Stokkene behandles på fresemaskiner for å gi en spesiell profil og få samme diameter i hele lengden. Riller er kuttet ut i produktet for enkel installasjon og låsing av skjøter. En avrundet tømmerstokk er laget med stor presisjon, så det er praktisk talt ingen hull når du monterer et tømmerhus. Materialet tilhører kategorien av billige produkter som ikke trenger å forberedes i tillegg for installasjon på byggeplassen.
- Hva er en avrundet stokk
- Forskjell fra hakket
- applikasjoner
- Funksjoner ved produksjon av avrundede tømmerstokker
- Klassisk metode
- Gjennomgangsmetode
- Posisjonsmetode
- Limt tømmerstokk
- Utstyr for produksjon av
- Produksjonsteknologi
- Sortering og klargjøring av materiale
- Tørking
- Sylindring
- Trimming og skjæring
- Behandling med beskyttende forbindelser
- Avsluttende hendelser
- Varianter av byggemateriale
- Groove type
- Treslag
- Dimensjoner (rediger)
- Hvordan velge en logg for konstruksjon
- Funksjoner av priser
Hva er en avrundet stokk

Funksjoner ved bruk materiale:
- settet bestilles fra fabrikken, mens elementene har en lengde i henhold til husets utforming, er sporene laget med stor nøyaktighet;
- denne konstruksjonen reduserer arbeidskostnadene på byggeplassen.
En rent ferdig overflate antyder avvisning av utvendig kledning med andre materialer... Tømmerhuset behandles med lakk, glassmaling for kun å understreke treets tekstur.
Hjemme gradvis krympe i mengden 8 - 10% fra de første indikatorene, slik at bygningen kan utnyttes fullt ut etter 1 - 1,5 år etter bygging. Det kan oppstå sprekker i endene på dette tidspunktet, så det anbefales ikke å varme opp huset i krympeperioden.
Forskjell fra hakket

Fra slikt materiale det er vanskelig å bygge en perfekt vegg i sammenligning med et tømmerhus laget av avrundede tømmerstokker. Langsgående spor blir også kuttet ut manuelt, derfor er det bare håndverkere som har lov til å bygge et hus av hakkede elementer.
Forskjeller mellom materialer:
- håndskårne stammer har forskjellige diametre langs lengden og en ujevn overflate;
- byggetiden fra hakkede tømmerstokker øker på grunn av behovet for å passe hvert element.
Etter bygging sømmer ute og inne må tettes, for å fjerne hull. Begge materialene krever behandling med antiseptiske midler, brannhemmende midler for å øke motstanden mot negative faktorer.

applikasjoner

Andre bruksområder:
- tømmervegger av bad og badstue er reist fra bartrær;
- vedlegg til boliger, for eksempel lukkede og åpne verandaer, gåterrasser;
- en massiv tømmerveranda ser vakker ut;
- lysthus og skur bygges i hagen;
- innhegninger for gange blir bygget for kjæledyr.




Fra avrundede tømmerstokker bygger de sterke gjerder med en original inngangsgruppe, lager elementer av en lekeplass (hus, festninger, broer, sandkassevegger).



Funksjoner ved produksjon av avrundede tømmerstokker
Produksjonsteknologi er enkel, men krever spesialutstyr i formen en spesiell maskinlinje for behandling av fallne trestammer.
Hoved produksjonsmetoder:
- den klassiske måten;
- kontrollpunkt;
- posisjonell;
- liming av tømmerstokker fra enkeltelementer.
Hver teknikk har visse fordeler og ulemper fremfor andre, metodene er forskjellige i produktivitet, arbeidskvalitet.
Klassisk metode

