Połączenie polimerowych rur wodnych w jedną linię odbywa się na dwa sposoby: za pomocą elementów łączących (złączki) lub przez lutowanie. Ta druga opcja jest bardziej ekonomiczna - nie ma potrzeby kupowania dodatkowych części. Ale to wymaga specjalnych narzędzi. Jeśli znasz zawiłości spawania, możliwe jest prawidłowe lutowanie plastikowych rur do domowego zaopatrzenia w wodę własnymi rękami, bez udziału specjalistów. Zaoszczędzi też budżet rodzinny.
Narzędzia do wykonania pracy

Do łączenia elementów z tworzywa sztucznego i propylenu stosuje się metodę dyfuzji termicznej - stapianie po podgrzaniu specjalną lutownicą. Różni się od prostego lutownicy tym, że nie używa elektrod miedzianych, ale dysze stalowe. Są mocowane w otworach na elemencie grzejnym lutownicy. Kontrola temperatury odbywa się za pomocą termostatu umieszczonego na korpusie.
Do pracy z elementami rurowymi wykonanymi z polietylenu lub polipropylenu dodatkowo potrzebne będą:
- przyrządy pomiarowe - taśma miernicza, linijka, kwadrat, poziom;
- specjalistyczne nożyczki lub obcinak do rur;
- płyn odtłuszczający.
Dodatkowo warto przygotować drobnoziarnisty papier ścierny lub cienki pilnik. Pomogą Ci sprawić, że Twoje cięcia będą idealnie gładkie.
Środki bezpieczeństwa
Podczas pracy z lutownicą należy przestrzegać środków ostrożności. Niezastosowanie się do tego będzie miało negatywny wpływ na jakość przyczepności i może spowodować urazy i oparzenia.
Przestrzegaj następujących zasad:
- Umieść gorącą lutownicę tylko na stojaku.
- Noś rękawiczki, aby chronić ręce przed poparzeniem.
- Wykonywać prace w dobrze wentylowanym pomieszczeniu, ponieważ materiały polimerowe wydzielają szkodliwe substancje po podgrzaniu.
Końcówki są pokryte teflonem, aby uniknąć osadzania się węgla. Pod koniec każdego procesu spawania pozostały polimer należy usunąć drewnianą szpachelką. Nie wolno czyścić chłodzonych dysz, gdyż może to uszkodzić powłokę i złamać lutownicę.
Cechy lutowania rur wodnych

Przed rozpoczęciem pracy musisz wybrać odpowiednią technologię. Do połączenia wykorzystywane są trzy metody lutowania:
- Sprzęganie. W takim przypadku stosuje się złącza, które są wstawiane między przylegające części. Osobliwością procesu jest to, że podgrzewane są tylko same elementy łączące. Zwykle metodę stosuje się do rur o małych i średnich przekrojach.
- Kształt dzwonu. Stosowane są dysze o różnych średnicach. Końce części są przycinane pod kątem 90 stopni i czyszczone, a następnie wkładane do dyszy odpowiedniej sekcji. Podczas lutowania końce dwóch elementów są podgrzewane, topione i łączone. Po zadokowaniu części nie wolno obracać.
- Butykowa. Jednocześnie końce dwóch segmentów są spawane wzdłuż całej płaszczyzny. Służy do łączenia dużych rur - o średnicy powyżej 5 cm i grubości ścianki 0,4 cm.
Jeśli potrzebujesz przylutować wzmocnione rury, będziesz potrzebować specjalnego narzędzia - golarki. Konieczne jest oczyszczenie rury z aluminium, która jest ukryta pod górną powłoką polimerową. Ponadto rury są spawane zgodnie ze standardową metodą.
Czasami na odcinku rurociągu wymagane są części gwintowane. Ten łącznik można przylutować do odpowiedniego złącza rurowego.Prace spawalnicze na rurach należy wykonywać tylko w dodatnich temperaturach otoczenia.
Kolejność procesu zgrzewania
Najpierw musisz samemu przygotować rury. Dzieli się je na kawałki o wymaganej wielkości, końce wyrównuje się i poleruje, spoiny przeciera się płynem odtłuszczającym.
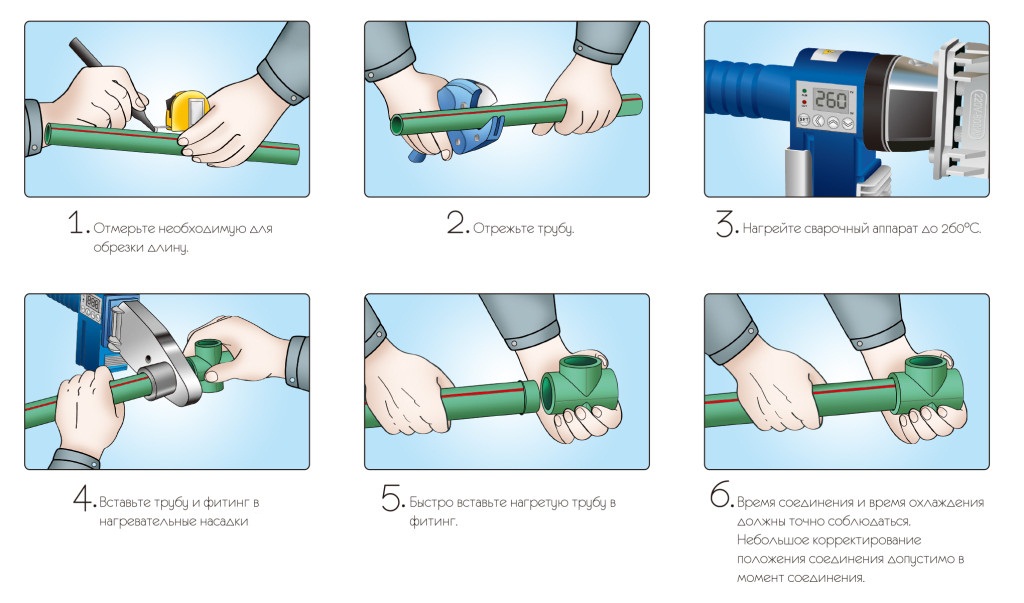
Za pomocą termostatu wybiera się wymagane ogrzewanie, biorąc pod uwagę różnicę tego wskaźnika dla polimerów. Możesz wyjaśnić, które konkretnie rury lutujesz, zaznaczając na samym produkcie. W przypadku rur z polipropylenu i polichlorku winylu (PP i PVC) ogrzewanie odbywa się do 260 stopni, w przypadku rur z polietylenu (HDPE) - do 220 stopni. Ogrzewane elementy łączy się ze sobą poprzez włożenie rury w kielich, złączkę lub poprzez połączenie końców segmentów.
Czas trwania topienia po doprowadzeniu do wymaganego reżimu temperaturowego określa się w zależności od przekroju:
| Średnica produktu (mm) | Czas nagrzewania do wymaganej temperatury (sek) | Okres przylegania (s) | Czas chłodzenia (min) |
| 16 | 5 | 8 | 2 |
| 20 | 6 | 9 | 2 |
| 25 | 7 | 10 | 3 |
| 32 | 8 | 12 | 4 |
| 40 | 12 | 20 | 5 |
| 63 | 24 | 25 | 6 |
| 90 | 40 | 35 | 8 |
Po ostygnięciu złącza sprawdź poprawność wykonanej pracy. Szczelność spawanego odcinka sprawdza się przez wdmuchiwanie i przepuszczanie wody. Jeśli szew połączenia jest źle wykonany, szew jest odcinany, a spawanie jest przeprowadzane ponownie.
Lutowanie w trudno dostępnych miejscach i zakamarkach

