Buștenii sunt prelucrați pe mașini de frezat pentru a da un profil special și a obține același diametru pe toată lungimea. Șanțurile sunt decupate în produs pentru a facilita instalarea și blocarea rosturilor. Un buștean rotunjit este realizat cu mare precizie, astfel încât practic nu există goluri la asamblarea unei case de bușteni. Materialul aparține categoriei de produse ieftine care nu trebuie pregătite suplimentar pentru instalare pe șantier.
- Ce este un butuc rotunjit
- Diferență față de tocat
- Aplicații
- Caracteristici ale producției de bușteni rotunzi
- Metoda clasică
- Metoda de trecere
- Metoda pozițională
- Lemn lipit
- Echipamente pentru producerea de
- Tehnologie de fabricație
- Sortarea și pregătirea materialului
- Uscare
- Cilindrul
- Tunderea și felierea
- Tratamentul cu compuși de protecție
- Evenimente de închidere
- Soiuri de materiale de construcție
- Tip groove
- Specii de lemn
- Dimensiuni (editați)
- Cum se alege un jurnal pentru construcții
- Caracteristicile prețurilor
Ce este un butuc rotunjit

Caracteristici de utilizare material:
- setul este comandat din fabrică, în timp ce elementele au o lungime conform designului casei, canelurile sunt realizate cu o precizie mare;
- acest design reduce costurile forței de muncă la șantier.
O suprafață finisată curat sugerează respingerea placării exterioare cu alte materiale... Casă de bușteni este tratată cu lacuri, vopsele de geam, pentru a sublinia doar textura lemnului.
Acasă treptat micșorați în cantitate de 8 - 10% din indicatorii inițiali, astfel încât clădirea să poată fi exploatată pe deplin după 1 - 1,5 ani după construcție. În acest moment pot apărea fisuri la capete, deci nu se recomandă încălzirea casei în perioada de contracție.
Diferență față de tocat

Din astfel de materiale este greu să construiești un zid perfect în comparație cu o casă de bușteni din bușteni rotunzi. Șanțurile longitudinale sunt, de asemenea, decupate manual, prin urmare, numai meșterilor li se permite să construiască o casă din elemente tocate.
Diferențele dintre materiale:
- trunchiurile tăiate manual au diametre diferite pe lungime și o suprafață neuniformă;
- timpul de construcție din buștenii tăiați crește datorită necesității de a se potrivi fiecărui element.
După construcție cusăturile din exterior și din interior trebuie să fie împachetate, pentru a elimina golurile. Ambele materiale necesită tratament cu antiseptice, ignifuge pentru a crește rezistența la factori negativi.

Aplicații

Alte utilizări:
- pereții din bușteni ai băilor și saunelor sunt ridicați din conifere;
- anexe la locuințe, de exemplu, verande închise și deschise, terase de mers pe jos;
- un pridvor masiv de bușteni arată frumos;
- foișoare și șoproane sunt construite în grădină;
- se construiesc incinte pentru plimbare pentru animale de companie.




Din bușteni rotunzi, construiesc garduri puternice cu un grup de intrare original, fac elemente ale unui loc de joacă (case, cetăți, poduri, pereți cu nisip).



Caracteristici ale producției de bușteni rotunzi
Tehnologia de fabricație este simplă, dar necesită echipamente speciale sub formă o linie specială de mașini pentru prelucrarea trunchiurilor de copaci căzuți.
Principalul metode de producție:
- modul clasic;
- punct de control;
- pozițional;
- lipirea buștenilor din elemente individuale.
Fiecare tehnică are anumite avantaje și dezavantaje față de altele, metodele diferă în ceea ce privește productivitatea, calitatea muncii.
Metoda clasică

