalproducenten ter wereld, het Arcelor Mittal-concern;
- Slowaaks bedrijf V.S. Staal Kosice.
Ook kleine bedrijven in Polen en China zijn populair.
Bij het kopen van metalen tegels moet u letten op de garantieperiode. Bij een coating met bijvoorbeeld plastisol is de fabrieksgarantie 50 jaar.
Waar zijn metalen tegels van gemaakt?

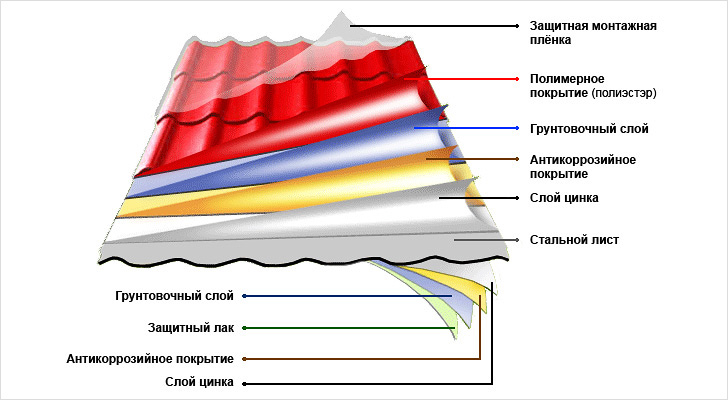
Metalen tegels zijn een complex meerlagig materiaal. Bestaat uit de volgende elementen.
- De basis is een metalen plaat. Meestal is het staal, maar koper en aluminium kunnen ook als basis dienen. Deze laatste is lichter en niet bang voor corrosie, daarom heeft hij geen beschermende zinklaag nodig.
- Zinklaag - het bedekt het vel aan beide zijden. Het metaal creëert een oxiderende film die voorkomt dat zuurstof en vocht de stalen basis bereiken. De dichtheid van de laag varieert van 190 tot 275 g/m². Het bepaalt waar metalen tegels kunnen worden gebruikt: in de zuidelijke regio, in de hooglanden, in het gebied aan zee.
- Passieve laag - creëert een soort compenserende buffer en verbetert de hechting.
- Bodemlaag - voert dezelfde taak uit, maar selectiever met betrekking tot de aangebrachte coating.
- De onderste laag van de metalen tegel is vernis. Het is kleurloos en heeft geen decoratief effect. Zijn taak is om extra mechanische bescherming te creëren.
- De toplaag van de vloer is een decoratieve coating op basis van een polymeersamenstelling. De verf bepaalt niet alleen het uiterlijk van de metalen tegel, maar ook de weerstand tegen ultraviolette stralen, mechanische belasting en vocht.
De eigenschappen van de bovenste sierlaag bepalen in hoge mate de duurzaamheid van het materiaal.
Productie Technologie

Ongeacht het type apparatuur voor de productie van golfkarton en metalen tegels, omvat het productieproces 3 hoofdfasen:
- het rollen van een profiel en het verkrijgen van een reliëfoppervlak;
- ponsen - profielvorming: cascade, monterrey, supermonterrey;
- snijden in vellen van de vereiste grootte.
In elke fase is het noodzakelijk om de juiste uitvoering van technische bewerkingen te controleren en de conformiteit van het werkstuk te controleren. Tijdens het rollen is het belangrijk om de volgorde van acties nauwkeurig te volgen. Bij het stempelen moet u controleren of het werkstuk voldoet aan het opgegeven profiel.
De technologie omvat de volgende bewerkingen.
- Een rol metaal met een bepaalde dikte - van 0,4 tot 12 mm, wordt naar de afwikkellijn gevoerd en in het compartiment bevestigd.
- De lijn wordt naar de ontwerpmolen gebracht, waar het profiel wordt gestempeld. Er zijn veel soorten kam-golfvormverhoudingen.
- De strook wordt naar de schaar gevoerd, waar de baan automatisch in vellen van het gewenste formaat wordt gesneden.
- Het werkstuk wordt overgebracht naar het verzinken. In sommige gevallen wordt deze bewerking vóór het rollen uitgevoerd.
- De metalen tegel is bedekt met beschermende lagen: eerst met een passiverende laag, dan met een primer en aan het einde met een laag van een polymeer gekleurde samenstelling.
Het algemene schema blijft behouden bij de vervaardiging van elk type metalen tegel. De eigenschappen van het materiaal bepalen de eigenschappen van het profiel, de dikte van de zinklaag, de samenstelling van de verf.
Soorten coatings
- Polyester - mat of glad. De coating wordt 75% van de tijd gebruikt. Laagdikte 25 micron. Polyester is slijtvast en biedt een gemiddelde UV-bescherming. Dat wil zeggen, in gebieden met agressieve zon brandt de coating uit. Ontworpen voor 5-10 jaar gebruik. De matte polyesterlaag is dikker - tot 35 micron. Deze coating gaat tot 15 jaar mee.
- Polyurethaan - puur. Het wordt aangebracht in een laag tot 50 micron. Het is zeer duurzaam, bestand tegen temperaturen van -60 tot +100 C. Het barst niet bij hoge luchtvochtigheid en vervaagt niet onder de zon. De houdbaarheid is niet minder dan 30 jaar. Dergelijke metalen tegels zijn veel duurder.
- Purex is een decoratieve film met een zeer hoge plasticiteit en sterkte. Kennis van RUUKKI. De fabrikant geeft een garantie van 50 jaar op de dekking.
- Plastisol is een polymeer op basis van polyvinylchloride. Niet te koudebestendig - weerstaat slechts - 10 C, maar verdraagt hitte goed. De plastisollaag bereikt 200 micron. Dit zorgt niet alleen voor duurzaamheid en krasvastheid, maar zorgt ook voor ongebruikelijke decoratieve effecten. Een laag plastisol wordt in reliëf aangebracht om een reliëfpatroon op het oppervlak aan te brengen. De levensduur is 60-70 jaar.
- PDVF is een nieuwe variant die zeer goed bestand is tegen ultraviolette straling. Hoewel de coating in een dunne laag wordt aangebracht - 27 micron, is dit voldoende om de duurzaamheid van de metalen tegel te garanderen.
De houdbaarheid van de coating is afhankelijk van de bedrijfsomstandigheden.
Apparatuur voor de vervaardiging van metalen tegels

