Uten unntak sørger alle koblingsskjemaer for forgrening og tilkobling av kabler og ledninger. For dette er det nødvendig å installere en koblingsboks som er laget av metall eller polymermaterialer. Imidlertid er det ikke nok å installere strukturen, det er viktig å kjenne teknologien til loddevirkninger i koblingsboksen.
Hva er koblingsbokser til?
Nødvendigheten av å bruke koblingsbokser bør ikke være i tvil. For å være sikker på dette, bør du lese advarslene til spesialister:
- Forsømmelse av installasjonen av strukturen er et brudd på reglene som er angitt i forskriftsdokumentene.
- Overholdelse av brannsikkerhet. Takket være RK reduseres sannsynligheten for kortslutning og brann betydelig på grunn av tettheten i strukturen.
- Installasjon av enheten vil ta mye tid, men i fremtiden vil det være mye lettere å modernisere, vedlikeholde, reparere og bygge opp ledninger. For eksempel, hvis du trenger å installere et ekstra stikkontakt eller bryter, kan de nødvendige ledningene fjernes fra koblingsboksen.
Generelt er installasjonen av koblingsboksen nødvendig. Installasjonsteknologien er enkel, kompleksiteten kan oppstå når du kobler til ledninger.
Generelle regler for pendling
Implementeringen av loddemetoden ligner sveising, bare et vanlig loddejern brukes, og ikke en invertermaskin med elektroder. Før venene vris, må de være fortinnet. For å gjøre dette varmes loddet opp, nedsenkes i kolofonium og bæres over områdene som er renset for isolasjon flere ganger til en rødlig fargetone vises.
For kvalitetsarbeid, må du først sjekke loddespissen. Det er viktig å holde det rent. Hvis overflaten er ujevn, har det samlet seg skitt på den, vil det være umulig å lage lodd av høy kvalitet. Skittet fjernes med en fil, og endes på nytt.
Fordelene med lodding sammenlignet med andre tilkoblingsmetoder

