Nawiązanie niezawodnego kontaktu elektrycznego podczas instalacji kabla nie jest tak łatwe, jak się wydaje. Dotyczy to szczególnie drutów aluminiowych: ze względu na fizyczne właściwości metalu mogą pojawić się problemy podczas ich łączenia.
Cechy drutów aluminiowych
Zgodnie z zasadami PUE zabrania się stosowania przewodów aluminiowych podczas instalacji w pomieszczeniach mieszkalnych.
Drut aluminiowy to tanie rozwiązanie, którego cena jest o rząd wielkości niższa niż drutu miedzianego. Nie koroduje, ponieważ natychmiast pokrywa się grubą warstwą tlenku. Ma niski ciężar właściwy.
Główną wadą jest niska przewodność elektryczna aluminium. Jest to 37,9 μS × m, czyli prawie dwa razy gorzej niż miedź, która ma 59,5 μS × m. Mała giętkość przewodu uniemożliwia montaż w miejscach, gdzie jest on narażony na powtarzające się naprężenia mechaniczne.
Istnieją cztery rodzaje połączeń przewodów: zaciskanie, zaciskanie, spawanie, lutowanie. Tulejki zaciskowe i listwy zaciskowe zapewniają łatwy i szybki montaż kabli w miejscach, gdzie nie jest wymagana duża odporność mechaniczna. Lutowanie i spawanie zapewnią najbardziej trwałe i niezawodne połączenie, ale wymagają umiejętności i użycia specjalnych narzędzi.
Metoda prasowania
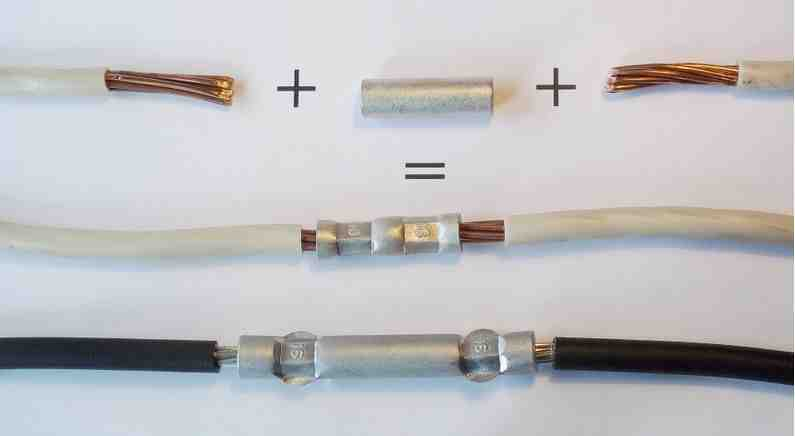
Prasowanie odbywa się za pomocą specjalnej tulei, w którą wprowadza się żyły, po czym zaciska się je specjalnym narzędziem - zaciskarką. Rękawy różnią się średnicą, długością i materiałem wykonania. Podczas instalacji kabla należy używać wyłącznie tulejek aluminiowych lub mosiężnych. Za pomocą elementów mosiężnych możliwe jest łączenie zarówno aluminium z aluminium, jak i miedzi z drutami aluminiowymi.
Przy podłączaniu przewodów aluminiowych nie wolno stosować tulejek zawierających miedź. Te dwa metale tworzą parę galwaniczną, co prowadzi do przyspieszonego niszczenia aluminium.
Do łączenia przewodów o różnych przekrojach stosuje się specjalne tulejki o różnych średnicach otworów wlotowych.
Prawidłowy dobór średnicy tulei ochroni odcinek łańcucha przed przegrzaniem. Większa średnica da małą powierzchnię styku i wzrost rezystancji. Jeżeli przekrój tulei jest mniejszy, konieczne jest zmniejszenie przekroju rdzenia, co również negatywnie wpłynie na właściwości przewodzące.
Metoda kompresji