W razie potrzeby rury można lutować pod kątem. W tym celu stosuje się specjalne złącza kątowe. Kąt służy do kontrolowania stopnia zgięcia. Kupuj produkty od jednego producenta, zapewni to wysoką przyczepność łączonych elementów.
Spawanie w trudno dostępnych miejscach jest trudne dla laika. Podczas pracy pod sufitem lutownicę należy zawiesić na haczyku. Czasami konieczna jest wymiana części w już działającym systemie zaopatrzenia w wodę: w przypadku uszkodzenia, przez które kapie woda lub silnej blokady. Najłatwiej jest przylutować gwintowane złączki w miejscach, w których jest to wygodne, i już posadzić na nich odcinek rury.
Możesz lutować rurę polipropylenową, jeśli woda kapie przez małe pęknięcie, stosując spawanie rzemieślnicze. Szczelinę zamyka materiał, z którego wykonana jest rura. Gorący gwóźdź lub śrubokręt przykładany jest do uszkodzonego miejsca. Otwór pokryty jest stopionym polimerem. Ale jest to opcja tymczasowa, uszkodzony obszar nadal będzie wymagał wymiany.
Przez krótki czas produkt polimerowy można uszczelnić przemysłową suszarką do włosów. Spoina jest podgrzewana aż do zmiękczenia materiału. Na rurę nakłada się zacisk i mocno go dokręca.
Możliwe błędy

- pracować z surowymi plastrami;
- nierówności części dokujących;
- niedokładne wyrównanie połączonych elementów;
- zbyt duża siła podczas łączenia;
- niepełne wprowadzenie rury do połączenia kształtki;
- niewielkie lub nadmierne nagrzewanie się spawanych części;
- obecność warstwy wzmacniającej;
- zmiana położenia elementów po ostygnięciu plastiku;
- użycie lutownicy z dyszami zanieczyszczonymi polimerem;
- czyszczenie chłodzonych dysz i późniejsze użytkowanie części z uszkodzoną warstwą teflonową.
Czasami na wysokiej jakości materiałach silne przegrzanie nie daje wizualnych defektów zewnętrznych. Ale jednocześnie dochodzi do wewnętrznego odkształcenia, gdy ogrzany plastik blokuje wewnętrzne przejście. Prowadzi to do szybkiego zatkania i zablokowania przepływu wody.
Oprócz lutowania na gorąco stosowana jest metoda spawania na zimno. Technika polega na zastosowaniu specjalnego rozpuszczalnika jako aktywnego składnika lutowniczego, który zmiękcza strukturę polimeru. Ze względu na swoją złożoność metoda nie zyskała dużej popularności.