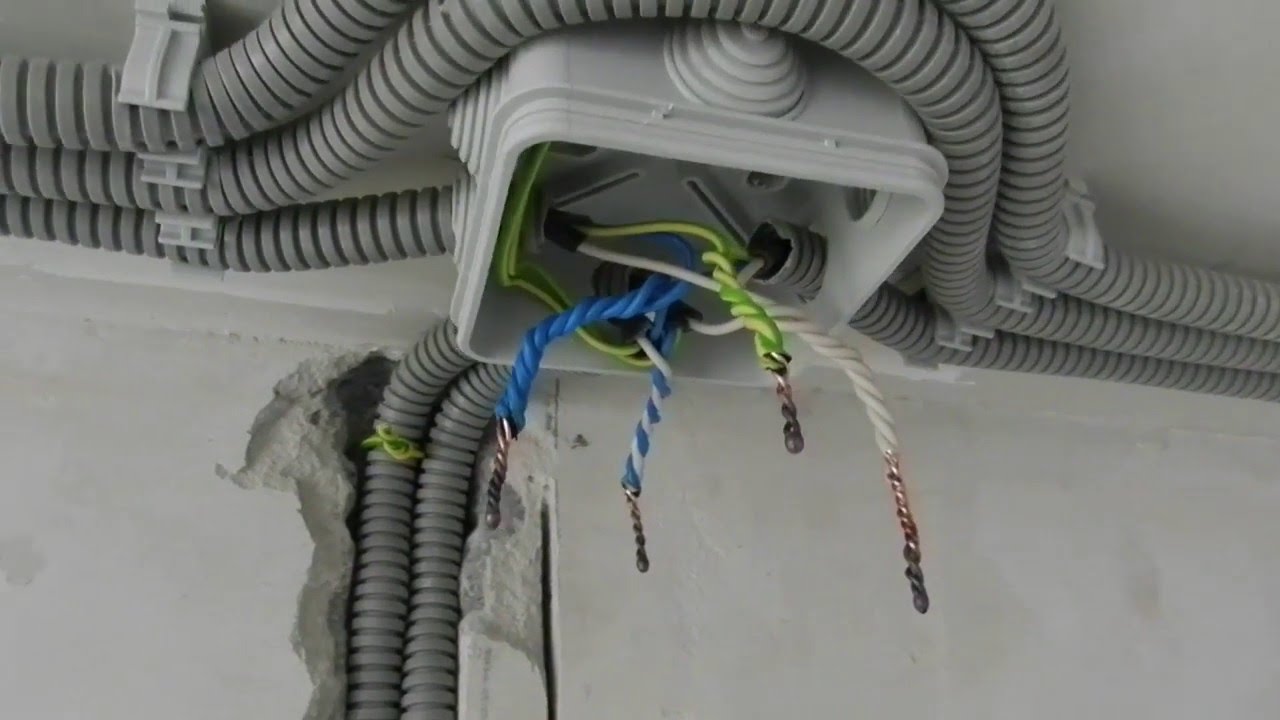
Bez wyjątku wszystkie schematy okablowania przewidują rozgałęzienie i połączenie kabli i przewodów. W tym celu należy dodatkowo zainstalować skrzynkę przyłączeniową wykonaną z materiałów metalowych lub polimerowych. Jednak nie wystarczy zainstalować konstrukcję, ważne jest, aby znać technologię skręcania drutu lutowniczego w skrzynce przyłączeniowej.
Do czego służą puszki połączeniowe?
Konieczność zastosowania skrzynek przyłączeniowych nie powinna budzić wątpliwości. Aby się tego upewnić, powinieneś przeczytać ostrzeżenia specjalistów:
- Zaniedbanie instalacji konstrukcji stanowi naruszenie zasad określonych w dokumentach regulacyjnych.
- Zgodność z bezpieczeństwem przeciwpożarowym. Dzięki RK prawdopodobieństwo zwarć i pożaru jest znacznie zmniejszone, ze względu na szczelność konstrukcji.
- Instalacja urządzenia zajmie dużo czasu, ale w przyszłości znacznie łatwiej będzie modernizować, konserwować, naprawiać i budować przewody. Na przykład, jeśli musisz zainstalować dodatkowe gniazdko lub przełącznik, niezbędne przewody można usunąć ze skrzynki przyłączeniowej.
Zasadniczo wymagana jest instalacja skrzynki przyłączeniowej. Technologia instalacji jest prosta, złożoność może pojawić się podczas podłączania przewodów.
Ogólne zasady komutacji
Wykonanie metody lutowniczej przypomina spawanie, używa się tylko zwykłej lutownicy, a nie maszyny inwertorowej z elektrodami. Przed skręceniem żyły należy ocynować. Aby to zrobić, lutownica jest podgrzewana, zanurzana w kalafonii i kilkakrotnie przenoszona po oczyszczonych obszarach z izolacji, aż pojawi się czerwonawy odcień.
Aby uzyskać jakość pracy, musisz najpierw sprawdzić końcówkę lutownicy. Ważne jest, aby utrzymać go w czystości. Jeśli powierzchnia jest nierówna, nagromadził się na niej brud, niemożliwe będzie wykonanie wysokiej jakości lutu. Brud usuwa się pilnikiem, następnie jego koniec jest ponownie cynowany.
Zalety lutowania w porównaniu z innymi metodami łączenia

