Заваривање цеви за грејање је главни метод за склапање кућних и индустријских комуникација. Прикључци ове врсте не захтевају никакво одржавање, попут лепљених или навојних спојева, али су подложни сталним топлотним и механичким оптерећењима. На основу овога, морате пажљиво одабрати алате, материјале и пажљиво посматрати технологију заваривања. Кршење правила за спајање метала доводи до појаве пукотина и развоја корозије. Ако планирате да сами направите овај поступак, требало би да схватите које се методе користе за заваривање грејања, као и професионалне технике за постизање висококвалитетног и трајног резултата.
Сет алата и опреме

Заваривање цеви за грејање електричним заваривањем започиње припремном фазом:
- Припрема мајстора. Неопходно је правилно опремити радно место, осигурати поштовање мера безбедности, ако је потребно, поново прочитати упутства за руковање опремом и материјалима. За заваривање цеви електричним заваривањем биће потребни заштитни уређаји. Ту спадају посебно ватроотпорно одело (панталоне, јакна, капа са ливрејом), маска, ципеле и гамаше. Морате се побринути за добру вентилацију.
- Припрема алата и материјала. Треба обратити пажњу на сваки мали детаљ, јер од тога зависе погодност рада и квалитет коначног резултата.
За заваривање грејања потребни су вам следећи алати и уређаји:
- апарат за заваривање са резервним држачем;
- брусилица са резним и брусним дисковима;
- метална четка;
- брусни папир различитих величина зрна;
- чекић;
- залиха електрода;
- порок;
- стезаљке;
- челични или азбестно-цементни лимови за заштиту зидова од металних капи и чађи;
- церада за покривање пода.
Пре заваривања цеви електричним заваривањем потребно је проверити усклађеност каблова, утичница и машина у штитнику са индикаторима припремљеног апарата. Морају бити довољно снажни да поднесу велика оптерећења која намеће чак и опрема за домаћинство.
Технологија заваривања пластичних цеви

Полипропилен постепено замењује челик, пошто има низ позитивних карактеристика по релативно ниским трошковима. Пластичне цеви су дизајниране за висок притисак, лагане, глатке унутрашње зидове и одличан изглед. Али цевовод ће ефикасно обављати своје функције ако су сви спојеви чврсти и чврсти. Треба имати на уму да када се прође топла вода са температуром преко 110 степени, полимер постаје мекан и почиње да се повећава у величини. Због тога се за уградњу грејања користе само производи ојачани фибергласом или алуминијумском фолијом.
За спајање веза користи се посебно лемило. Уређај је двострани, на једној ивици постоје млазнице за спољашње, а са друге - за унутрашње грејање спојених делова.
За њихово повезивање користе се следећи елементи:
- спојнице;
- адаптери;
- углови;
- теес;
- крстови;
- навојне прирубнице за прикључак на грејну батерију.
При лемљењу полипропиленских комуникација користи се принцип дифузије под утицајем топлоте.Ивице суседних веза се топе, супстанца се меша и формира монолитно једињење.
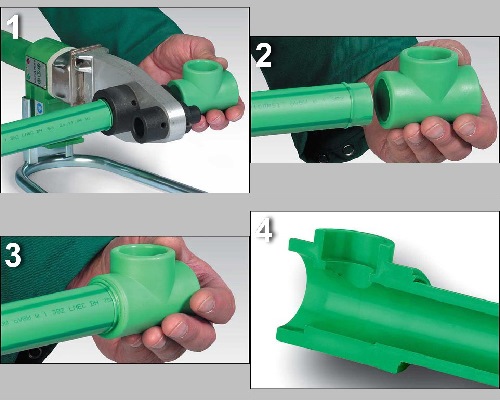
Процес заваривања полимерних делова врши се према следећој методи:
- Израда дијаграма цеви за систем грејања.
- Тестерисање радних предмета одређене дужине. Исправља се висина потапања цеви у рупе фитинга и димензије самих фитинга.
- Загријавајте лемилицу док зелени индикатор не засвијетли. Ово је доказ да монтажа може почети.
- Причвршћивање делова на уређају на одвојним цевима одговарајућег пречника. Потребно их је загрејати у складу са индикацијама табеле којом је опрема комплетирана.
- Прикључак цеви и фитинга. То се ради строго у једном смеру, све док се унутрашњи део не наслони на језичак за закључавање у окову. Не можете ротирати производе, померати их напред-назад. Дозвољена је корекција угла зглоба.
- Хлађење. Зглоб је потребно одржавати у статичном положају онолико дуго колико је прописано упутством за уређај. Тек тада се скуп може наставити.
За разлику од металних цеви, полимерним цевима је потребан носач за вертикалне и хоризонталне преграде. На сваких 100-150 цм причвршћени су за зидове пластичним одстојним стезаљкама. Након монтаже, полипропиленске комуникације не требају додатну дораду и накнадно одржавање.
Технологија заваривања металних цеви