Procesul de procesare:
- Butoiul este fixat în centre la capete, apoi este cilindric.
- Frezele se deplasează de-a lungul buștenilor, resursa marginilor crește datorită ameliorării stresului din lama de finisare datorită încărcării pe lama de degroșare, iar calitatea cilindrării crește.
- Produsul rezultat este lustruit, impregnat cu un compus protector împotriva inflamației și mucegaiului.
Prin urmare, metoda clasică este mai laborioasă produsele sunt mai scumpe... Manevrarea atentă reduce probabilitatea de alergare de dimensiuni.
Metoda de trecere

Caracteristicile tehnicii:
- obțineți produse ieftine și de calitate scăzută;
- este permisă alimentarea continuă a trunchiurilor;
- lungimea pieselor de prelucrat nu este limitată, dar buștenii nu trebuie să cadă în spațiul dintre role;
- performanta ridicata.
Echipamentul este, de asemenea, utilizat pentru producția de cherestea tivită, bare, căptușeală, scânduri, lamele. Dezavantajul este că trebuie să selectați trunchiuri destul de netedesau tăiați semifabricatele în produse de 1-2 m lungime.
Metoda pozițională

Caracteristicile metodei:
- productivitate mai mică în comparație cu metoda continuă;
- se pierde timpul la reconfigurarea mașinii în funcție de diametrul buștenilor;
- necesitatea unor operatori calificați pentru a îmbunătăți calitatea prelucrării.
Este posibil să utilizați două dispozitive de frezat simultan pentru a face simultan o trecere aspră și o finisare. Lungimea pieselor de prelucrat depinde de mărimea echipamentului.
Lemn lipit

Etape de producție:
- tăierea buștenilor în scânduri;
- uscarea la un conținut de umiditate de cel mult 12 - 15%;
- îmbinarea lamelelor cu adeziv de înaltă rezistență cu direcții de fibră alternante în straturile următoare.
Produsele sunt colectate din scânduri solide sau îmbinate pe lungime... Produsele alternează între două tipuri de lemn pentru a îmbunătăți performanța.
Buștenii lipiți se disting prin mai puțină umiditate, practic nu se crapa după ce au fost așezate într-un cadru. Scăderea numărului de fisuri se explică prin stresul intern mai scăzut în părți mici, comparativ cu un bușten întreg masiv.
Echipamente pentru producerea de
Liniile de producție pot fi complet automatizatcând mașina alimentează și încarcă piesele de prelucrat. ÎN semiautomat În variantă, mecanizarea este luată în considerare în cadrul ciclului de lucru, apoi munca manuală este utilizată cu ajutorul stivuitoarelor și a mașinilor electrice.
Tipuri de mașini:
- strunjire și frezare (metodă pozițională);
- unități de trecere;
- mecanisme de centrare și broșare;
- echipamente pentru tăierea cupelor, canelării;
- instalații de tundere.
Calitatea rotunjirii buștenilor depinde privind gradul de ascuțire și tipul elementului de tăiere al mașinii, care sunt rotative, unghiulare, de frezare.
Tehnologie de fabricație
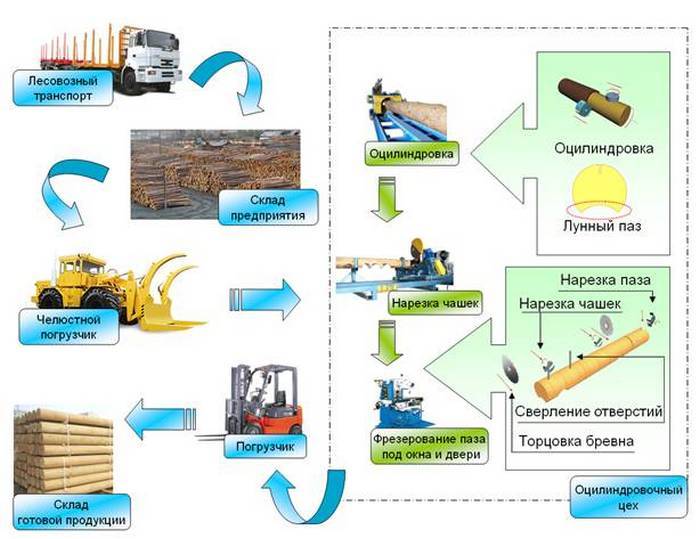
Tehnologia include etapele:
- uscarea materiilor prime;
- direct cilindric;
- tăiere și față;
- impregnarea cu agenți de protecție;
- controlul calității produselor, marcare conform proiectului, depozitare, ambalare pentru expediere.
Produsele obținute pe liniile automate se disting printr-un cost mai mic decât atunci când se utilizează o parte a muncii manuale.
Sortarea și pregătirea materialului

