Успостављање поузданог електричног контакта приликом постављања кабла није тако лако као што се чини. Ово се посебно односи на алуминијумске жице: због физичких својстава метала могу настати проблеми приликом њиховог повезивања.
Карактеристике алуминијумских жица
Према правилима ПУЕ, забрањено је користити алуминијумске проводнике током уградње у стамбеним просторијама.
Алуминијумска жица је јефтино решење, које има ред величине нижу цену у односу на бакар. Не кородира, јер се тренутно прекрива густим оксидним филмом. Има малу специфичну тежину.
Главни недостатак је мала електрична проводљивост алуминијума. То је 37,9 μС × м, што је готово два пута горе од бакра који има 59,5 μС × м. Мала флексибилност проводника онемогућава уградњу на места где је изложен поновљеним механичким напрезањима.
Постоје четири врсте жичане везе: прешање, компресија, заваривање, лемљење. Пресоване чауре и стезаљке омогућавају лаку и брзу уградњу каблова на местима где није потребна велика механичка отпорност. Лемљење и заваривање ће дати најтрајнију и најпоузданију везу, али захтевају вештину и употребу специјалних алата.
Метода пресовања
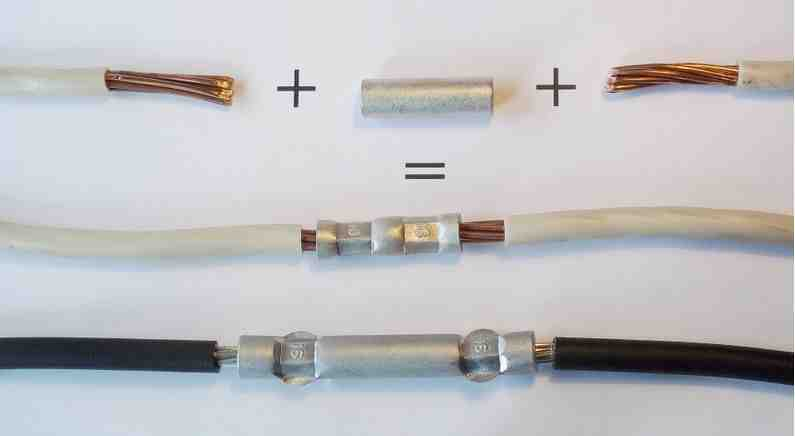
Пресовање се врши помоћу посебног рукава, у који се убацују вене, након чега се стисну посебним алатом - стезаљком. Рукави се разликују у пречнику, дужини и материјалу извршења. Приликом постављања кабла користите само алуминијумске или месингане чауре. Коришћењем месинганих елемената могуће је повезати и алуминијум са алуминијумом и бакар са алуминијумским жицама.
При повезивању алуминијумских проводника не смеју се користити чауре које садрже бакар. Ова два метала чине галвански пар, што доводи до убрзаног уништавања алуминијума.
За повезивање проводника са различитим попречним пресецима користе се посебни чауре различитог пречника улазних рупа.
Исправан избор пречника чауре заштитиће део ланца од прегревања. Већи пречник ће дати малу контактну мрљу и повећање отпора. Ако је попречни пресек чауре мањи, потребно је смањити попречни пресек језгара, што ће такође негативно утицати на проводна својства.
Метода компресије

Када се кабл проводи у разводној кутији, случајни контакт суседних проводника је веома непожељан. У ту сврху се користе прикључни блокови.
Терминал је изолована чаура у коју су уметнуте жице. Унутра се користи вијак или опруга за његово фиксирање.
Ако је намењена уградњи насукане жице, пре него што је уградите у терминал, потребно је пресовати посебном чахром, што ће побољшати контакт и смањити вероватноћу стезања.
Коришћењем стезаљки са вијчаним прикључком потребно је јасно контролисати силу стезања како би се избегло резање језгра вијком и његово накнадно уништавање. Ваго прикључни блокови су лишени овог недостатка. У њима је механизам за фиксирање језгра месингана плоча и опруга. Употреба месинга у композицији омогућава сигурно повезивање каблова различитих метала.
Метода заваривања

Заваривање пружа најбољи електрични контакт. Због хомогености добијене везе не постоји проблем повећаног отпора секције кола.
Користи се апарат за заваривање са излазном снагом до 1 кВ и подесивим напоном у опсегу 14-20 В.Заваривање се сматра успешним ако се на крају увијања формира кап, чији је пречник приближно једнак увијању.
При заваривању на крају, праменови се изводе карбонским проводником. Време експозиције не сме бити дуже од 2 секунде.
Постоји опција за плинско заваривање жица. У атмосфери инертног гаса престаје да се ствара оксидни филм, што увелико олакшава процес, али су потребна посебна знања и опрема.
Метода лемљења

Пре калајивања површине уклоните оксидни филм. То се може учинити или механичким деловањем, на пример, брусним папиром или четком са металним чекињама, или уз помоћ посебне хемикалије - флукса. То је бели прах који се раствара у води, након чега се наноси на крајеве конзервираних вена.
Оксидација алуминијума у ваздуху се јавља за неколико секунди, па оксиди неће бити могуће уклонити само механичким дејством. Препоручује се комбиновање употребе флукса и чишћења површина.
Ако су два језгра залемљена, довољна ће бити лемилица од 60 В. За жице са великим попречним пресеком и приликом лемљења насуканих увијања, требаће вам лемилица снаге 150 вати или више.
Лим у лему мора бити најмање 50%. Можете узети лем са садржајем од 60-90%.
Лемљење алуминијума у корацима:
- Одмастите површину. Бензин, алкохол ће ићи. Ово ће разређивати оксидни филм.
- Поправите жице у потребном положају.
- Нанети флукс. Уверите се да је заглављен у споју каблова.
- Загријте завртање лемилицом или плинском бакљом. У другом случају, требали бисте бити опрезни, јер се метал брзо загрева и може се топити.
- Тинкер спој. Нежно мељите лем лемилицом док се не појави једнообразни сјајни филм.
Правилно обрађена површина добиће карактеристичан метални сјај. Не сме се дозволити појава опуштених и нелакираних површина.
Лимени лем је подложан корозији, па се готови спој обрађује лаком.
Када се продужавају жице, ако се очекује рад у тешким условима, најбоље ће се показати залемљени или заварени спој. У свакодневном животу, за каблове који нису изложени механичком напрезању, пресовање чахром је сасвим погодно.







