Zváranie vykurovacích rúr je hlavnou metódou montáže domácich a priemyselných komunikácií. Spoje tohto typu nevyžadujú žiadnu údržbu, ako sú lepené alebo závitové spoje, sú však neustále tepelne a mechanicky namáhané. Na základe toho musíte starostlivo vyberať nástroje, materiály a pozorne sledovať technológiu zvárania. Porušenie pravidiel pre spájanie kovov vedie k vzniku trhlín a vzniku korózie. Ak plánujete tento postup urobiť sami, mali by ste zistiť, aké metódy sa používajú na zváranie ohrevu, ako aj profesionálne techniky na dosiahnutie vysoko kvalitného a trvanlivého výsledku.
Sada náradia a vybavenia

Zváranie vykurovacích rúr elektrickým zváraním začína prípravnou fázou:
- Príprava pána. Je potrebné riadne vybaviť pracovisko, zabezpečiť dodržiavanie bezpečnostných opatrení, v prípade potreby si znovu prečítať pokyny pre manipuláciu s materiálmi a materiálmi. Na zváranie rúr elektrickým zváraním budú potrebné ochranné zariadenia. Patria sem špeciálny ohňovzdorný oblek (nohavice, bunda, čiapka s livrejou), maska, topánky a legíny. Musíte sa postarať o dobré vetranie.
- Príprava nástrojov a materiálov. Je potrebné venovať pozornosť každému maličkosti, pretože od toho závisí pohodlie práce a kvalita konečného výsledku.
Na zváranie kúrenia potrebujete nasledujúce nástroje a zariadenia:
- zvárací stroj s náhradným držiakom;
- brúska s rezacími a brúsnymi kotúčmi;
- kovová kefa;
- brúsny papier rôznych veľkostí zrna;
- kladivo;
- zásoba elektród;
- zverák;
- svorky;
- oceľové alebo azbestocementové plechy na ochranu stien pred kovovými kvapkami a sadzami;
- plachta na zakrytie podlahy.
Pred zváraním rúrok elektrickým zváraním je potrebné skontrolovať zhodu káblov, zásuviek a strojov v štíte s indikátormi pripraveného prístroja. Musia byť dostatočne výkonné, aby vydržali ťažké bremená, ktoré kladie dokonca aj vybavenie domácnosti.
Technológia zvárania plastových rúr

Polypropylén postupne nahrádza oceľ, pretože má množstvo pozitívnych vlastností pri relatívne nízkych nákladoch. Plastové potrubie je určené pre vysoký tlak, ľahkosť, hladké vnútorné steny a vynikajúci vzhľad. Ale potrubie bude efektívne vykonávať svoje funkcie, ak sú všetky spoje pevné a tesné. Je potrebné mať na pamäti, že pri prechode horúcej vody s teplotou nad 110 stupňov je polymér mäkký a začína sa zväčšovať. Preto sa na inštaláciu vykurovania používajú iba výrobky vystužené sklenenými vláknami alebo hliníkovou fóliou.
Na spájanie článkov sa používa špeciálna spájkovačka. Zariadenie je obojstranné, na jednom okraji sú dýzy pre vonkajšie a na druhej - na vnútorné ohrievanie spojených častí.
Na ich pripojenie sa používajú tieto armatúry:
- spojky;
- adaptéry;
- rohy;
- odpaliská;
- kríže;
- závitové príruby pre pripojenie k vykurovacej batérii.
Pri spájkovaní polypropylénovej komunikácie sa používa princíp difúzie pod vplyvom tepla.Okraje susedných článkov sa topia, látka sa zmieša a vytvorí monolitickú zlúčeninu.
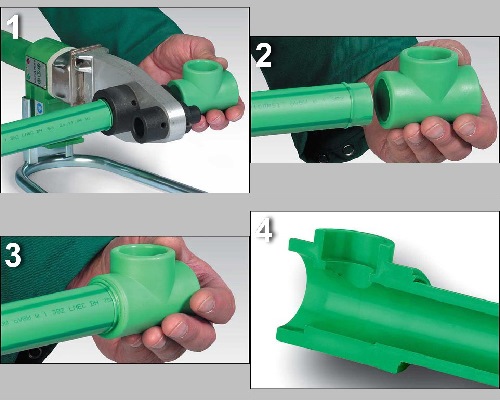
Proces zvárania polymérnych častí sa vykonáva podľa nasledujúcej metódy:
- Vypracovanie schémy potrubia pre vykurovací systém.
- Pílenie obrobkov určitej dĺžky. Vykoná sa korekcia množstva ponorenia rúr do otvorov tvaroviek a rozmerov samotných tvaroviek.
- Zahrejte spájkovačku, kým sa nerozsvieti zelený indikátor. Je to dôkaz, že zhromažďovanie sa môže začať.
- Pripojenie častí k zariadeniu na odbočných rúrach zodpovedajúceho priemeru. Musia byť ohrievané v súlade s označeniami tabuľky, ktorou je vybavenie dokončené.
- Pripojenie potrubia a armatúry. Robí sa to striktne v jednom smere, kým sa vnútorná časť nedotýka zaisťovacieho jazýčka v tvarovke. Výrobky nemôžete otáčať, pohybovať nimi tam a späť. Korekcia uhla spoja je povolená.
- Chladenie. Je potrebné udržiavať kĺb v statickej polohe tak dlho, ako je predpísané v pokynoch k prístroju. Až potom môže montáž pokračovať.
Na rozdiel od kovových rúrok polymérové rúry potrebujú podporu pre zvislé a vodorovné väznice. Každých 100 - 150 cm sú pripevnené k stenám pomocou plastových dištančných svoriek. Po zostavení nepotrebujú polypropylénové komunikácie ďalšiu povrchovú úpravu a následnú údržbu.
Technológia zvárania kovových rúr