Producția include sortare preliminară a trunchiurilor tăiate, tăiere... Materiile prime sunt alese astfel încât raza inițială în partea de sus a jurnalului depășit cu 20 mm similar mărimea produselor primite... Dimensiunile sunt luate în conformitate cu specificațiile clientului pentru construcția unei case, mai des se utilizează molid și pin.
Dacă se utilizează metoda pozițională, jurnalele sunt sortate și prin omogenitatea pieselor de prelucrat în termeni de diametrupentru a procesa lotul fără a reconfigura mașina, ceea ce va dura timp.
Linia de sortare automată este reprezentată de un transportor dințat cu un mecanism de măsurare a scanării și mai multe „buzunare”, unde unitățile de gunoi aruncă materii prime cu caracteristici uniforme.
Uscare
Umiditatea este redusă uniform în straturile exterioare și interioare. Acest lucru este acordat atenție, deoarece părțile exterioare degajă mai multă apă, iar cele interioare sunt întârziate, ceea ce duce la apariția fisurilor.
Uscarea are loc în două moduri:
- în condiții naturale într-un loc răcoros sub acoperiș (baldachin);
- în compartimentele de uscare.

Îndepărtarea artificială a umezelii are loc într-o cameră electrică cu vid, în infraroșu.
Cilindrul
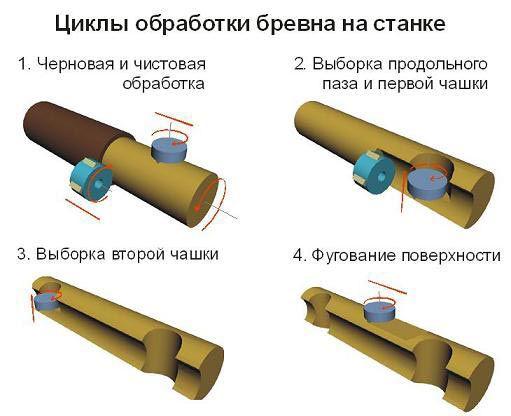
Procedura de operare:
- faceți cilindrarea conform unui diametru strict specificat;
- după formarea canelurii lunare, efectuați tăierea de compensare.
Pasajul de descărcare ameliorează tensiunea fibrelor de lemn sub sarcină, astfel încât să nu apară noi fisuri pe produs după instalare și contracție. Tăierea se face de-a lungul butucului sub formă de canelură uniformă cu o lățime de 8 - 10 mm, adâncimea sa este is din lățime. La depozitare, jurnalul este așezat cu o canelură deasupra, astfel încât elementul următor să închidă tăietura în partea de sus și să o protejeze de pătrunderea apei.
Tunderea și felierea

Busteni rotunjiti tăiat în lungimi... Optimizarea produselor are loc pentru a selecta zone fără așchii, crăpături mari și noduri care cad. Bucățile scurte sunt unite în părți ale lungimii dorite prin îmbinare, de exemplu, folosind o metodă mini-tenon.
Tunderea se efectuează în două moduri:
- automat;
- manual.
În primul caz, scanerul detectează 4 părți ale materialului alimentat, apoi îl mută pe mașina mitră. La sfârșitul liniei, basculantele distribuie piesele pe lungime. Cu metoda manuală, muncitorul identifică petele defecte și marchează cu cretă fluorescentă. Mașina citește semnul și face o tăietură în acest moment.
Tratamentul cu compuși de protecție

