De verbinding van polymeerwaterleidingen in een enkele lijn wordt op twee manieren uitgevoerd: met behulp van verbindingselementen (fittingen) of door te solderen. De laatste optie is zuiniger - het is niet nodig om extra onderdelen te kopen. Maar het vereist speciaal gereedschap. Als u de fijne kneepjes van het lassen kent, is het mogelijk om plastic buizen voor thuiswatervoorziening met uw eigen handen goed te solderen, zonder tussenkomst van specialisten. Het bespaart ook het gezinsbudget.
Hulpmiddelen om de klus te klaren

Om plastic en propyleenelementen te verbinden, wordt de methode van thermische diffusie gebruikt - fusie bij verwarming met een speciale soldeerbout. Het verschilt van een eenvoudig soldeergereedschap doordat het geen koperen elektroden gebruikt, maar stalen mondstukken. Ze worden bevestigd in de gaten op het verwarmingselement van de soldeerbout. Temperatuurregeling wordt uitgevoerd met behulp van een thermostaat op het lichaam.
Voor het werken met buiselementen van polyethyleen of polypropyleen heeft u bovendien nodig:
- meetinstrumenten - meetlint, liniaal, vierkant, niveau;
- gespecialiseerde schaar of pijpsnijder;
- ontvettende vloeistof.
Bovendien is het de moeite waard om een fijnkorrelig schuurpapier of een dun bestand voor te bereiden. Ze helpen u om uw sneden perfect glad te maken.
Veiligheids maatregelen
Wanneer u met een soldeerbout werkt, moet u de veiligheidsmaatregelen in acht nemen. Als u dit niet doet, heeft dit een negatieve invloed op de kwaliteit van de hechting en kan dit verwondingen en brandwonden veroorzaken.
Neem de volgende regels in acht:
- Plaats de hete soldeerbout alleen op de standaard.
- Draag handschoenen om uw handen te beschermen tegen brandwonden.
- Werk in een goed geventileerde ruimte, want polymeermaterialen stoten bij verhitting schadelijke stoffen uit.
De tips zijn voorzien van een Teflon-coating om koolstofafzettingen te voorkomen. Aan het einde van elk lasproces moet het resterende polymeer worden verwijderd met een houten spatel. Het is niet toegestaan om de gekoelde nozzles schoon te maken, omdat dit de coating kan beschadigen en de soldeerbout kan breken.
Kenmerken van het solderen van waterleidingen

Voordat u aan het werk gaat, moet u de juiste technologie kiezen. Voor de verbinding worden drie soldeermethoden gebruikt:
- Koppelen. In dit geval worden koppelingen gebruikt die tussen de aanliggende delen worden gestoken. De bijzonderheid van het proces is dat alleen de verbindingselementen zelf worden verwarmd. Meestal wordt de methode gebruikt voor buizen met kleine en middelgrote doorsneden.
- Klokvormig. Er worden sproeiers met verschillende diameters gebruikt. De uiteinden van de onderdelen worden in een hoek van 90 graden gesneden en schoongemaakt en vervolgens in het mondstuk van de overeenkomstige sectie gestoken. Tijdens het solderen worden de uiteinden van de twee elementen verwarmd, gesmolten en samengevoegd. Na het aandocken mogen de onderdelen niet worden gedraaid.
- Butikova. Tegelijkertijd worden de uiteinden van twee segmenten over het hele vlak gekookt. Het wordt gebruikt om grote buizen aan te sluiten - met een diameter van meer dan 5 cm en een wanddikte van 0,4 cm.
Als u versterkte buizen moet solderen, heeft u een speciaal gereedschap nodig - een scheerapparaat. Het is nodig om de buis te reinigen van aluminium, dat verborgen is onder de bovenste polymeercoating. Verder worden de buizen gelast volgens de standaard methode.
Soms zijn onderdelen met schroefdraad nodig in het pijpleidinggedeelte. Deze fitting kan op een geschikte pijpverbinding worden gesoldeerd.Laswerkzaamheden aan leidingen mogen alleen bij positieve omgevingstemperaturen worden uitgevoerd.
Volgorde van het lasproces
Eerst moet je de leidingen zelf voorbereiden. Ze zijn verdeeld in stukken van de vereiste grootte, de uiteinden worden geëgaliseerd en gepolijst, de voegen worden afgeveegd met een ontvettingsvloeistof.
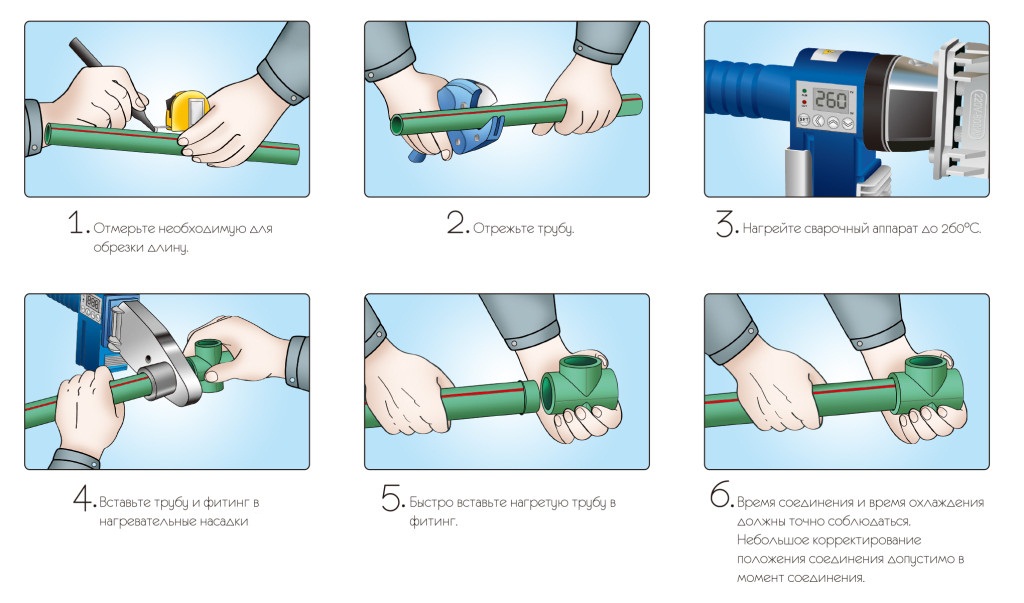
Met behulp van een thermostaat wordt de vereiste verwarming geselecteerd, rekening houdend met het verschil in deze indicator voor polymeren. U kunt verduidelijken welke specifieke buizen u soldeert door op het product zelf te markeren. Voor buizen van polypropyleen en polyvinylchloride (PP en PVC) wordt verwarmd tot 260 graden, voor buizen van polyethyleen (HDPE) - tot 220 graden. De verwarmde elementen worden met elkaar verbonden door de buis in de mof, koppeling of door de uiteinden van de segmenten samen te voegen.
De duur van het smelten nadat het op het vereiste temperatuurregime is gebracht, wordt bepaald afhankelijk van de sectie:
| Productdiameter (mm) | Opwarmtijd tot de gewenste temperatuur (sec) | Hechtingstijd (sec) | Koeltijd (min) |
| 16 | 5 | 8 | 2 |
| 20 | 6 | 9 | 2 |
| 25 | 7 | 10 | 3 |
| 32 | 8 | 12 | 4 |
| 40 | 12 | 20 | 5 |
| 63 | 24 | 25 | 6 |
| 90 | 40 | 35 | 8 |
Controleer nadat de voeg is afgekoeld de juistheid van de uitgevoerde werkzaamheden. De dichtheid van het gelaste gedeelte wordt gecontroleerd door te blazen en water te laten stromen. Als de naad van de verbinding slecht is gemaakt, wordt de naad afgesneden en wordt opnieuw gelast.
Solderen op moeilijk bereikbare plaatsen en hoeken

