Поред челика, ливеног гвожђа и пластичних цеви, бакар се користи у системима водоснабдевања. Овај метал има неколико различитих предности, али се разликује по цени. Могуће је направити водовод од бакарних цеви, као и инсталирати славине и друге арматуре од бакра, ако нема ограничења у буџету за поправке.
Спецификације метала

Бакар је први метал који су древни људи савладали. Од њега су правили посуђе и оружје. Овај материјал је меке конзистенције, има антибактеријска својства, па се вода за пиће из бакарних посуда сматра сигурном. У контакту са бакром убијају се вируси, бактерије и гљивице. Корисно је носити бакарну наруквицу за стимулацију штитне жлезде. Према ајурведском рецепту, препоручује се воду оставити у бакарној посуди преко ноћи и пити ујутру.
У водоводним системима бакар се пореди са конкурентима - челиком и пластиком. Може да издржи топлотне флуктуације до 250 степени, не мења своје карактеристике приликом смрзавања - на хладноћи постаје пластична и издржљива.
Када инсталирате пластични цевовод, морате тачно да знате за који притисак у систему су дизајнирани. Ако пластика може да издржи око 100 бара, онда је бакарна цев 500 бара. То омогућава инсталирање додатне опреме, на пример, пумпи за повећање притиска у дво- и троспратне приватне куће.
Најчешће се бакарне цеви производе са додатком цинка. Легура бакар-цинк назива се месинг. Поред цинка, садржи још 5 елемената. Према ГОСТ-у, дозвољено је производити цеви за снабдевање водом од чистог бакра и месинга.
Због нечистоћа, производи трају дуже од пластичних - до 80 година, адитиви омогућавају ограничавање процеса корозије, утичу на чврстоћу. Ако се у бакарној цеви догоди пукотина, она се не протеже читавом дужином, па је цурење лакше и брже поправити.
Бакар је тежак 8920 кг / м3, што га чини најтежим металом. За поређење, челик је тежак 7800 кг / м3, полимери 900 кг / м3.
Бакар се може користити за стварање најтањих цеви са најмањом разликом између спољних и унутрашњих зидова. Постоје две врсте производње бакарних цеви:
- са жарењем;
- без жарења.
Резултат су тврде, полукруте и меке металне сорте. Уградња бакарних цеви за снабдевање водом такође зависи од тога како је производ произведен.
Цеви се производе ваљањем и пресовањем. Метода котрљања укључује флаширање чауре помоћу хладне бешавне методе. Прешање је заваривање бакарног лима у атмосфери инертног гаса праћено калибрацијом.
Врсте бакарних цеви
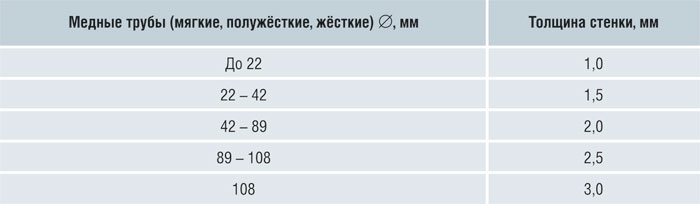
У асортиману бакарних цеви постоји око 130 врста предмета који се разликују по облику, начину производње, унутрашњем и спољном пречнику. Димензије су у инчима и милиметрима.
Димензије зависе од начина производње. Округли производи имају пречник од 3 до 350 мм. Дебљина зида може варирати од 0,8 до 10 мм.
Заварени производи су мањи - од 30 до 280 мм. Дебљина зида у завареним и правоугаоним цевима може бити већа - од 5 до 30 мм.
На продају су бакарни профили пречника до 18 мм и дужине до 10 м. Већи пречник се продаје у деловима од 1,5 до 6 м.
Димензије увезених производа могу да варирају. Горе наведене димензије су својствене домаћим производима.
Предности и недостаци бакарних водовода
- Свестраност веза. Можете уштедети на фитингима и спојницама, јер заваривање пружа поуздану везу - током испитивања притиском тело цеви готово увек није могло да издржи, али везе остају нетакнуте.
- Линија бакра се не погоршава на ниским температурама. Последице грејања бакарних цеви су много мање катастрофалне него код челичног или пластичног водовода.
- Бакар се не уништава хлором, који је увек присутан у води из славине. Супротно томе, хлор на унутрашњем зиду ствара заштитни слој, што продужава век трајања производа.
