Метални кров је побољшана и атрактивнија верзија профилисаног лима. Име је добио јер имитира шиндру, али понекад изгледа много естетски угодније. Материјал се производи помоћу посебне технологије и за различите намене.
Где се производе металне плочице?
Металне плочице су популарни премаз, па га праве и велике фабрике и мале компаније. Квалитет лима не зависи од обима производње, већ од опреме која се користи за производњу металних плочица. Као и у многим другим случајевима, квалитет зависи од придржавања свих замршености технологије.
Најпознатије руске компаније за премазивање укључују:
- Нева-Стал;
- "КСП";
- Сибирски метални центар;
- „Електроштит“.
Постоје многе друге фабрике смештене у Москви, Липецку, Санкт Петербургу, Волгограду.
Од страних произвођача, најпопуларнији на руском тржишту су:
- Финска компанија РУУККИ;
- један од највећих произвођача метала на свету, концерн Арцелор Миттал;
- Словачка компанија У.С. Челичне Кошице.
Популарне су и мале компаније у Пољској и Кини.
Када купујете металне плочице, морате обратити пажњу на гарантни рок. На пример, када је обложен пластизолом, гаранција произвођача је 50 година.
Од чега су направљене металне плочице

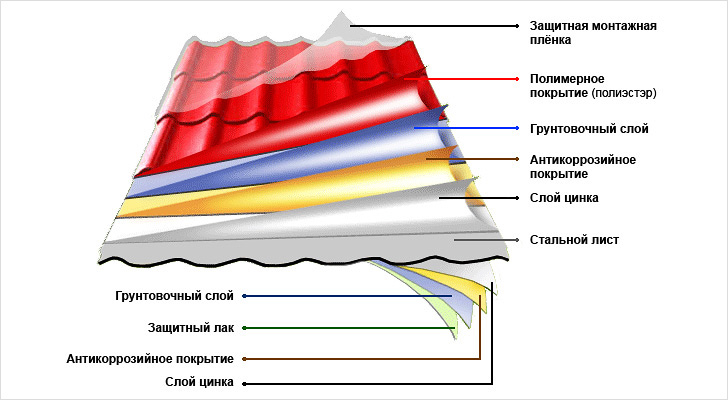
Металне плочице су сложени вишеслојни материјал. Састоји се од следећих елемената.
- Основа је лим од метала. Најчешће је то челик, али бакар и алуминијум такође могу послужити као основа. Овај други је лакши и не плаши се корозије, стога му није потребан заштитни слој цинка.
- Слој цинка - покрива лист са обе стране. Метал ствара оксидациони филм, спречавајући да кисеоник и влага дођу до челичне базе. Густина слоја варира од 190 до 275 г / м². Одређује где се металне плочице могу користити: у јужном региону, у брдима, на подручју поред мора.
- Пасивни слој - ствара неку врсту компензационог пуфера и побољшава пријањање.
- Слој тла - обавља исти задатак, али селективније у односу на нанети премаз.
- Доњи слој металне плочице је лак. Безбојан је и нема декоративни ефекат. Његов задатак је стварање додатне механичке заштите.
- Горњи слој подне облоге је декоративни премаз заснован на полимерној композицији. Боја одређује не само изглед металне плочице, већ и отпорност на ултраљубичасте зраке, механичко напрезање и влагу.
Карактеристике горњег украсног слоја у великој мери одређују трајност материјала.
Производна технологија