Behandlingsprosess:
- Tønnen er festet i sentrene i endene, så er den sylindrisk.
- Knivene beveger seg langs stokken, kantens ressurs øker på grunn av spenningsavlastning fra etterbehandlingsbladet på grunn av belastningen på grovbladet, og kvaliteten på sylindringen øker.
- Det resulterende produktet er polert, impregnert med en beskyttende forbindelse mot betennelse og mugg.
Den klassiske metoden er derfor mer arbeidskrevende produktene er dyrere... Forsiktig håndtering reduserer sannsynligheten for størrelsesløp.
Gjennomgangsmetode

Funksjoner av teknikken:
- få lave priser på produkter av lav kvalitet;
- kontinuerlig mating av koffert er tillatt;
- lengden på arbeidsstykkene er ikke begrenset, men stokkene skal ikke falle i rommet mellom rullene;
- høy ytelse.
Utstyret brukes også til produksjon av kantet tømmer, stenger, fôr, brett, lameller. Ulempen er at du må velge ganske glatte kofferter, eller kutt halvfabrikata i produkter med en lengde på 2 m.
Posisjonsmetode

Funksjoner av metoden:
- lavere produktivitet sammenlignet med kontinuerlig metode;
- tid er bortkastet på å konfigurere maskinen på nytt etter diameteren på stokkene;
- behovet for dyktige operatører for å forbedre kvaliteten på behandlingen.
Det er mulig å bruke to freseenheter samtidig for å samtidig få et grovt og et sluttpass. Lengden på arbeidsemnene avhenger av størrelsen på utstyret.
Limt tømmerstokk

Produksjonsstadier:
- kutte tømmerstokker i brett;
- tørking til et fuktighetsinnhold på ikke mer enn 12 - 15%;
- sammenføyning av lameller med høy styrke lim med alternerende fiberretninger i påfølgende lag.
Produktene samles inn fra solide brett eller skjøtes langs lengden... Produktene veksler mellom to tresorter for å forbedre ytelsen.
Limte stokker er preget av mindre fuktighet, de knekker praktisk talt ikke etter å ha blitt lagt i en ramme. Nedgangen i antall sprekker forklares med lavere indre spenning i små deler, sammenlignet med en hel massiv stokk.
Utstyr for produksjon av
Produksjonslinjer kan være helautomatisertnår maskinen mater og laster arbeidsemnene. I Halvautomatisk I varianten vurderes mekanisering innen arbeidssyklusen, deretter brukes manuelt arbeid ved hjelp av gaffeltrucker og elbiler.
Typer maskiner:
- snu og fresing (posisjonsmetode);
- gjennomløpsenheter;
- sentrerings- og utbredelsesmekanismer;
- utstyr for skjæring av kopper, sporing;
- trimminginstallasjoner.
Kvaliteten på avrunding av stokker avhenger på graden av sliping og typen kutteelement på maskinen, som er roterende, kantete, fresende.
Produksjonsteknologi
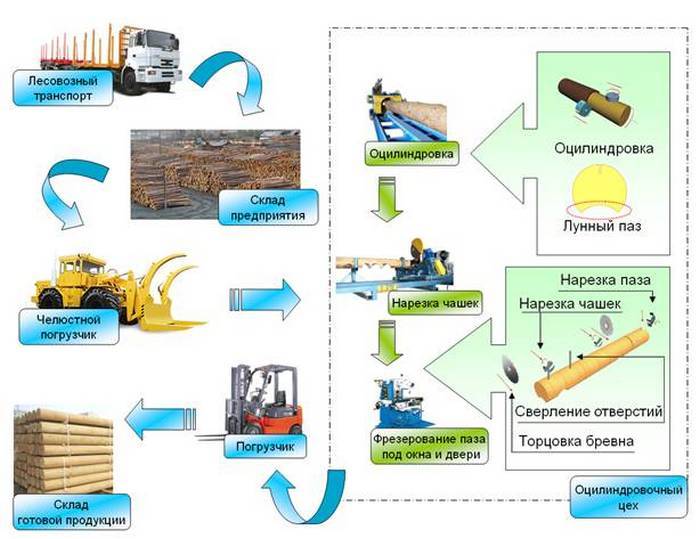
Teknologien inkluderer trinnene:
- tørking av råvarer;
- direkte sylindrisk;
- skjæring og vending;
- impregnering med beskyttelsesmidler;
- produktkvalitetskontroll, merking i henhold til prosjektet, lagring, emballasje for utsendelse.
Produktene oppnådd på automatiske linjer kjennetegnes av en lavere kostnad enn ved bruk av en andel manuelt arbeid.
Sortering og klargjøring av materiale