Aby bolo pripojenie pevné a pevné, je potrebné pred inštaláciou pripraviť časti systému. Je potrebné skontrolovať rovnomernosť hrán, skosiť a zbrúsiť kov vo vzdialenosti 10 mm od rezu. Potom musíte očistené miesta ošetriť rozpúšťadlom, aby ste ich odmastili.
Na zváranie rúr na rôzne účely sa používajú elektródy s nasledujúcim povlakovým zložením:
- kyselina rutilová (RA) - na inštaláciu zásobovania studenou a teplou vodou vo verejnom sektore;
- rutil (RR) - na montáž vykurovacích systémov pracujúcich pod vysokým tlakom;
- rutilová celulóza (RC) - používa sa v konštrukciách vyžadujúcich vysokú spoľahlivosť spojov;
- univerzálny (B) - na montáž všetkých typov potrubí v obytnom sektore a vo výrobe.

Kovové rúry môžete variť pomocou nasledujúcich technológií:
- Elektrické zváranie. Vykonáva sa ručne alebo pomocou stroja. Princíp činnosti je založený na vytvorení elektronického oblúka, ku ktorému dôjde počas skratu. Tento proces je sprevádzaný uvoľňovaním veľkého množstva tepla, ktoré vedie k roztaveniu kovu. Na vytvorenie švu sa používajú spotrebné alebo nespotrebovateľné elektródy.
- Zváranie plynom. Spoje rúr sa topia pod vplyvom horiaceho plynu a súčasne sa na ne nanáša kov, ktorý slúži ako spojka. Vytvorí sa monolitický spoj, ktorý má homogénnu štruktúru s priľahlými časťami.
- Zváranie za studena. Táto metóda sa používa pri inštalácii nízkotlakových potrubí alebo pri ich opravách na ťažko dostupných miestach. Podstata metódy spočíva v zabalení obväzu impregnovaného rýchlotuhnúcim lepidlom okolo klepania.
Voľba možnosti je správna, ak zodpovedá charakteristikám systému a charakteristikám chladiacej kvapaliny.
Klasifikácia zvarov

Spoj je možné zvárať rôznymi spôsobmi na základe konštrukčných znakov a hrúbky spracovávaného kovu.
Existuje taká klasifikácia zvarov:
- Na pohľad sú ploché (normálne), oslabené (konkávne) a zosilnené (konvexné).
- Podľa dĺžky - plné (spojité, uzavreté), nesúvislé (bodky, segmenty). Pokiaľ ide o dĺžku, švy sa dajú rozdeliť na krátke (do 25 cm), stredné (26-100 cm) a dlhé (viac ako 101 cm).
- Pri vykonávaní - horizontálne (na zvislých častiach), zvislé (na vodorovných nosníkoch), strop (keď je spoj vytvorený zdola), dno (elektróda na vrchu švu).
- Podľa efektívnej sily - bok (pozdĺž osi), čelný (cez os), šikmý (naprieč), kombinovaný (kombinácia typov).
- Podľa počtu vrstiev a priechodov - jednovrstvový (jeden priechod) a viacvrstvový (niekoľko priechodov).
Pri správnej inštalácii vykurovacieho systému je možné vykonať všetky uvedené švy. Ak je to potrebné, zváranie sa vykonáva aj na vnútornej strane rúr.
Hlavné typy zváraných spojov
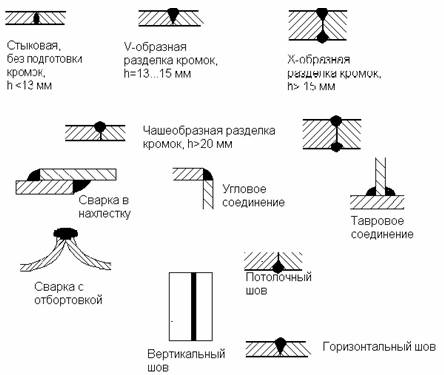
Podľa ich umiestnenia v priestore sú švy rozdelené do nasledujúcich typov:
- uhlové - časti sú v uhle;
- V tvare T - spojenie konca a bočnej strany prvkov;
- tupo - potrubia sú spojené v jednej rovine;
- prekrývajúce sa - časti sú umiestnené na sebe;
- koniec - susediaci s bočnými povrchmi fragmentov.
V priebehu práce si majster vyberie pre seba najvýhodnejšie a zodpovedajúce metóde technických podmienok zvárania častí.