- Под утицајем ултраљубичастог зрачења, на површини бакра не долази до видљивих промена, за разлику од пластике која мора бити изолована.
- Колоније микроорганизама и патогених бактерија не пуштају корење на унутрашњим зидовима.
- Степен храпавости унутрашње површине бакарних цеви је нижи од оног код производа од челика или пластике, па органске супстанце немају времена да се слегну - јаз се не сужава током дугог радног времена.
- Производе од бакра можете купити од било ког произвођача - квалитет ће бити исти. На пример, међу пластичним производима има много фалсификата, који као резултат тога морају да се промене након неколико година.
- Бакрене цеви имају већу отпорност на корозију, па се мање материјала користи за производњу. Челичне конструкције су присиљене да обезбеде велику дебљину зида са очекивањем да ће рђа постепено уништавати материјал.
- У бакарним водовима нема потребе за сервисирањем спојева, јер су поузданији од самих цеви. Код неварених челичних конструкција, окови су главни проблем.
Мане водова од бакра:
- Трошак је већи.
- Не може се инсталирати у системима где је брзина протока воде већа од 2 м / с.
- У води не сме бити песка и других чврстих честица, јер се оне трљају са унутрашњег слоја зида. Ако је претанак, може проузроковати ерозију.
- Више захтева за инсталацију како не би смањили гарантни период.
Олово се не сме користити као лем у системима воде за пиће, јер узрокује тровање тела и озбиљне последице.
Предности и недостаци бакарног водовода такође зависе од тога колико је добро урађена инсталација.
Методе инсталације и повезивања
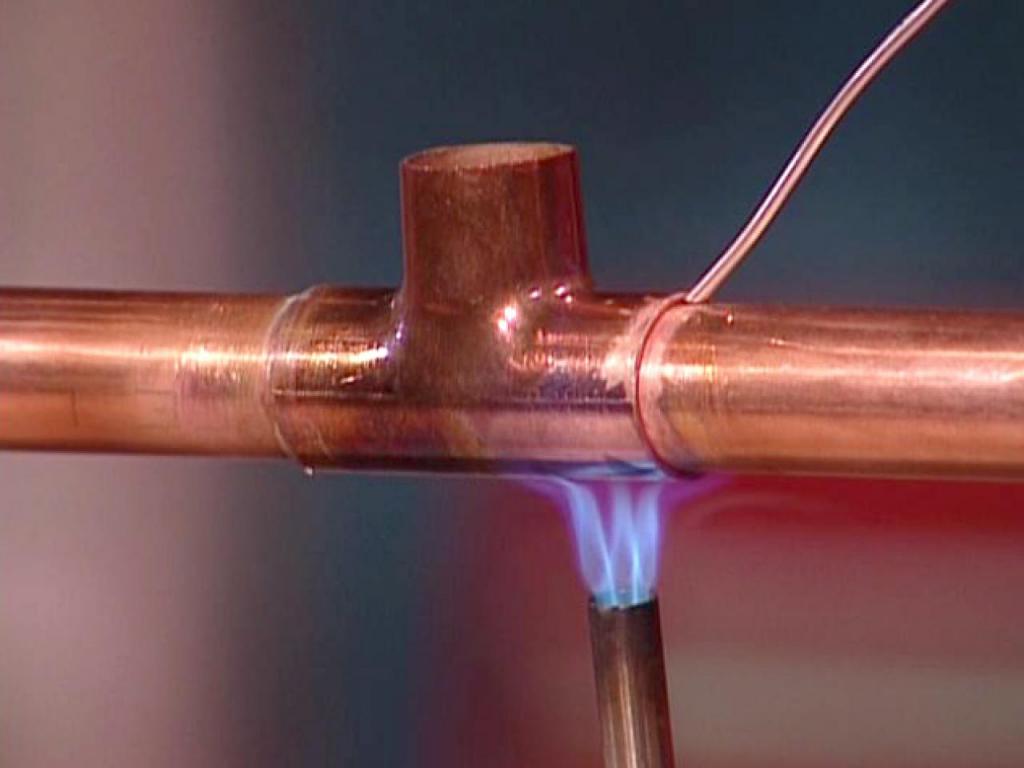
Најчешћи метод је лемљење. Да бисте то урадили, потребно је загрејати цев до тачке топљења лемљења. Само искусни заваривачи који често раде са системима под притиском и са сложеним комуникацијама у приватним и стамбеним зградама могу лемити бакарне цеви за водоснабдевање.