Det er flere måter å koble ledninger i en koblingsboks, men bare lodding og sveising er forskjellige i minimum kontaktmotstand og monolitisk forbindelse. Alle kan lodde ledninger hjemme. For sveising trenger du erfaring og en spesiell sveisemaskin.
For å utføre arbeidet trenger du følgende verktøy:
- fluks;
- en kniv designet for å fjerne isolasjonsmateriale;
- loddetinn;
- sidekutter;
- loddejern;
- tang eller tang;
- sandpapir.
Uten å først forberede alle nødvendige verktøy og forbruksvarer, kan du ikke begynne å jobbe.
Loddetråder
Tinning og lodding av kabler i koblingsboksen utføres i flere trinn.
- Fjerne det isolerende laget.
- Fjern ledningene til metallets karakteristiske glans vises.
- Service.
- Vri.
- Lodding.
- Isolering.
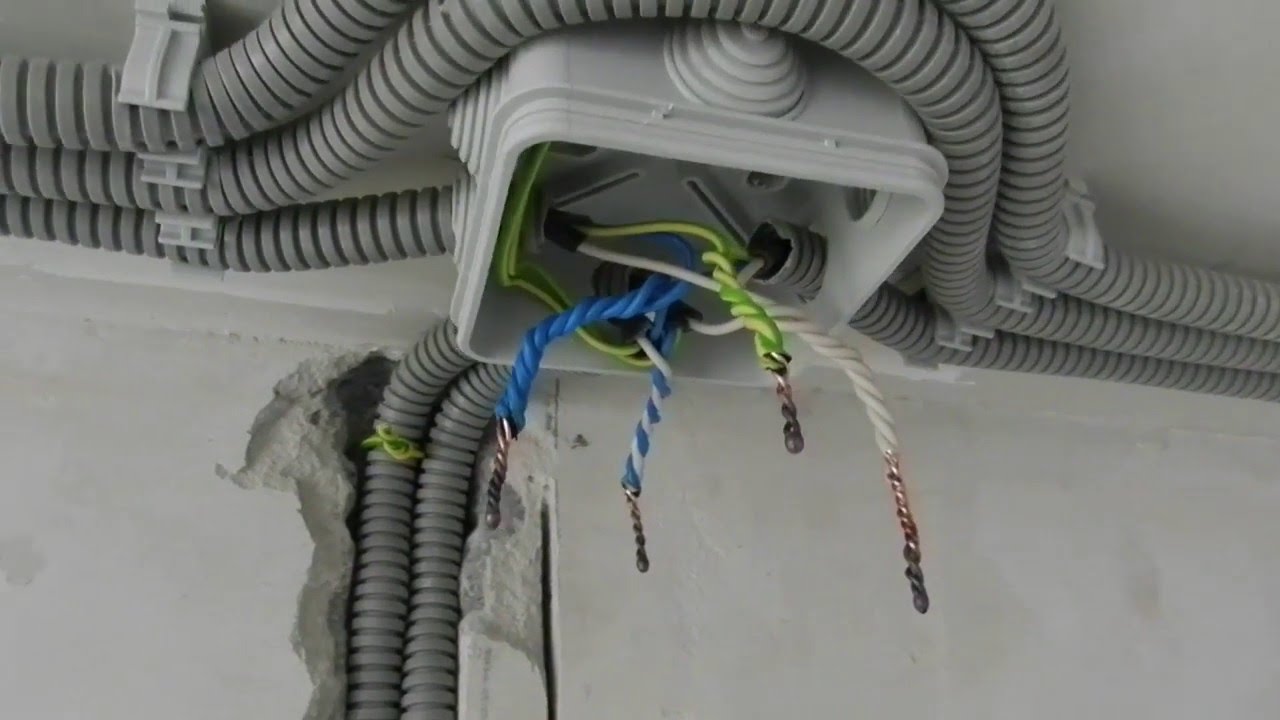
Før du fortsetter med tilkoblingen av de ledende kjernene, må du analysere hvor mye lengde som kreves. Klipp ledningene slik at endene er plassert utenfor koblingsboksen ved lodding. På slutten av arbeidet legges de på ønsket måte.
Lodding av ledninger i koblingsboksen er forbudt i tetthet. Aksjen i dette tilfellet er også upassende.
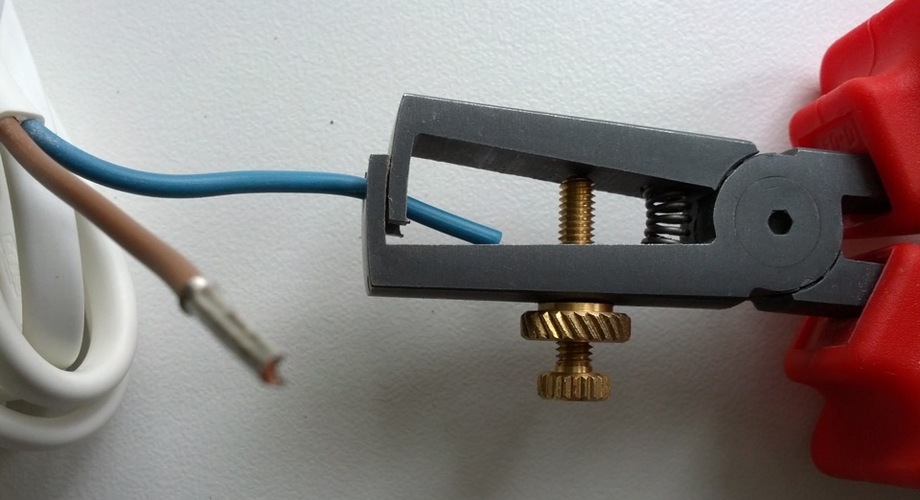
For å fjerne isolasjonslaget brukes et spesialverktøy - en stripper eller en skarp kniv. Når du arbeider med en skarp kniv, skal bevegelsene ligne på å barbere av en blyant. Det er forbudt å kutte isolasjonslaget med tang eller sidekutter, det er ikke tillatt å lage sirkulære kutt. Tverrgående skader vil føre til brudd i nær fremtid.
For en ledning beregnet for lodding, varierer strippingen fra 1,5 til 3 cm. Antall svinger er minst 2.
Før lodning rengjøres og fortinnes ledningene nøye slik at oksider ikke vises på overflaten av lederne, noe som forstyrrer normal ledningsevne og øker motstanden. Allerede fortinnede ledere er vridd ved hjelp av tang eller tang.
Lodding av tvinnede kobbertråder i en boks har en lignende algoritme. Vridningen skal være tett, men ikke stram, ellers kan endene på de ledende venene ganske enkelt bryte av.
Til slutt loddes de snoede ledningene med et loddejern slik at loddet dekkes med et jevnt lag på alle sider. Kvaliteten på arbeidet avhenger helt av hvor godt endene ble renset.
Valg av loddekraft

