Sudarea conductelor de încălzire este principala metodă de asamblare a comunicațiilor casnice și industriale. Conexiunile de acest tip nu necesită întreținere, cum ar fi îmbinările lipite sau filetate, dar sunt supuse unor solicitări termice și mecanice constante. Pe această bază, trebuie să selectați cu atenție uneltele, materialele și să respectați cu atenție tehnologia sudării. Încălcarea regulilor de îmbinare a metalului duce la apariția fisurilor și la dezvoltarea coroziunii. Dacă intenționați să faceți singur această procedură, ar trebui să vă dați seama ce metode sunt utilizate pentru sudarea încălzirii, precum și tehnici profesionale pentru a obține un rezultat de înaltă calitate și durabil.
Set de instrumente și echipamente

Sudarea țevilor de încălzire cu sudare electrică începe cu etapa pregătitoare:
- Pregătirea maestrului. Este necesar să echipați în mod corespunzător locul de muncă, să asigurați respectarea măsurilor de siguranță, dacă este necesar, citiți din nou instrucțiunile de manipulare a echipamentelor și materialelor. Pentru sudarea țevilor cu sudură electrică, vor fi necesare dispozitive de protecție. Acestea includ un costum special ignifug (pantaloni, sacou, pălărie cu livră), mască, pantofi și jambiere. Trebuie să aveți grijă de o bună ventilație.
- Pregătirea instrumentelor și a materialelor. Ar trebui acordată atenție fiecărui mic detaliu, deoarece confortul muncii și calitatea rezultatului final depind de acesta.
Pentru sudarea încălzirii, aveți nevoie de următoarele instrumente și dispozitive:
- mașină de sudat cu suport de rezervă;
- polizor cu discuri de taiat si macinat;
- perie metalică;
- hârtie de șlefuit de diferite mărimi de cereale;
- un ciocan;
- stoc de electrozi;
- viciu;
- cleme;
- foi de oțel sau azbest-ciment pentru a proteja pereții de picături de metal și funingine;
- o prelată pentru a acoperi pardoseala.
Înainte de sudarea țevilor cu sudare electrică, este necesar să verificați conformitatea cablurilor, prizelor și mașinilor din ecran cu indicatorii aparatului pregătit. Trebuie să fie suficient de puternici pentru a rezista la sarcinile grele pe care le impune chiar și echipamentele de uz casnic.
Tehnologia sudării țevilor din plastic

Polipropilena înlocuiește treptat oțelul, deoarece are o serie de caracteristici pozitive la un cost relativ scăzut. Tubulatura din plastic este proiectată pentru pereți interiori de înaltă presiune, ușoare, netede și aspect excelent. Dar conducta își va îndeplini funcțiile în mod eficient dacă toate îmbinările sunt puternice și strânse. Trebuie avut în vedere faptul că atunci când apa fierbinte este trecută cu o temperatură de peste 110 grade, polimerul devine moale și începe să crească în dimensiune. Prin urmare, pentru instalarea încălzirii se utilizează numai produse armate cu fibră de sticlă sau folie de aluminiu.
Pentru lipirea legăturilor se folosește un fier de lipit special. Dispozitivul este pe două fețe, pe o margine există duze pentru exterior, iar pe de altă parte - pentru încălzirea internă a părților îmbinate.
Pentru a le conecta, se folosesc următoarele fitinguri:
- cuplaje;
- adaptoare;
- colțuri;
- tee;
- cruci;
- flanșe filetate pentru conectarea la bateria de încălzire.
La lipirea comunicațiilor din polipropilenă, se utilizează principiul difuziei sub influența căldurii.Marginile legăturilor adiacente se topesc, substanța se amestecă și formează un compus monolitic.
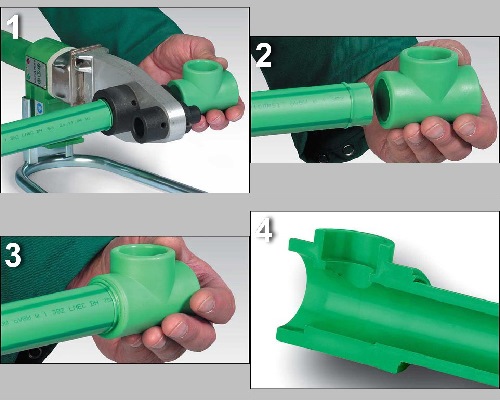
Procesul de sudare a pieselor polimerice se realizează conform următoarei metode:
- Intocmirea unei diagrame de conducte pentru sistemul de incalzire.
- Tăierea pieselor de o anumită lungime. Se corectează cantitatea de imersie a țevilor în orificiile fitingurilor și dimensiunile fitingurilor în sine.
- Încălziți fierul de lipit până când indicatorul verde se aprinde. Aceasta este o dovadă că adunarea poate începe.
- Atașarea pieselor la dispozitiv pe conductele de ramificare cu diametrul corespunzător. Acestea trebuie încălzite în conformitate cu indicațiile din tabelul cu care echipamentul este completat.
- Conexiune pentru conducte și racorduri. Acest lucru se face strict într-o singură direcție, până când partea interioară se sprijină de clema de blocare a armăturii. Nu puteți roti produsele, mutați-le înainte și înapoi. Corecția pentru unghiul articulației este permisă.
- Răcire. Este necesar să mențineți articulația într-o poziție statică atât timp cât este prescris în instrucțiunile dispozitivului. Abia atunci poate continua asamblarea.
Spre deosebire de țevile metalice, țevile din polimer au nevoie de suport pentru panourile verticale și orizontale. La fiecare 100-150 cm sunt fixate pe pereți cu cleme de distanțare din plastic. După asamblare, comunicațiile din polipropilenă nu necesită finisare suplimentară și întreținere ulterioară.
Tehnologia sudării țevilor metalice

