Sveising av varmerør er den viktigste metoden for montering av husholdnings- og industriell kommunikasjon. Tilkoblinger av denne typen krever ikke noe vedlikehold, som limte eller gjengede skjøter, men er utsatt for konstant termisk og mekanisk belastning. Basert på dette, må du nøye velge verktøy, materialer og nøye observere sveiseteknologien. Brudd på reglene for sammenføyning av metall fører til at det oppstår sprekker og korrosjon. Hvis du planlegger å gjøre denne prosedyren selv, bør du finne ut hvilke metoder som brukes til å sveise oppvarming, samt profesjonelle teknikker for å oppnå et holdbart resultat av høy kvalitet.
Sett med verktøy og utstyr

Sveising av varmerør med elektrisk sveising begynner med den forberedende fasen:
- Forberedelse av mesteren. Det er nødvendig å utstyre arbeidsplassen på riktig måte, sikre overholdelse av sikkerhetstiltak, om nødvendig, lese instruksjonene for håndtering av utstyr og materialer. For å sveise rør med elektrisk sveising, vil det være nødvendig med beskyttelsesutstyr. Disse inkluderer en spesiell brannsikker dress (bukser, jakke, hatt med livery), maske, sko og leggings. Du må ta vare på god ventilasjon.
- Klargjøring av verktøy og materialer. Oppmerksomhet bør rettes til hver eneste liten detalj, siden det er praktisk å arbeide og kvaliteten på det endelige resultatet.
For å sveise oppvarming trenger du følgende verktøy og enheter:
- sveisemaskin med en reserveholder;
- kvern med skjære- og slipeskiver;
- metallbørste;
- sandpapir av forskjellige kornstørrelser;
- en hammer;
- lager av elektroder;
- vice;
- klemmer;
- stål eller asbest-sementplater for å beskytte vegger mot metallfall og sot;
- en presenning for å dekke gulvet.
Før sveising av rør med elektrisk sveising er det nødvendig å kontrollere at kablene, stikkontaktene og maskinene i skjoldet er i samsvar med indikatorene til det forberedte apparatet. De må være kraftige nok til å tåle de tunge belastningene som til og med husholdningsutstyr påfører.
Plastrørsveiseteknologi

Polypropylen erstatter gradvis stål, siden det har en rekke positive egenskaper til en relativt lav pris. Plastrør er designet for høyt trykk, lette, glatte innervegger og utmerket utseende. Men rørledningen vil utføre sine funksjoner effektivt hvis alle skjøtene er sterke og tette. Det bør tas i betraktning at når varmt vann passerer med en temperatur på over 110 grader, blir polymeren myk og begynner å øke i størrelse. Derfor brukes kun produkter forsterket med glassfiber eller aluminiumsfolie til installasjon av oppvarming.
Et spesielt loddejern brukes til å bli med på lenkene. Enheten er tosidig, på den ene kanten er det dyser for den eksterne, og på den andre - for intern oppvarming av de sammenføyde delene.
For å koble dem til, brukes følgende beslag:
- koblinger;
- adaptere;
- hjørner;
- tees;
- kryss;
- gjengede flenser for tilkobling til varmebatteriet.
Ved lodding av polypropylenkommunikasjon brukes diffusjonsprinsippet under påvirkning av varme.Kantene på tilstøtende lenker smelter, stoffet blander seg og danner en monolitisk forbindelse.
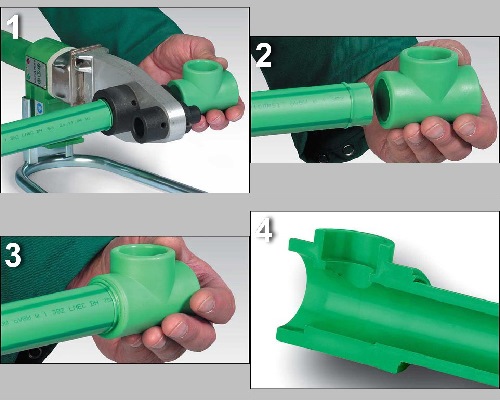
Prosessen med sveising av polymerdeler utføres i henhold til følgende metode:
- Tegne et rørskjema for varmesystemet.
- Saging av arbeidsstykker av en viss lengde. Det korrigeres for mengden nedsenking av rør i hullene på beslagene og dimensjonene til beslagene selv.
- Varm opp loddebolten til den grønne indikatoren lyser. Dette er bevis på at montering kan begynne.
- Festing av deler til enheten på grenrørene med tilsvarende diameter. De må varmes opp i samsvar med indikasjonene på bordet som utstyret er ferdig med.
- Rør og monteringstilkobling. Dette gjøres strengt i en retning, til den indre delen hviler mot låseklaffen i beslaget. Du kan ikke rotere produktene, flytte dem frem og tilbake. Korreksjon for skjøtevinkelen er tillatt.
- Kjøling. Det er nødvendig å holde skjøten i en statisk posisjon så lenge som foreskrevet i instruksjonene for enheten. Først da kan forsamlingen fortsette.
I motsetning til metallrør, trenger polymerrør støtte for vertikale og horisontale ruller. Hver 100-150 cm festes de på veggene med avstandsklemmer av plast. Etter montering trenger ikke polypropylenkommunikasjon ytterligere etterbehandling og påfølgende vedlikehold.
Metallrørsveiseteknologi