Aplicați tratamentul cu:
- antiseptice - din putregai, mucegai, ciuperci, bug-uri;
- ignifugi - pentru a reduce gradul de aprindere.
Folosesc substanțe hipoalergenice, ecologice, astfel încât pereții casei să nu emită componente toxice în spațiul înconjurător.
Evenimente de închidere

Produsele finite trec control tehnic. În proces, se verifică acuratețea dimensională, luând în considerare toleranțele. Experții marchează fiecare jurnal de-a lungul capătului pentru a indica locul său în desenul de proiectare, unde se află și marcajele corespunzătoare.
Depozitați cherestea stivuite în diferite moduri:
- strâmt;
- rânduri;
- în pachete;
- pachete.
În funcție de metodă, se utilizează diferite distanțieri pentru a asigura uniformitatea distribuția sarcinii și ventilația.
Transport către client în conformitate cu măsurile de siguranță și siguranța materialului, pentru aceasta există un vehicul special lung.

Soiuri de materiale de construcție
Esența construcției unei case din lemn este în construcția unei case din bușteni. Dacă capetele se potrivesc bine, nu vor exista goluri, goluri, prin urmare, protecția împotriva frigului și a suflării crește.
Capetele jurnalelor sunt unite în următoarele moduri:
- „În castron” și „în oblo” (cu restul);
- „În dinte” și „în labă” (fără reziduuri).

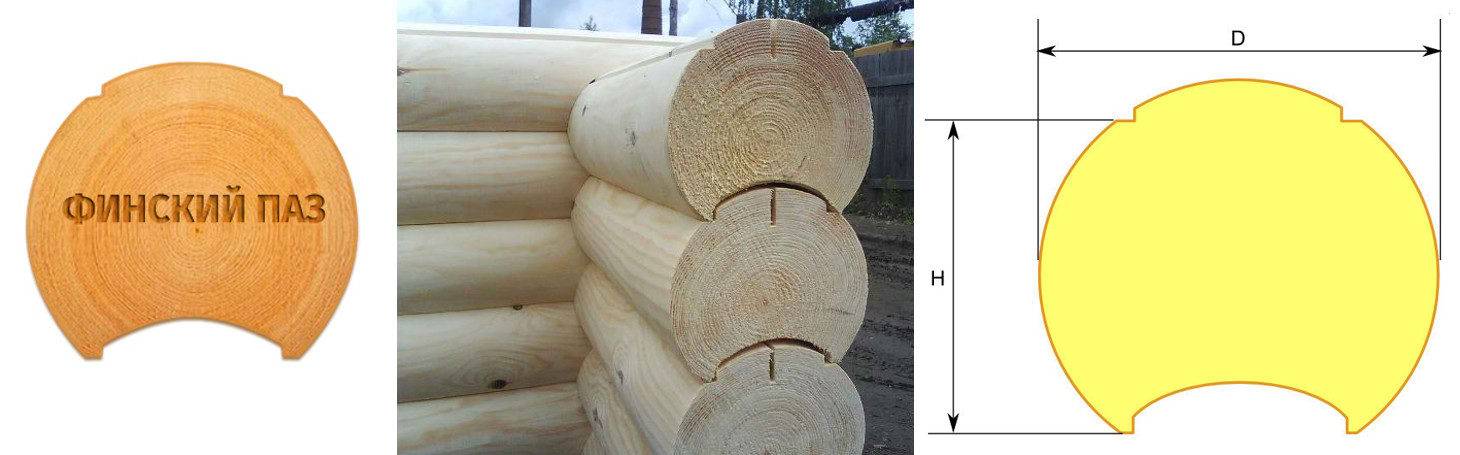
La cheresteaua rotunjită, se utilizează prelucrarea cu o canelură lunară și finlandeză.
Tip groove
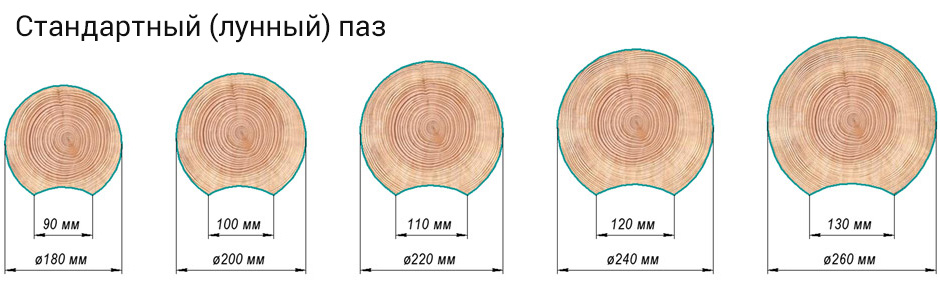
Canelura lunii folosit pentru instalarea strânsă a jurnalelor între ele în timpul instalării. Elementele sunt montate folosind o izolație de pachet sau vată minerală. O astfel de canelură arată ca o tăietură longitudinală, a cărei secțiune seamănă cu un semicerc.
Dimensiunile buștenilor cu profil lunar:
- Un diametru de jurnal de 180 mm presupune o lățime a canelurii de 95 mm;
- 200 mm - respectiv 105 mm;
- 220 mm - 116 mm;
- 260 mm - 137 mm;
- 300 mm - 158 mm.
Canelură finlandeză diferă într-o formă mai complexă, deoarece este utilizată pentru o schemă de montare cu o canelură și o creastă. Există secțiuni în secțiunea sa - acestea sunt nișe pentru creșterea izolației termice a locurilor de andocare. Șanțul finlandez minimizează crăpăturile și nu necesită înveliș.
Specii de lemn