Процес се изводи на следећи начин:
- Спој цеви и фитинга се чисти од оксидног филма.
- Гасна бакља загрева лем и постепено се обавија око производа док се топи.
- Да би лем текао између цеви и фитинга, место се загрева још неколико секунди.
Системи повезани заваривањем способни су да поднесу притиске до 500 бара, ако се правилно изврше, искључују се цурења и смањење притиска на линији.
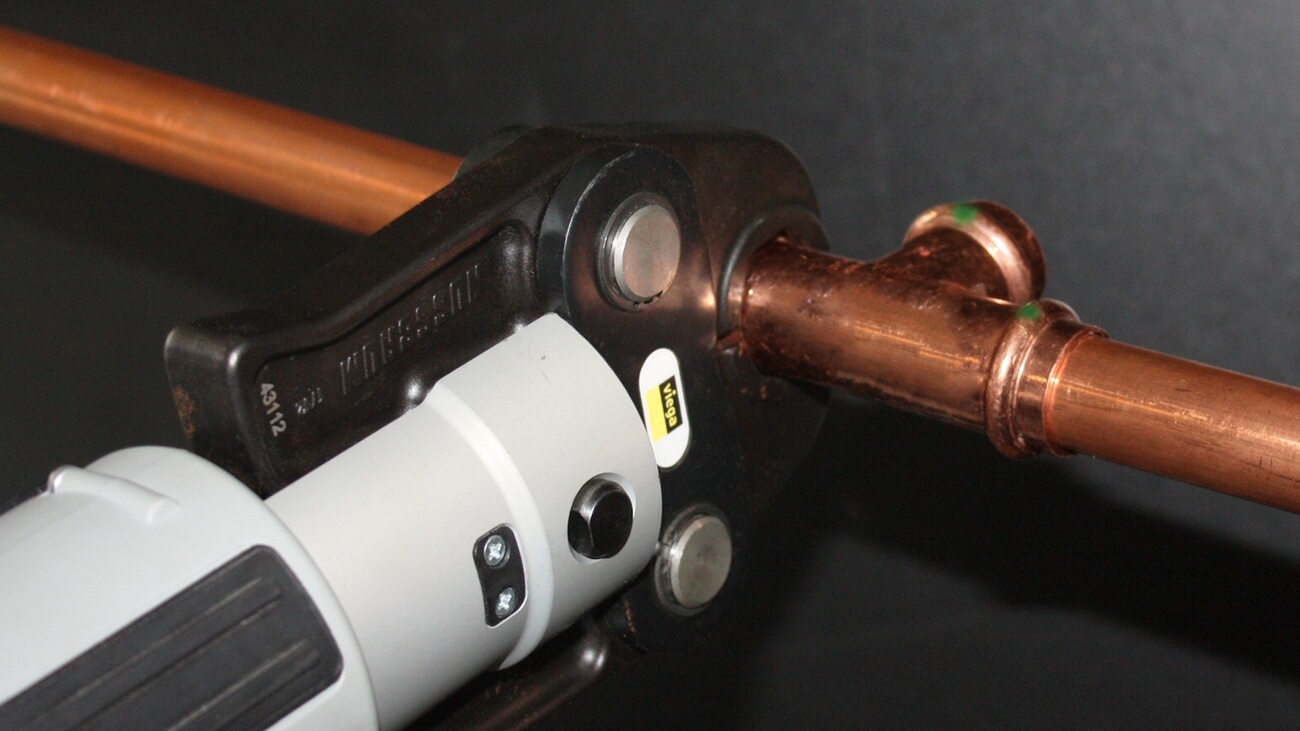
Метода пресовања није врло чврста и поуздана, боље је користити је у системима са ниским притиском. Доња линија је састављање система, а затим се користи специјални алат за притискање фитинга на главну цев. Могуће је стезање помоћу заптивне траке и навртке. За контролу је потребно на деловима направити ознаке како се не би померили током пресовања. Важно је добро брушити крајеве цеви пре повезивања са арматуром.
Предност методе прешања је што је чак и почетник може применити у пракси. Заваривање лемом је много сложенија операција која захтева вештину и пажњу.