For at forbindelsen skal være sterk og tett, er det nødvendig å klargjøre systemdelene før installasjon. Det er nødvendig å kontrollere kantens jevnhet, avfase og male metall i en avstand på 10 mm fra kuttet. Etter det må du behandle de rengjørte stedene med et løsemiddel for å avfette dem.
For å sveise rør for forskjellige formål brukes elektroder med følgende beleggssammensetning:
- rutilsyre (RA) - for installasjon av kaldt og varmtvannsforsyning i offentlig sektor;
- rutil (RR) - for montering av varmesystemer som opererer under høyt trykk;
- rutilcellulose (RC) - brukes i strukturer som krever høy pålitelighet av leddene;
- universal (B) - for montering av alle typer rørledninger i boligsektoren og i produksjon.

Du kan lage metallrør ved å bruke følgende teknologier:
- Elektrisk sveising. Det utføres manuelt eller ved bruk av en maskin. Operasjonsprinsippet er basert på opprettelsen av en elektronisk lysbue som oppstår under kortslutning. Denne prosessen er ledsaget av frigjøring av en stor mengde varme, noe som får metallet til å smelte. Forbrukselektroder eller ikke-forbrukselektroder brukes til å lage en søm.
- Gass sveising. Rørsamlingene smelter under påvirkning av den brennende gassen, samtidig med at et metall påføres det, som fungerer som en kobling. Det dannes en monolitisk skjøt som har en homogen struktur med tilstøtende deler.
- Kaldsveising. Denne metoden brukes når du installerer lavtrykksrørledninger eller reparerer dem på vanskelig tilgjengelige steder. Essensen av metoden består i å pakke et bandasje impregnert med et hurtigherdende lim rundt bankingen.
Valget av alternativet er riktig hvis det tilsvarer egenskapene til systemet og kjølemiddelets egenskaper.
Klassifisering av sveiser

Skjøten kan sveises på forskjellige måter basert på designfunksjonene og tykkelsen på metallet som behandles.
Det er en slik klassifisering av sveiser:
- I utseende er de flate (normale), svekkede (konkav) og forsterkede (konvekse).
- Etter lengde - solid (kontinuerlig, lukket), diskontinuerlig (prikker, segmenter). Når det gjelder lengde, er sømmene delt inn i korte (opptil 25 cm), middels (26-100 cm) og lange (mer enn 101 cm).
- Ved utførelse - horisontal (på vertikale seksjoner), vertikal (på horisontale bjelker), tak (når skjøten er laget nedenfra), bunn (elektrode på toppen av sømmen).
- I henhold til den effektive kraften - flanke (langs aksen), frontal (over aksen), skrå (på tvers), kombinert (kombinasjon av typer).
- Etter antall lag og passeringer - enkeltlag (ett pass) og flerlag (flere pass).
Med riktig installasjon av varmesystemet kan alle de listede sømmene utføres. Om nødvendig utføres også sveising på innsiden av rørene.
Hovedtyper av sveisede skjøter
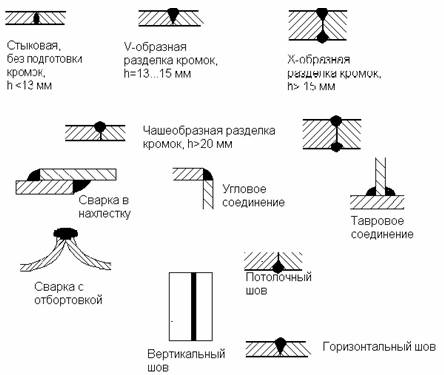
I henhold til plassering i rommet er sømmene delt inn i følgende typer:
- vinkel - delene er i en vinkel;
- T-formet - tilkobling av enden og siden av elementene;
- rumpe - rør er koblet i ett plan;
- overlappende deler er lagt på hverandre;
- ende - tilstøtende sideflatene til fragmentene.
I løpet av arbeidet velger mesteren det mest praktiske for seg selv og tilsvarer metoden for tekniske forhold for sveising av deler.