Pentru ca conexiunea să fie puternică și strânsă, este necesar să pregătiți piesele sistemului înainte de instalare. Este necesar să verificați uniformitatea marginilor, să șanflați și să măcinați metalul la o distanță de 10 mm de tăiere. După aceea, trebuie să tratați locurile curățate cu un solvent pentru a le degresa.
Pentru sudarea țevilor în diferite scopuri, se utilizează electrozi cu următoarea compoziție de acoperire:
- acid rutilic (RA) - pentru instalarea sursei de apă rece și caldă în sectorul public;
- rutil (RR) - pentru asamblarea sistemelor de încălzire care funcționează sub presiune ridicată;
- celuloză rutilă (RC) - utilizată în structuri care necesită o fiabilitate ridicată a articulațiilor;
- universal (B) - pentru asamblarea tuturor tipurilor de conducte în sectorul rezidențial și în producție.

Puteți găti țevi metalice utilizând următoarele tehnologii:
- Sudarea electrică. Se efectuează manual sau folosind o mașină. Principiul de funcționare se bazează pe crearea unui arc electronic care are loc în timpul unui scurtcircuit. Acest proces este însoțit de eliberarea unei cantități mari de căldură, determinând topirea metalului. Pentru a crea o cusătură se utilizează electrozi consumabili sau neconsumabili.
- Sudarea cu gaz. Îmbinările conductelor se topesc sub influența gazului ars, simultan cu impunerea unui metal pe acesta, care acționează ca un cuplaj. Se formează o articulație monolitică, care are o structură omogenă cu părți adiacente.
- Sudare la rece. Această metodă este utilizată atunci când se instalează conducte de joasă presiune sau se repară în locuri greu accesibile. Esența metodei constă în înfășurarea unui bandaj impregnat cu un adeziv cu fixare rapidă în jurul loviturii.
Alegerea opțiunii este corectă dacă corespunde caracteristicilor sistemului și caracteristicilor lichidului de răcire.
Clasificarea sudurilor

Îmbinarea poate fi sudată în diferite moduri pe baza caracteristicilor de proiectare și a grosimii metalului prelucrat.
Există o astfel de clasificare a sudurilor:
- În aparență, acestea sunt plate (normale), slăbite (concav) și întărite (convexe).
- După lungime - solid (continuu, închis), discontinuu (puncte, segmente). În ceea ce privește lungimea, cusăturile sunt împărțite în scurte (până la 25 cm), medii (26-100 cm) și lungi (mai mult de 101 cm).
- La execuție - orizontal (pe secțiuni verticale), vertical (pe grinzi orizontale), tavan (când îmbinarea este realizată de jos), jos (electrod pe partea superioară a cusăturii).
- În funcție de forța efectivă - flanc (de-a lungul axei), frontal (peste ax), oblic (peste), combinat (combinație de tipuri).
- După numărul de straturi și treceri - un singur strat (o trecere) și multi-strat (mai multe treceri).
Cu instalarea corectă a sistemului de încălzire, se pot efectua toate cusăturile enumerate. Dacă este necesar, sudarea se efectuează și pe interiorul conductelor.
Principalele tipuri de îmbinări sudate
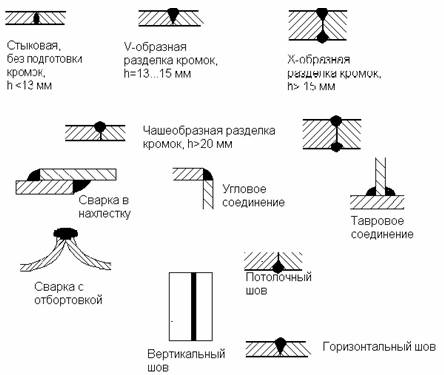
În funcție de locația lor în spațiu, cusăturile sunt împărțite în următoarele tipuri:
- unghiular - părțile sunt sub un unghi;
- În formă de T - conexiunea capătului și a laturii elementelor;
- cap la cap - conductele sunt conectate într-un singur plan;
- suprapunere - piesele se suprapun unele pe altele;
- capăt - adiacent suprafețelor laterale ale fragmentelor.
În cursul muncii, comandantul alege pentru el cea mai convenabilă și adecvată metodă de sudare a pieselor.