Istnieje kilka sposobów łączenia przewodów w puszce przyłączeniowej, jednak tylko lutowanie i spawanie różnią się minimalną rezystancją styku i monolitycznym połączeniem. Każdy może lutować przewody w domu. Do spawania potrzebujesz doświadczenia i specjalnej spawarki.
Do wykonania pracy potrzebny będzie następujący zestaw narzędzi:
- strumień;
- nóż przeznaczony do usuwania materiału izolacyjnego;
- lutować;
- noże boczne;
- lutownica;
- szczypce lub szczypce;
- papier ścierny.
Bez uprzedniego przygotowania wszystkich niezbędnych narzędzi i materiałów eksploatacyjnych nie można rozpocząć pracy.
Druty lutownicze
Cynowanie i lutowanie kabli w puszce przyłączeniowej odbywa się w kilku etapach.
- Usunięcie warstwy izolacyjnej.
- Zdejmowanie przewodów do momentu pojawienia się charakterystycznego połysku metalu.
- Usługa.
- Pokrętny.
- Lutowanie.
- Izolacja.
Przed przystąpieniem do łączenia przewodzących rdzeni należy przeanalizować, jaka jest wymagana długość. Przetnij przewody tak, aby podczas lutowania końce znajdowały się poza puszką przyłączeniową. Pod koniec pracy układa się je w dowolny sposób.
Lutowanie przewodów w puszce połączeniowej jest zabronione w szczelności. Magazyn w tym przypadku jest również nieodpowiedni.
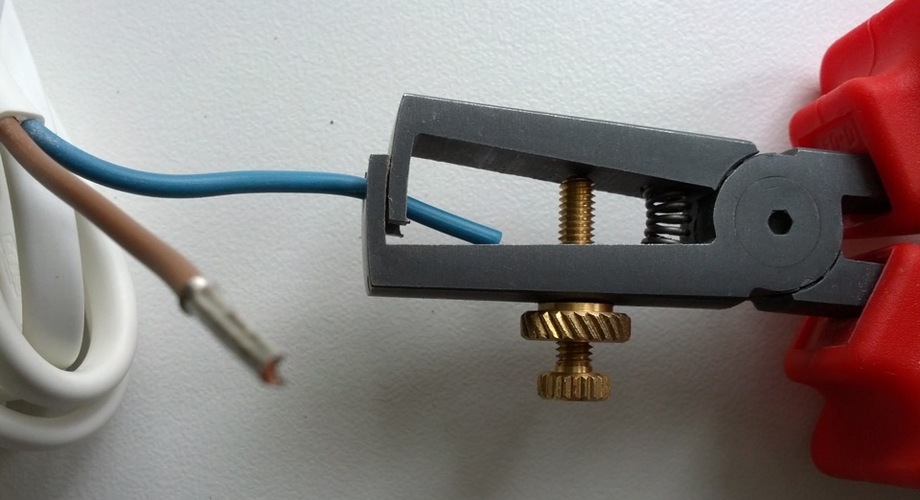
Do usunięcia warstwy izolacyjnej używa się specjalnego narzędzia - ściągacza lub ostrego noża. Podczas pracy ostrym nożem ruchy powinny przypominać golenie ołówka. Zabrania się przecinania warstwy izolacyjnej szczypcami lub obcinaczami bocznymi, nie wolno wykonywać nacięć okrężnych. Uszkodzenia poprzeczne spowodują pęknięcie w najbliższej przyszłości.
W przypadku drutu przeznaczonego do lutowania odizolowanie wynosi od 1,5-3 cm.Liczba zwojów wynosi co najmniej 2.
Przed lutowaniem przewody są dokładnie czyszczone i cynowane, aby na powierzchni przewodników nie pojawiły się tlenki, które zakłócają normalne przewodnictwo i zwiększają rezystancję. Już ocynowane przewody są skręcane za pomocą szczypiec lub szczypiec.
Podobny algorytm ma lutowanie skręconych przewodów miedzianych w puszce. Skręt powinien być ciasny, ale nie napięty, w przeciwnym razie końce żył przewodzących mogą się po prostu oderwać.
Na koniec skręcone druty są lutowane lutownicą tak, że lut pokryty jest ze wszystkich stron jednolitą warstwą. Jakość pracy zależy całkowicie od tego, jak dobrze oczyszczono końcówki.
Wybór mocy lutownicy

