Conectarea conductelor de apă din polimer într-o singură linie se realizează în două moduri: folosind elemente de conectare (fitinguri) sau prin lipire. Ultima opțiune este mai economică - nu este nevoie să cumpărați piese suplimentare. Dar necesită instrumente speciale. Dacă cunoașteți complexitatea sudării, este posibil să lipiți cu propriile mâini țevi din plastic pentru alimentarea cu apă la domiciliu, fără implicarea specialiștilor. De asemenea, va economisi bugetul familiei.
Instrumente pentru a face treaba

Pentru a conecta elemente din plastic și propilenă, se utilizează metoda difuziei termice - fuziune atunci când este încălzită cu un fier de lipit special. Se diferențiază de un instrument simplu de lipit prin faptul că nu folosește electrozi de cupru, ci duze de oțel. Acestea sunt fixate în găurile de pe elementul de încălzire al fierului de lipit. Controlul temperaturii se efectuează cu ajutorul unui termostat situat pe corp.
Pentru lucrări cu elemente de țevi din polietilenă sau polipropilenă, veți avea nevoie în plus de:
- instrumente de măsurare - bandă măsurătoare, riglă, pătrat, nivel;
- foarfece specializate sau tăietor de țevi;
- lichid degresant.
În plus, merită să pregătiți un șmirghel cu granulație fină sau un fișier subțire. Acestea vă vor ajuta să vă faceți tăieturile perfect netede.
Masuri de securitate
Când lucrați cu un fier de lipit, trebuie să urmați măsurile de siguranță. Nerespectarea acestui lucru va afecta negativ calitatea aderenței și poate provoca răniri și arsuri.
Respectați următoarele reguli:
- Așezați fierul de lipit fierbinte numai pe suport.
- Purtați mănuși pentru a vă proteja mâinile de arsuri.
- Efectuați lucrări într-o zonă bine ventilată, deoarece materialele polimerice emit substanțe nocive atunci când sunt încălzite.
Sfaturile sunt acoperite cu teflon pentru a evita depunerile de carbon. La sfârșitul fiecărui proces de sudare, polimerul rămas trebuie îndepărtat cu o spatulă de lemn. Nu este permisă curățarea duzelor răcite, deoarece acest lucru poate deteriora stratul de acoperire și poate sparge fierul de lipit.
Caracteristici ale conductelor de apă de lipit

Înainte de a începe lucrul, trebuie să alegeți tehnologia potrivită. Pentru conexiune sunt utilizate trei metode de lipire:
- Cuplare. În acest caz, se utilizează cuplaje care sunt inserate între părțile adiacente. Particularitatea procesului este că numai elementele de conectare în sine sunt încălzite. De obicei, metoda este utilizată pentru țevi cu secțiuni transversale mici și medii.
- În formă de clopot. Se folosesc duze de diferite diametre. Capetele pieselor sunt tăiate la un unghi de 90 de grade și curățate și apoi introduse în duza secțiunii corespunzătoare. În timpul lipirii, capetele celor două elemente sunt încălzite, topite și unite. După andocare, piesele nu trebuie rotite.
- Butykova. Simultan, capetele a două segmente sunt fierte de-a lungul întregului plan. Se utilizează pentru conectarea țevilor mari - cu un diametru mai mare de 5 cm și o grosime a peretelui de 0,4 cm.
Dacă trebuie să lipiți țevi armate, veți avea nevoie de un instrument special - un aparat de ras. Este necesară curățarea țevii de aluminiu, care este ascuns sub stratul superior de polimer. Mai mult, țevile sunt sudate conform metodei standard.
Uneori sunt necesare piese filetate în secțiunea conductei. Acest accesoriu poate fi lipit pe o îmbinare adecvată a țevii.Lucrările de sudare pe țevi trebuie efectuate numai la temperaturi ambiante pozitive.
Secvența procesului de sudare
Mai întâi trebuie să pregătiți singuri conductele. Acestea sunt împărțite în bucăți de dimensiunea necesară, capetele sunt nivelate și lustruite, îmbinările sunt șterse cu un lichid degresant.
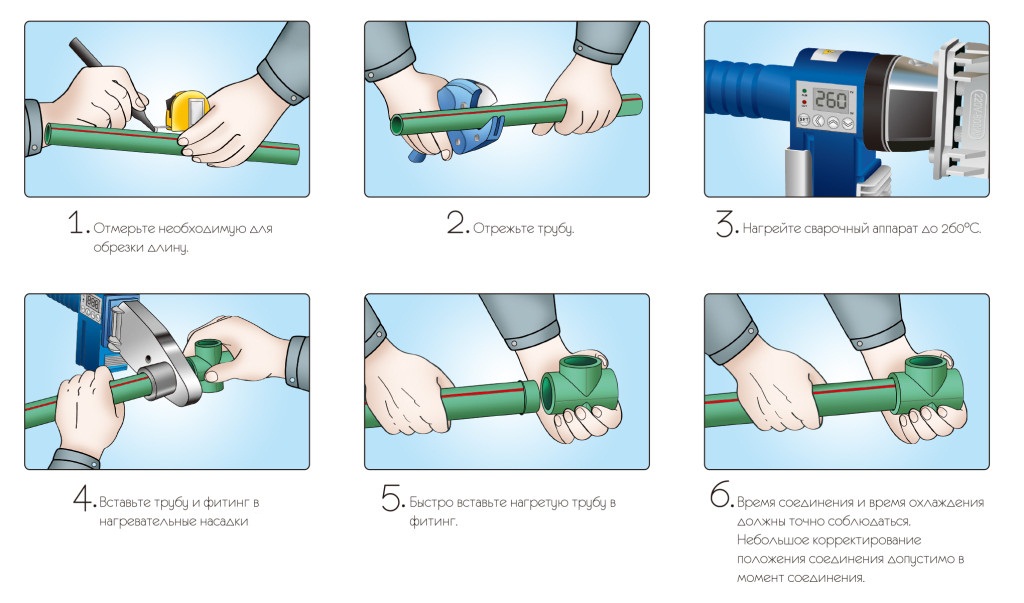
Folosind un termostat, este selectată încălzirea necesară, luând în considerare diferența din acest indicator pentru polimeri. Puteți clarifica ce țevi specifice lipiți marcând pe produsul însuși. Pentru țevile din polipropilenă și clorură de polivinil (PP și PVC), încălzirea se realizează până la 260 de grade, pentru țevile din polietilenă (HDPE) - până la 220 de grade. Elementele încălzite sunt conectate între ele prin introducerea conductei în priză, cuplare sau prin îmbinarea capetelor segmentelor.
Durata topirii după aducerea la regimul de temperatură necesar este determinată în funcție de secțiune:
| Diametrul produsului (mm) | Timp de încălzire la temperatura necesară (sec) | Perioada de adeziune (sec.) | Timp de răcire (min) |
| 16 | 5 | 8 | 2 |
| 20 | 6 | 9 | 2 |
| 25 | 7 | 10 | 3 |
| 32 | 8 | 12 | 4 |
| 40 | 12 | 20 | 5 |
| 63 | 24 | 25 | 6 |
| 90 | 40 | 35 | 8 |
După ce îmbinarea s-a răcit, verificați corectitudinea lucrărilor efectuate. Etanșeitatea secțiunii sudate este verificată prin suflare și trecerea apei. Dacă cusătura îmbinării este slab realizată, cusătura este tăiată și sudarea se efectuează din nou.
Lipirea în locuri și colțuri greu accesibile