Produksjon inkluderer foreløpig sortering av avfalt koffert, beskjæring... Råvarer velges slik at innledende radius øverst i stokken overskredet med 20 mm lignende størrelsen på mottatte produkter... Dimensjoner er tatt i henhold til kundens spesifikasjoner for bygging av et hus, oftere brukes gran og furu.
Hvis posisjonsmetoden brukes, blir loggene sortert og av arbeidsstykkets homogenitet når det gjelder diameterå behandle batchen uten å konfigurere maskinen på nytt, noe som vil ta tid.
Den automatiserte sorteringslinjen er representert med en tanntransportør med en skannemålemekanisme og flere "lommer", der stasjonene dumper råvarer med ensartede egenskaper.
Tørking
Fuktighet reduseres jevnt i de ytre og indre lagene. Dette blir tatt hensyn til, siden de ytre delene gir mer vann, og de indre er forsinket, noe som fører til at det oppstår sprekker.
Tørking skjer på to måter:
- under naturlige forhold på et kjølig sted under tak (baldakin);
- i tørkerom.

Fjerning av kunstig fuktighet skjer i et vakuum, infrarødt, elektrisk kammer.
Sylindring
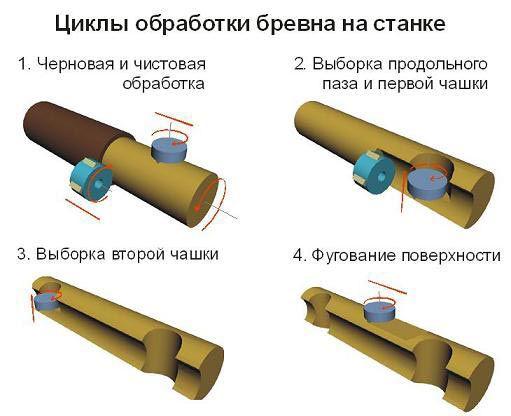
Operasjons prosedyre:
- lage sylindring i henhold til en strengt spesifisert diameter;
- etter dannelsen av månesporet, utfør kompensasjonskuttet.
Avlastningspassasjen avlaster spenningen til trefibrene under belastning, slik at det ikke vises nye sprekker på produktet etter installasjon og krymping. Skjæringen er laget langs stokken i form av et jevnt spor med en bredde på 8-10 mm, dens dybde er ¼ av bredden. Ved lagring plasseres tømmerstokken med et spor på toppen slik at neste element lukker kuttet på toppen og beskytter den mot inntrenging av vann.
Trimming og skjæring

Avrundede tømmerstokker kuttet i lengder... Optimalisering av produkter foregår for å velge områder uten chips, store sprekker og fallende knuter. Korte brikker blir sammenføyd i deler av ønsket lengde ved å spleise, for eksempel ved å bruke en mini-tenon-metode.
Trimming utføres på to måter:
- Automatisk;
- manuelt.
I det første tilfellet oppdager skanneren 4 sider av matet materiale, og flytter det deretter til gjæringsmaskinen. På slutten av linjen fordeler dumpere arbeidsstykkene langs lengden. Med den manuelle metoden identifiserer arbeideren de defekte flekkene og markerer med fluorescerende kritt. Maskinen leser merket og kutter på dette punktet.
Behandling med beskyttende forbindelser