Да би веза била чврста и чврста, потребно је припремити делове система пре уградње. Потребно је проверити равномерност ивица, скошење и брушење метала на растојању од 10 мм од реза. Након тога, очишћена места требате третирати растварачем како бисте их одмаштили.
За заваривање цеви за различите намене користе се електроде са следећим саставом премаза:
- рутилна киселина (РА) - за инсталацију снабдевања хладном и топлом водом у јавном сектору;
- рутил (РР) - за монтажу система грејања који раде под високим притиском;
- рутилна целулоза (РЦ) - користи се у структурама које захтевају високу поузданост спојева;
- универзални (Б) - за монтажу свих врста цевовода у стамбеном сектору и у производњи.

Металне цеви можете кувати помоћу следећих технологија:
- Електрично заваривање. Изводи се ручно или помоћу машине. Принцип рада заснован је на стварању електронског лука који се јавља током кратког споја. Овај процес прати ослобађање велике количине топлоте, због чега се метал топи. Потрошне или непотрошне електроде користе се за стварање шава.
- Заваривање гасом. Зглобови цеви се топе под утицајем горућег гаса, истовремено са наметањем метала на њега, који делује као спојница. Формиран је монолитни зглоб, који има хомогену структуру са суседним деловима.
- Хладно заваривање. Ова метода се користи при постављању цевовода ниског притиска или њиховој поправци на тешко доступним местима. Суштина методе састоји се у омотавању завоја импрегнираног лепком за брзо везивање око куцања.
Избор опције је тачан ако одговара карактеристикама система и карактеристикама расхладне течности.
Класификација завара

Спој се може заварити на различите начине на основу карактеристика дизајна и дебљине метала који се обрађује.
Постоји таква класификација завара:
- По изгледу су равни (нормални), ослабљени (удубљени) и ојачани (конвексни).
- По дужини - чврсти (континуирани, затворени), испрекидани (тачке, сегменти). Што се тиче дужине, шавови се деле на кратке (до 25 цм), средње (26-100 цм) и дуге (више од 101 цм).
- На извршењу - хоризонтално (на вертикалним деловима), вертикално (на хоризонталним носачима), плафон (када је спој направљен одоздо), дно (електрода на врху шава).
- Према ефективној сили - бочна (дуж осе), фронтална (преко осе), коса (преко), комбинована (комбинација типова).
- По броју слојева и пролаза - једнослојни (један пролаз) и вишеслојни (неколико пролаза).
Правилном уградњом система грејања могу се извршити сви наведени шавови. Ако је потребно, заваривање се врши и на унутрашњој страни цеви.
Главне врсте заварених спојева
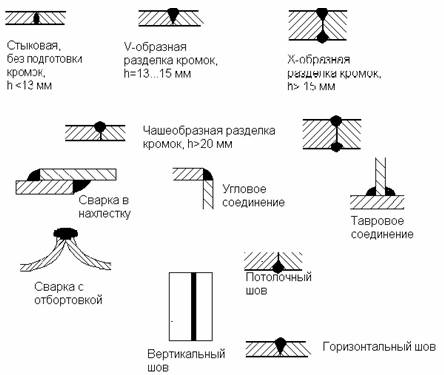
Према њиховом положају у свемиру, шавови су подељени у следеће врсте:
- угаоне - делови су под углом;
- Т-облик - веза краја и странице елемената;
- кундачне цеви су повезане у једној равни;
- преклапање - делови се међусобно налажу;
- крај - прислоњен уз бочне површине фрагмената.
Током рада, мајстор бира најпогоднији за себе и одговара техничким условима методу заваривања делова.