Urządzenie powinno optymalnie nagrzewać miejsce przez 1 minutę lub dłużej, powierzchnia lutowia pod koniec pracy powinna być gładka, mieć jednolity połysk.
Rodzaj lutowania
Istnieje szeroka gama lutów, główne z nich wymieniono w tabeli.
| Klasa lutowania | Struktura (%) | Wytrzymałość na rozciąganie (kg/mm) | Temperatura topnienia | Podanie |
| POZ-30 | Ołów - 70 Cyna - 30 | 3,2 | 266 | Do lutowania i cynowania części wykonanych ze stali, miedzi i ich stopów |
| POS-40 | Ołów - 60 Cyna - 40 | 3,8 | 238 | Do lutowania i cynowania styków i części w urządzeniach radiowych wykonanych ze stali ocynkowanej |
| POS-90 | Ołów - 10 Cyna - 90 | 4,9 | 220 | Do lutowania i cynowania instrumentów medycznych i przyborów metalowych |
| POS-61M | Miedź - 2 Ołów - 37 Cyna - 61 | 4,5 | 192 | Do lutowania i cynowania przewodów drukowanych i drutów miedzianych |
| POS-61 (tretnik) | Ołów - 39 Cyna - 61 | 4,3 | 190 | Do cynowania i lutowania części pod napięciem z brązu, mosiądzu i miedzi z uszczelnionymi szwami |
| POW-33 | Bizmut - 33,3 Ołów - 33,3 Cyna - 33,3 | — | 130 | Do lutowania części wykonanych z konstantanu, mosiądzu i miedzi ze szwem hermetycznym |
| POSV-50 (Róża ze stopu) | Bizmut - 50 Ołów - 25 Cyna - 50 | — | 94 | Do obróbki części podatnych na przegrzanie |
| Stop d Arce | Bizmut - 45,3 Ołów - 45,1 Cyna - 6,9 | — | 79 | Do produkcji bezpieczników, cynowania i lutowania części podatnych na przegrzanie |
| Stop drewna | Kadm - 12,5 Bizmut - 50 Ołów - 25 Cyna - 12,5 | — | 68,5 | Ważną cechą jest toksyczna. Przeznaczony do produkcji bezpieczników, cynowania i lutowania części podatnych na oddziaływanie termiczne |
Ostatnie trzy gatunki mają niską temperaturę topnienia i niską wytrzymałość stopu.
Ochrona miejsca lutowania przed utlenianiem

Topnik służy do ochrony punktu lutowania przed utlenianiem przez tlen. Podczas pracy z miedzią najczęściej używane są:
- Kalafonia, zawiera tylko kalafonię sosnową.
- LTI-120 zawiera trietanoloaminę (1-2%), kwas chlorowodorowy aniliny (3-7%), alkohol etylowy (66-73%), kalafonię (20-25%).
- Kalafonia alkoholowa zawiera alkohol etylowy (60-70%) i kalafonię (30-40%).
Najprostszą, budżetową i jednocześnie powszechną wersją topnika jest zwykła kalafonia. Jedyną trudnością, jaka może się pojawić podczas pracy z substancją, jest stały stan skupienia.
Technologia lutowania i cynowania

Rozpoczynając lutowanie lub cynowanie drutów, ważne jest, aby umieścić je poziomo, tak aby końcówka lutownicy dotykała wszystkich boków bez przeszkód. Niektórzy „eksperci” zalecają umieszczanie przewodów pionowo, ale nie należy tego robić, ponieważ krople lutowia mogą zacząć się rozprzestrzeniać.
Przed cynowaniem druty są podgrzewane lutownicą i równolegle dotykają miejsca ogrzewania kawałkiem kalafonii, aż zacznie się topić. Jeśli używany jest płynny topnik, nakłada się go wcześniej, jeszcze przed rozpoczęciem ogrzewania. Po cynowaniu druty są skręcone.
Technologia lutowania jest nieco inna, ponieważ wymagane jest więcej lutu. Topnik jest nakładany na przewodniki przewodzące i ogrzewany lutownicą, aż stopiona kropla zostanie równomiernie rozprowadzona. W razie potrzeby procedurę można powtórzyć.
Lutowanie z palnikiem i tyglem

W przypadku dużego zakresu prac wskazane jest użycie tygli, które są wydrążonym metalowym cylindrem wyposażonym w uchwyt do napełniania roztopionym lutowiem. To urządzenie może być ogrzewane palnikiem gazowym lub używane jako grot na mocnej lutownicy.
Pojemnik zawiera niewielką ilość stopionego lutowia, podczas gdy twardnieje, człowiekowi udaje się wykonać kilka skrętów.
Środki ostrożności
Należy zachować ostrożność podczas wykonywania pracy, ponieważ stopiony lut może spowodować poważne oparzenia, jeśli uderzy w skórę. Wszystkie marki lutów zawierają ołów, którego opary są toksyczne dla ludzi. Aby zapobiec zatruciu, musisz pracować w respiratorze.
Podczas lutowania drutów zabrania się używania aktywnych topników zawierających kwas, ponieważ po zakończeniu pracy wymagają całkowitego usunięcia. Pozostałości topnika mają destrukcyjny wpływ na wszystkie materiały, zwłaszcza kwas lutowniczy i chlorek cynku są agresywne dla miedzi.
Ogólnie rzecz biorąc, praca nie powinna powodować trudności, najważniejsze jest wcześniejsze zapoznanie się z technologią wykonania, przygotowanie wszystkich materiałów eksploatacyjnych i narzędzi.