Apparatuur voor de productie van metalen tegels omvat verschillende hulpstukken om verschillende taken uit te voeren.
- De afroller van rollen is een aangedreven, vrijdragende inrichting voor het installeren en afwikkelen van dunne plaatwerkproducten. Het kan een aparte structuur zijn, maar vaker maakt het deel uit van de technologische lijn. Het product wordt geselecteerd op draagvermogen, afwikkelsnelheid, vermogen en toelaatbare baanbreedte.
- De belangrijkste machine voor metalen dakbedekking is rolvormen. Tijdens het buigen oefent het een samendrukkend en trekeffect uit op een metalen plaat. Hierdoor neemt de plaat een bepaalde configuratie aan. Buigen is mogelijk onder elke hoek. Tegelijkertijd blijft het vel monolithisch en verliest het geen kracht. De rolvormmachines zijn geautomatiseerd, waardoor de kans op fouten en storingen wordt verkleind. Selectieparameters: rolsnelheid, vermogen, maximaal toelaatbare plaatdikte en breedte.
- Persmachine - hydraulisch. Het omvat een pers, waar trappen, een stempel en hydraulische stations worden gevormd - apparaten die olie leveren aan hydraulische cilinders. De knuppel, die de rolvormmolen verlaat, heeft een golvende vorm. In de persmachine wordt het golvende reliëf verfrommeld in de vorm van stappen. De unit wordt geselecteerd op vermogen, drukniveau, mogelijke profielbreedte.
- Metaal snijden met een schaar - vellen die op de machine zijn gestempeld, worden naar de guillotinescharen gevoerd. Een hydraulisch of mechanisch aangedreven apparaat verzaagt werkstukken tot platen. Evaluatieparameters: messlag, toegestane plaatdikte en -breedte, aantal messlagen per minuut. Deze indicator bepaalt het rendement van de unit.
- Bladontvanger - na het snijden worden de vellen overgebracht naar de bladontvanger. Eenvoudige modellen kunnen slechts 1 vel bevatten, geavanceerde - meerdere.
- Pallet voor afgewerkte platen - vanuit de ontvanger worden de platen overgebracht naar de pallet. Hier worden ze gestapeld en met een laadkraan naar het magazijn vervoerd.
Automatisch controlesysteem (ACS)
De meeste apparatuur - een machine voor de vervaardiging van metalen tegels, persen, scharen-guillotine, kan worden geautomatiseerd. Het lijkt het handigst om niet elke machine apart te programmeren, maar om deze in één systeem op te nemen en commando's te geven aan alle eenheden van de lijn tegelijk. Dit wordt gedaan door het automatische controlesysteem.
Het belangrijkste criterium voor het kiezen van een ACS is de grootte van de fout. Hoe kleiner het is, hoe nauwkeuriger de meting en het snijden zijn, wat de kosten verlaagt.
Volledige productielijnen

Voor de vervaardiging van metalen tegels kunt u een kant-en-klare lijn kopen die alle benodigde elementen bevat. Afhankelijk van de configuratie en prestaties zijn de lijnen onderverdeeld in 3 klassen.
De basis omvat een walserij, schaar-guillotine, een persmachine, een hydraulisch systeem en een geautomatiseerd controlesysteem. Deze optie is geschikt voor opstart en kleine productie.
Standaard - het pakket voldoet aan de behoeften van het midden- en kleinbedrijf. Naast de genoemde uitrusting omvat dit een balenafwikkelaar, pallets en andere accessoires. Rolsnelheid tot 7-8 meter per minuut.
De premium omvat ook een deurdranger en servo's. De lijnproductiviteit is hoger - tot 10 meter per minuut.