Enheten skal varme opp stedet optimalt i 1 minutt eller mer, loddens overflate på slutten av arbeidet skal være glatt, ha en jevn glans.
Loddetype
Det er et bredt utvalg av selgere, de viktigste er oppført i tabellen.
| Loddekarakter | Struktur (%) | Strekkstyrke (kg / mm) | Smeltepunkt | applikasjon |
| POS-30 | Bly - 70 Tinn - 30 | 3,2 | 266 | For lodding og tinning av deler laget av stål, kobber og legeringer derav |
| POS-40 | Bly - 60 Tinn - 40 | 3,8 | 238 | For lodding og fortinning av kontakter og deler i radioutstyr laget av galvanisert stål |
| POS-90 | Bly - 10 Tinn - 90 | 4,9 | 220 | For lodding og tinning av medisinske instrumenter og metallutstyr |
| POS-61M | Kobber - 2 Bly - 37 Tinn - 61 | 4,5 | 192 | For lodding og tinning av trykte ledere og kobbertråder |
| POS-61 (tretnik) | Bly - 39 Tinn - 61 | 4,3 | 190 | For tinning og lodding av strømførende deler av bronse, messing og kobber med forseglede sømmer |
| POSV-33 | Vismut - 33.3 Bly - 33.3 Tinn - 33.3 | — | 130 | For loddedeler av konstantan, messing og kobber med en hermetisk søm |
| POSV-50 (Alloy Rose) | Vismut - 50 Ledelse - 25 Tinn - 50 | — | 94 | For bearbeiding av deler som er utsatt for overoppheting |
| Legering d Arce | Vismut - 45.3 Bly - 45.1 Tinn - 6.9 | — | 79 | For produksjon av sikringer, tinning og lodding av deler som er utsatt for overoppheting |
| Woods legering | Kadmium - 12.5 Vismut - 50 Ledelse - 25 Tinn - 12.5 | — | 68,5 | En viktig funksjon er giftig. Designet for produksjon av sikringer, fortinning og lodding av deler som er utsatt for termiske effekter |
De tre siste klassene har lavt smeltepunkt og lav legeringsstyrke.
Beskyttelse av loddepunktet mot oksidasjon

En fluks brukes til å beskytte loddepunktet mot oksidasjon av oksygen. Når du arbeider med kobber, er de mest brukte:
- Kolofonium, den inneholder bare furu kolofonium.
- LTI-120 inkluderer trietanolamin (1-2%), anilin saltsyre (3-7%), etylalkohol (66-73%), kolofonium (20-25%).
- Alkoholharpiksen inneholder etylalkohol (60-70%) og kolofonium (30-40%).
Den enkleste, budsjettmessige og samtidig vanlige versjonen av fluksen er vanlig kolofonium. Den eneste vanskeligheten som kan oppstå når du arbeider med et stoff er en solid aggregeringstilstand.
Lodde- og fortinningsteknologi

Når du begynner å lodde eller tinne ledninger, er det viktig å plassere sistnevnte vannrett slik at tuppen av loddejernet berører alle sider uhindret. Noen "eksperter" anbefaler å plassere lederne vertikalt, men dette bør ikke gjøres, ettersom loddedråpene kan begynne å spre seg.
Før tinning varmes ledningene opp med et loddejern og berører parallelt oppvarmingsstedet med et stykke kolofonium til det begynner å smelte. Hvis du bruker en væskestrøm, påføres den på forhånd selv før oppvarming begynner. Etter tinning er ledningene vridd.
Loddeteknologien er litt annerledes ettersom mer lodding er nødvendig. En strøm påføres de ledende lederne og varmes opp med et loddejern til den smeltede dråpen er jevnt fordelt. Om nødvendig kan prosedyren gjentas.
Lodding med fakkel og smeltedigel

Hvis det er et stort arbeidsomfang, anbefales det å bruke smeltedigler, som er en hul metallsylinder utstyrt med et håndtak for fylling med smeltet lodde. Denne enheten kan varmes opp med en gassfakkel eller brukes som et tips på et kraftig loddejern.
Beholderen har en liten mengde smeltet lodde, mens den stivner, klarer en person å gjøre flere vendinger.
Forholdsregler
Det må utvises forsiktighet når du utfører arbeid, da det smeltede loddetinnet kan gi alvorlige forbrenninger hvis det treffer huden. Alle merker av selgere inneholder bly, hvis damp er giftig for mennesker. For å forhindre forgiftning, må du jobbe i åndedrettsvern.
Ved lodding av ledninger er det forbudt å bruke syreholdige aktive strømninger, siden de etter fullført arbeid krever fullstendig fjerning. Flussrester har en destruktiv effekt på alle materialer, spesielt lodding syre og sinkklorid er aggressive for kobber.
Generelt skal ikke arbeidet medføre problemer, det viktigste er å gjøre deg kjent med kjøringsteknologien på forhånd, forberede alle forbruksvarer og verktøy.