Dacă este necesar, conductele pot fi lipite sub un unghi. Pentru aceasta, se utilizează cuplaje unghiulare speciale. Unghiul este utilizat pentru a controla gradul de îndoire. Achiziționați produse de la un singur producător, acest lucru va asigura o aderență ridicată a elementelor care urmează să fie îmbinate.
Sudarea în locuri greu accesibile este dificilă pentru profan. Când lucrați sub tavan, mașina de lipit trebuie agățată de un cârlig. Uneori este necesar să înlocuiți o piesă într-un sistem de alimentare cu apă care funcționează deja: în caz de deteriorare prin care se scurge apa sau de un blocaj puternic. Cea mai ușoară cale este de a lipi armăturile filetate în acele locuri în care este convenabil să o faceți și să plantați deja o secțiune a țevii pe ele.
Puteți lipi o țeavă din polipropilenă, dacă apa se scurge printr-o mică fisură, utilizând metoda de sudare artizanală. Decalajul este închis de materialul din care este realizată conducta. Un cui fierbinte sau o șurubelniță se aplică pe locul defect. Gaura este acoperită cu polimer topit. Dar aceasta este o opțiune temporară, zona deteriorată va trebui în continuare înlocuită.
Pentru o perioadă scurtă de timp, produsul polimeric poate fi sigilat cu un uscător de păr industrial. Îmbinarea este încălzită până când materialul se înmoaie. O țeavă este aplicată pe țeavă și strânsă strâns.
Posibile greșeli

- lucrați cu felii crude;
- denivelarea pieselor de andocare;
- alinierea inexactă a elementelor conectate;
- prea multă forță la aderare;
- introducerea incompletă a conductei în racordul de montaj;
- încălzire mică sau excesivă a pieselor de sudat;
- prezența unui strat de întărire;
- schimbarea poziției elementelor după ce plasticul s-a răcit;
- utilizarea unui fier de lipit cu duze contaminate cu polimer;
- curățarea duzelor răcite și utilizarea ulterioară a pieselor cu un strat de teflon deteriorat.
Uneori, pe materiale de înaltă calitate, supraîncălzirea puternică nu dă defecte vizuale externe. Dar, în același timp, există o deformare internă, când plasticul încălzit blochează pasajul interior. Acest lucru duce la înfundarea rapidă și blocarea fluxului de apă.
Pe lângă lipirea la cald, se folosește o metodă de sudare la rece. Tehnica implică utilizarea unui solvent special ca component activ de lipit, care înmoaie structura polimerului. Datorită complexității sale, metoda nu a câștigat multă popularitate.