Påfør behandling med:
- antiseptiske midler - fra råte, mugg, sopp, insekter;
- brannhemmere - for å redusere tenningsgraden.
De bruker allergivennlige, miljøvennlige stoffer slik at veggene i huset ikke avgir giftige komponenter i det omkringliggende rommet.
Avsluttende hendelser

Ferdige produkter passerer teknisk kontroll. I prosessen blir dimensjonsnøyaktigheten sjekket, med tanke på toleransene. Eksperter merker hver logg langs enden for å indikere sin plass i designtegningen, hvor de tilsvarende merkene også er plassert.
Oppbevar tømmer stablet på forskjellige måter:
- stramt;
- rader;
- i bunter;
- pakker.
Avhengig av metoden brukes forskjellige avstandsstykker for å sikre ensartethet lastfordeling og ventilasjon.
Transport til kunden i samsvar med sikkerhetstiltak og materialets sikkerhet, for dette er det et spesielt langt kjøretøy.

Varianter av byggemateriale
Essensen av byggingen av et trehus ligger i konstruksjonen av et tømmerhus. Hvis endene passer godt, vil det ikke være hull, hull, derfor øker beskyttelsen mot kulde og blåser.
Endene på stokkene sammenføyes på følgende måter:
- "I skålen" og "i obloen" (med resten);
- "I tannen" og "i poten" (ingen rester).

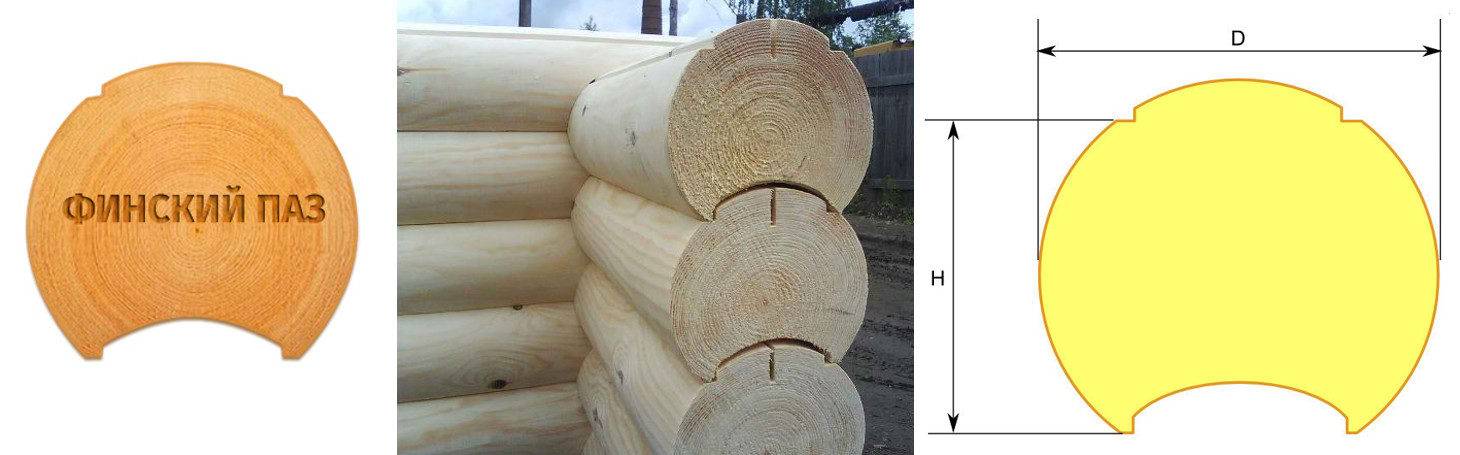
I avrundet tømmer brukes bearbeiding med et måne- og finsk spor.
Groove type
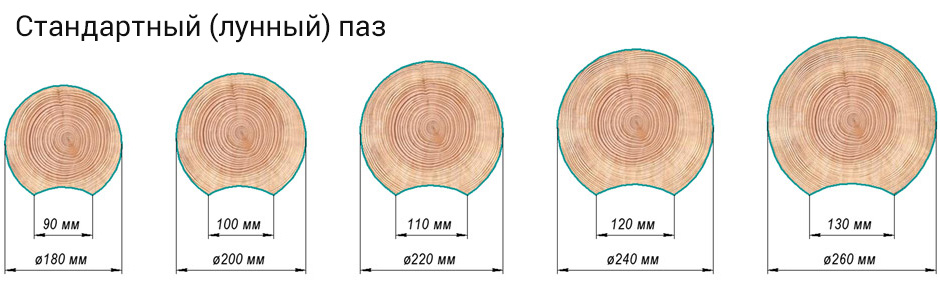
Månespor brukes til å tett installere loggene til hverandre under installasjonen. Elementene er montert med en buntisolasjon eller mineralull. Et slikt spor ser ut som et langsgående kutt, hvor seksjonen ligner en halvcirkel.
Størrelser på tømmerstokker med en måneprofil:
- En stokkdiameter på 180 mm antar en sporbredde på 95 mm;
- 200 mm - henholdsvis 105 mm;
- 220 mm - 116 mm;
- 260 mm - 137 mm;
- 300 mm - 158 mm.
Finsk spor skiller seg ut i en mer kompleks form, siden den brukes til et monteringsskjema med et spor og en møne. Det er hull i seksjonen - dette er utsparinger for å øke varmeisolasjonen til forankringsstedene. Den finske sporet minimerer sprekker og krever ikke tetting.
Treslag