Без обзира на врсту опреме за производњу валовитог картона и металних плочица, производни процес укључује 3 главне фазе:
- котрљање профила и добијање рељефне површине;
- штанцање - формирање профила: каскада, монтереј, супермонтереј;
- сечење на листове потребне величине.
У свакој фази потребно је надгледати правилно извршење техничких операција и проверити усаглашеност радног предмета. Током ваљања важно је пажљиво пратити редослед радњи. Када штанцујете, морате пратити усклађеност обратка са наведеним профилом.
Технологија укључује следеће операције.
- Свитак метала одређене дебљине - од 0,4 до 12 мм, доводи се на линију за одмотавање и фиксира у одељку.
- Линија се доводи до дизајнерског млина, где се профил утискује. Постоје многе врсте односа гребена и таласа.
- Трака се доводи до маказа, где се мрежа аутоматски исече на листове потребне величине.
- Обрадак се преноси на поцинковање. У неким случајевима се ова операција изводи пре ваљања.
- Метална плочица је прекривена заштитним слојевима: прво пасивирајућим слојем, затим прајмером и на крају слојем композиције полимерне боје.
Општа шема је очувана у производњи било које врсте металних плочица. Карактеристике материјала одређују карактеристике профила, дебљину слоја цинка, састав боје.
Врсте премаза
- Полиестер - мат или глатка. Премаз се користи 75% времена. Дебљина слоја 25 микрона. Полиестер је отпоран на хабање, пружа средњу УВ заштиту. То јест, у областима са агресивним сунцем, премаз сагорева. Дизајниран за 5-10 година рада. Мат полиестерски слој је дебљи - до 35 микрона. Овај премаз траје до 15 година.
- Полиуретан - пурал. Наноси се у слоју до 50 микрона. Веома је издржљив, подноси температуре од -60 до +100 Ц. Не пуца у условима високе влажности и не бледи под сунцем. Рок употребе није краћи од 30 година. Такве металне плочице су много скупље.
- Пурек је украсни филм врло високе пластичности и чврстоће. Знање од РУУККИ-а. Произвођач даје гаранцију за покривеност 50 година.
- Пластисол је полимер на бази поливинилхлорида. Није превише отпоран на хладноћу - издржава само - 10 Ц, али добро подноси топлоту. Слој пластизола достиже 200 микрона. Ово не само да пружа издржљивост и отпорност на огреботине, већ производи и необичне декоративне ефекте. Слој пластизола је утиснут да на површину нанесе рељефни узорак. Животни век је 60–70 година.
- ПДВФ је нова варијанта која је високо отпорна на УВ зраке. Иако се премаз наноси у танком слоју - 27 микрона, ово је довољно да се осигура трајност металне плочице.
Рок трајања премаза зависи од услова рада.
Опрема за производњу металних плочица

Опрема за производњу металних плочица укључује неколико различитих додатака за обављање различитих задатака.
- Одмотач ваљака је погонски, конзолни уређај за уградњу и одмотавање производа од танког лима. То може бити засебна структура, али чешће је део технолошке линије. Производ се бира према његовој носивости, брзини одмотавања, снази и дозвољеној ширини мреже.
- Главна машина за металне кровове је машина за обликовање ваљака. У процесу савијања врши компресивно и затезно дејство на лим. Као резултат, лист поприма одређену конфигурацију. Савијање је могуће под било којим углом. Истовремено, лист остаје монолитан и не губи снагу. Машине за обликовање ваљака су аутоматизоване, што смањује ризик од грешака и кварова. Параметри за одабир: брзина ваљања, снага, максимално дозвољена дебљина и ширина лима.
- Машина за пресовање - хидраулична. Укључује пресу, где се формирају степенице, жиг и хидрауличке станице - уређаји који напајају уље хидрауличким цилиндрима. Гредица, која напушта млин за обликовање ваљака, има валовит облик. У машини за пресовање таласасти рељеф је згужван, узимајући облик степеница. Јединица се бира према снази, нивоу притиска и могућој ширини профила.
- Резање метала маказама - листови утиснути на машину доводе се на шкаре за гиљотину. Уређај хидрауличким или механичким погоном сече радне предмете у листове. Параметри за процену: ход ножа, дозвољена дебљина и ширина лима, број потеза ножем у минути. Овај индикатор одређује ефикасност јединице.
- Пријемник листова - након сечења, листови се преносе у пријемник листова. Једноставни модели могу узети само 1 лист, а побољшани - неколико.
- Палета за готове листове - из пријемника листови се преносе на палету. Овде се слажу и преносе у складиште помоћу товарне дизалице.
Систем аутоматског управљања (АЦС)
Већина опреме - машина за производњу металних плочица, пресовање, маказе-гиљотина, може се аутоматизовати. Изгледа најприкладније не програмирати сваку машину одвојено, већ је укључити у један систем и давати команде свим јединицама линије одједном. То ради систем аутоматског управљања.
Главни критеријум за избор АЦС-а је величина грешке. Што је мањи, тачније су мерење и сечење, што смањује трошкове.
Комплетне производне линије

За производњу металних плочица можете купити готову линију која укључује све потребне елементе. У зависности од конфигурације и перформанси, линије су подељене у 3 класе.
Основни укључује ваљаоницу, маказе-гиљотину, машину за пресовање, хидраулични систем и аутоматизовани систем управљања. Ова опција је погодна за покретање и малу производњу.
Стандард - пакет одговара потребама малих или средњих предузећа. Поред наведене опреме, ово укључује одмотач бала, палете и осталу додатну опрему. Брзина котрљања до 7-8 метара у минути.
Премија такође укључује затварач врата и серво системе. Продуктивност линије је већа - до 10 метара у минути.