Caracteristicile rocilor pentru busteni cilindrici:
- Pin - mai dur decât molidul, cu proprietăți de rezistență mai bune;
- molid - lemn moale si cald, mai usor de manevrat cu scule;
- zada - lemn cu calități naturale de izolare a umezelii, durabil;
- cedru - rar folosit din cauza costului crescut al lemnului.
Zada este de două ori mai scumpă decât pinul și molidul.
Dimensiuni (editați)

Alegerea depinde de locul de utilizare:
- băi, dachas, dependințe - 160 - 180 mm (sudul Rusiei);
- clădiri rezidențiale de vară, garaje, foișoare - 200 - 220 mm (partea europeană);
- case de reședință permanentă în Siberia de Vest - 240 - 320 mm (cu mansardă izolată).
Cum se alege un jurnal pentru construcții

Se acordă preferință firmelor care eliberați simultan materialul și executați construcția... Aceștia sunt responsabili pentru calitatea jurnalelor. Mai bine înainte de a plasa comanda aflați despre locul de extracție a materiilor prime, condițiile de depozitare și livrarea.
Distingeți în exterior calitate bazată pe:
- material în culori galben închis și galben;
- fără găuri de vierme, buzunare de rășină, defecte mecanice;
- sunt permise câteva noduri mici;
- tăieturile sunt uniforme, trunchiurile nu sunt răsucite;
- toate piesele sunt de aceeași rază și lungime.
Când acceptați jurnalele de la furnizor, verificați prezența marcajului în conformitate cu proiectul, altfel instalarea va fi dificilă.
Caracteristicile prețurilor

Prețul cherestelei pe metru cub depinde de diametru. Aproximativ: 180 - 190 mm - 7.500 ruble, 220 - 230 mm - 7.800 ruble, 260 mm - 8.000 ruble, 300 mm - 9.500 ruble, 320 mm - 11.000 ruble.
Modificări de preț în funcție de factori:
- prezența unui șanț diagonal;
- tipul ambalajului (folie, palet, bandă);
- realizarea găurilor pentru instalarea pinilor;
- spațiu de frezat pentru garnituri de ferestre și uși;
- frezarea adânciturilor pentru instalarea umpluturilor de ferestre și uși;
- impregnarea cu agenți de protecție.
Costul final este afectat de prețul de livrare... Dacă construcția se efectuează în regiunile de stepă, livrarea va crește semnificativ costul materialului.