Kjennetegn ved bergartene for sylindriske tømmerstokker:
- Furu - hardere enn gran, med bedre styrkeegenskaper;
- gran - mykt og varmt tre, lettere å håndtere med verktøy;
- lerk - tre med naturlige fuktighetsisolerende egenskaper, holdbart;
- seder - sjelden brukt på grunn av økte trekostnader.
Lerk er dobbelt så dyrt som furu og gran.
Dimensjoner (rediger)

Valget avhenger av bruksstedet:
- bad, dachaer, uthus - 160 - 180 mm (sør for Russland);
- sommerboliger, garasjer, lysthus - 200 - 220 mm (europeisk del);
- permanente boliger i Vest-Sibir - 240 - 320 mm (med isolert loft).
Hvordan velge en logg for konstruksjon

Det foretrekkes firmaer som samtidig frigjøre materiale og utføre konstruksjon... De er ansvarlige for kvaliteten på loggene. Bedre før du bestiller finne ut om stedet for utvinning av råvarer, lagringsforhold og levering.
Skille utad kvalitet basert på:
- materiale i mørkegule og gule farger;
- ingen ormehull, harpikslommer, mekaniske defekter;
- noen få små knuter er tillatt;
- kuttene er jevne, koffertene er ikke vridd;
- alle arbeidsstykkene har samme radius og lengde.
Når du godtar logger fra leverandøren, sjekk tilstedeværelse av merking i samsvar med prosjektet, ellers vil installasjonen være vanskelig.
Funksjoner av priser

Prisen på tømmer per kubikkmeter avhenger av diameteren. Omtrent: 180 - 190 mm - 7500 rubler, 220 - 230 mm - 7800 rubler, 260 mm - 8 000 rubler, 300 mm - 9 500 rubler, 320 mm - 11 000 rubler.
Prisendringer basert på faktorer:
- tilstedeværelsen av et diagonalt spor
- type emballasje (film, pall, tape);
- lage hull for installasjon av pinner;
- freseplass for vindus- og dørlister;
- fresing av utsparinger for montering av vindus- og dørfyllinger;
- impregnering med beskyttelsesmidler.
Den endelige kostnaden påvirkes av leveringspris... Hvis konstruksjonen utføres i steppregionene, vil levering øke kostnadene for materialet betydelig.