Indien nodig kunnen de buizen onder een hoek worden gesoldeerd. Hiervoor worden speciale hoekkoppelingen gebruikt. De hoek wordt gebruikt om de mate van buiging te regelen. Koop producten van één fabrikant, dit zorgt voor een hoge hechting van de te verbinden elementen.
Lassen op moeilijk bereikbare plaatsen is voor de leek moeilijk. Bij werkzaamheden onder het plafond moet de soldeermachine aan een haak worden opgehangen. Soms is het nodig om een onderdeel in een reeds werkend waterleidingsysteem te vervangen: bij schade waardoor water druppelt, of bij een sterke verstopping. De eenvoudigste manier is om de schroefdraadfittingen op die plaatsen te solderen waar het handig is om het te doen, en er al een deel van de buis op te planten.
U kunt een polypropyleen buis solderen, als er water door een klein scheurtje druppelt, met behulp van de ambachtelijke lasmethode. De opening wordt gesloten door het materiaal waaruit de buis is gemaakt. Een hete spijker of schroevendraaier wordt op de defecte plek aangebracht. Het gat is bedekt met gesmolten polymeer. Maar dit is een tijdelijke optie, het beschadigde gebied moet nog worden vervangen.
Het polymeerproduct kan korte tijd worden geseald met een industriële föhn. De verbinding wordt verwarmd totdat het materiaal zacht wordt. Een klem wordt op de buis aangebracht en stevig vastgedraaid.
Mogelijke fouten

- werk met rauwe plakjes;
- oneffenheden van de aankoppeldelen;
- onnauwkeurige uitlijning van de verbonden elementen;
- te veel kracht bij het aansluiten;
- onvolledige inbrenging van de buis in de fittingverbinding;
- weinig of overmatige verhitting van de te lassen onderdelen;
- de aanwezigheid van een versterkende laag;
- het veranderen van de positie van de elementen nadat het plastic is afgekoeld;
- een soldeerbout gebruiken met spuitmonden die zijn verontreinigd met polymeer;
- het reinigen van de gekoelde nozzles en het daaropvolgend gebruik van onderdelen met een beschadigde teflonlaag.
Soms geeft sterke oververhitting op hoogwaardige materialen geen visuele externe defecten. Maar tegelijkertijd is er een interne vervorming, wanneer het verwarmde plastic de binnendoorgang blokkeert. Dit leidt tot een snelle verstopping en verstopping van de waterstroom.
Naast heet solderen wordt er een koude lasmethode gebruikt. De techniek omvat het gebruik van een speciaal oplosmiddel als actief soldeerbestanddeel, dat de structuur van het polymeer verzacht. Vanwege de complexiteit heeft de methode niet veel populariteit gewonnen.