Podczas prowadzenia kabla w puszce przyłączeniowej przypadkowy kontakt sąsiednich przewodów jest wysoce niepożądany. Do tego celu służą listwy zaciskowe.
Zacisk to izolowana tuleja, do której wkładane są przewody. Wewnątrz do mocowania służy śruba lub sprężyna.
Jeśli przewidziany jest montaż przewodu linkowego, przed zainstalowaniem go w zacisku należy go zacisnąć specjalną tuleją, co poprawi kontakt i zmniejszy prawdopodobieństwo zakleszczenia.
Stosując zaciski z połączeniem śrubowym należy wyraźnie kontrolować siłę docisku, aby uniknąć przecięcia rdzenia śrubą i późniejszego jego zniszczenia. Bloki zaciskowe Wago są pozbawione tej wady. W nich mechanizmem mocowania rdzenia jest mosiężna płytka i sprężyna. Zastosowanie mosiądzu w kompozycji umożliwia bezpieczne łączenie kabli z różnych metali.
Metoda spawania

Spawanie zapewnia najlepszy kontakt elektryczny. Dzięki jednorodności powstałego połączenia nie ma problemu zwiększonej rezystancji odcinka obwodu.
Zastosowano spawarkę o mocy wyjściowej do 1 kW i regulowanym napięciu w zakresie 14-20 V.Spawanie uważa się za udane, jeśli na końcu skręcenia powstaje kropla o średnicy w przybliżeniu równej skręceniu.
Podczas spawania na końcu splotki są wykonywane przewodem węglowym. Czas ekspozycji nie powinien przekraczać 2 sekund.
Istnieje możliwość spawania gazowego drutów. W atmosferze gazu obojętnego przestaje tworzyć się film tlenkowy, co znacznie ułatwia proces, ale wymagana jest specjalistyczna wiedza i sprzęt.
Metoda lutowania

Przed cynowaniem powierzchni usunąć warstwę tlenku. Można to zrobić mechanicznie, na przykład papierem ściernym lub pędzlem z metalowym włosiem, lub za pomocą specjalnej substancji chemicznej - topnika. Jest to biały proszek, który rozpuszcza się w wodzie, po czym nakłada się go na końce ocynowanych żył.
Utlenianie aluminium w powietrzu następuje w ciągu kilku sekund, więc nie będzie możliwe usunięcie tlenków samym działaniem mechanicznym. Zaleca się łączenie stosowania topnika i czyszczenia powierzchni.
Jeśli lutowane są dwa rdzenie, wystarczy lutownica o mocy 60 W. W przypadku drutów o dużym przekroju i przy lutowaniu skrętek linkowych potrzebna będzie lutownica o mocy 150 watów lub większej.
Cyna w lutowiu musi wynosić co najmniej 50%. Możesz wziąć lut o zawartości 60-90%.
Stopniowe lutowanie aluminium:
- Odtłuścić powierzchnię. Benzyna, alkohol wystarczy. To rozrzedzi warstwę tlenku.
- Zamocuj przewody w wymaganej pozycji.
- Zastosuj topnik. Upewnij się, że zaczepił się o złącze kabli.
- Rozgrzej skręt za pomocą lutownicy lub palnika gazowego. W tym drugim przypadku należy uważać, ponieważ metal szybko się nagrzewa i może się stopić.
- Majstrować przy skrzyżowaniu. Delikatnie szlifuj lut lutownicą, aż pojawi się jednolita błyszcząca warstwa.
Odpowiednio przygotowana powierzchnia nabierze charakterystycznego metalicznego połysku. Nie należy dopuścić do pojawienia się zwiotczałych i nieocynowanych obszarów.
Lut cynowy jest podatny na korozję, dlatego gotową spoinę pokrywa się lakierem.
Przy przedłużaniu przewodów, jeśli spodziewana jest eksploatacja w trudnych warunkach, najlepiej sprawdzi się połączenie lutowane lub spawane. W życiu codziennym w przypadku kabli, które nie podlegają naprężeniom mechanicznym, odpowiednie jest zaciskanie za pomocą tulei.







