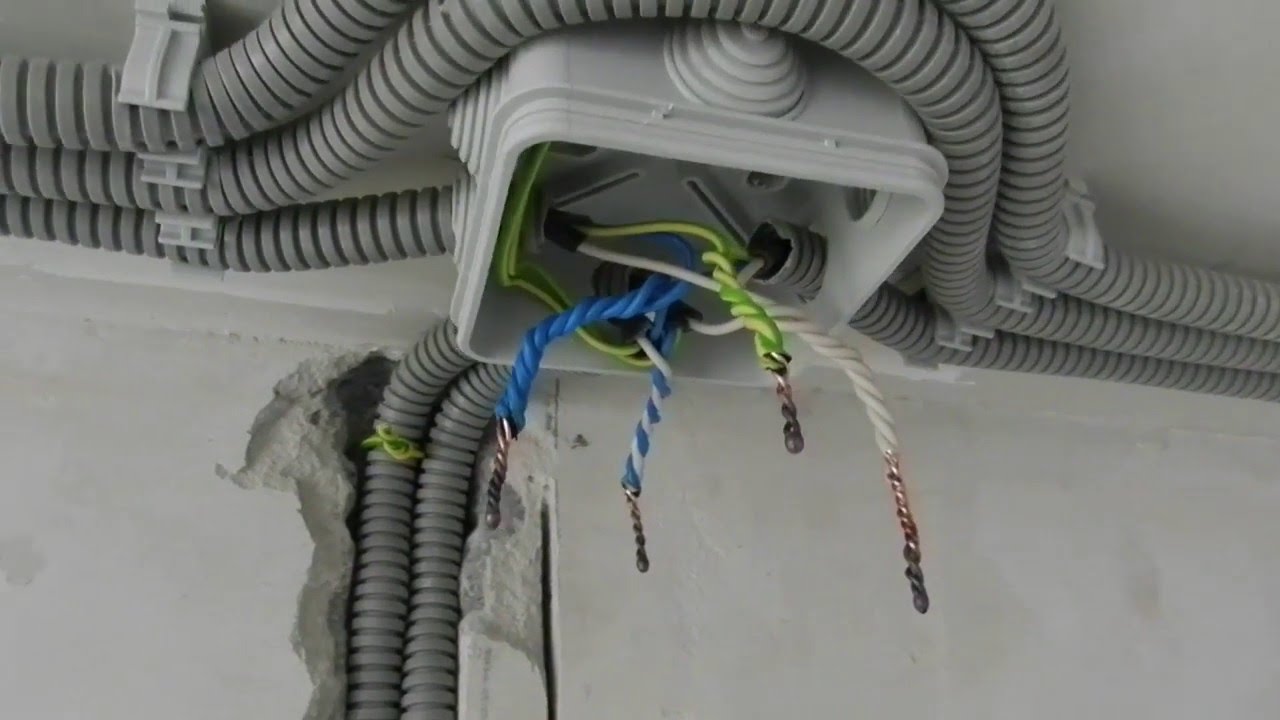
Utan undantag tillhandahåller alla kopplingsscheman förgrening och anslutning av kablar och ledningar. För detta krävs det att man dessutom installerar en kopplingsdosa, som är gjord av metall eller polymermaterial. Det räcker dock inte med att installera strukturen, det är viktigt att känna till tekniken för lödtrådsvridningar i kopplingsboxen.
Vad är kopplingsdosor för?
Behovet av att använda kopplingsdosor bör inte vara tveksamt. För att säkerställa detta bör du läsa varningar från specialister:
- Försummelse av installationen av strukturen är ett brott mot reglerna i regleringsdokumenten.
- Överensstämmelse med brandsäkerhet. Tack vare RK minskar sannolikheten för kortslutning och brand betydligt på grund av tätheten i strukturen.
- Installationen av enheten tar mycket tid, men i framtiden blir det mycket lättare att modernisera, underhålla, reparera och bygga upp ledningar. Om du till exempel behöver installera ett extra uttag eller strömbrytare kan de nödvändiga ledningarna tas bort från kopplingsdosan.
I allmänhet krävs installation av kopplingsdosan. Installationstekniken är enkel, komplexiteten kan uppstå vid anslutning av ledningar.
Allmänna regler för pendling
Implementeringen av lödmetoden liknar svetsning, endast ett vanligt lödkolv används och inte en växelriktarmaskin med elektroder. Före vridningen måste venerna konserveras. För att göra detta värms lödkolven upp, sänks ned i kolofonium och transporteras över de områden som rengjorts från isolering flera gånger tills en rödaktig nyans dyker upp.
För kvalitetsarbete måste du först kontrollera lödkolvspetsen. Det är viktigt att hålla det rent. Om ytan är ojämn, har smuts ackumulerats på den, blir det omöjligt att göra högkvalitetslöd. Smutsen avlägsnas med en fil och sedan tennas dess ände.
Fördelarna med lödning jämfört med andra anslutningsmetoder

Det finns flera sätt att ansluta ledningar i en kopplingsdosa, men endast lödning och svetsning skiljer sig åt i minsta kontaktmotstånd och monolitisk anslutning. Vem som helst kan lödtrådar hemma. För svetsning behöver du erfarenhet och en speciell svetsmaskin.
För att utföra arbetet behöver du följande uppsättning verktyg:
- flöde;
- en kniv utformad för att avlägsna isoleringsmaterial;
- löda;
- sidoskärare;
- lödkolv;
- tång eller tång;
- sandpapper.
Utan att förbereda alla nödvändiga verktyg och förbrukningsvaror kan du inte börja arbeta.
Lödtrådar
Förtunning och lödning av kablar i kopplingsboxen utförs i flera steg.
- Ta bort det isolerande lagret.
- Dra av ledningarna tills metallens karakteristiska glans uppträder.
- Service.
- Vridning.
- Lödning.
- Isolering.
Innan du fortsätter med anslutningen av de ledande kärnorna måste du analysera hur mycket längd som krävs. Kapa ledningarna så att ändarna vid lödning ligger utanför kopplingsdosan. I slutet av arbetet läggs de på önskat sätt.
Lödning av ledningar i kopplingsboxen är förbjuden i täthet. Beståndet i detta fall är också olämpligt.
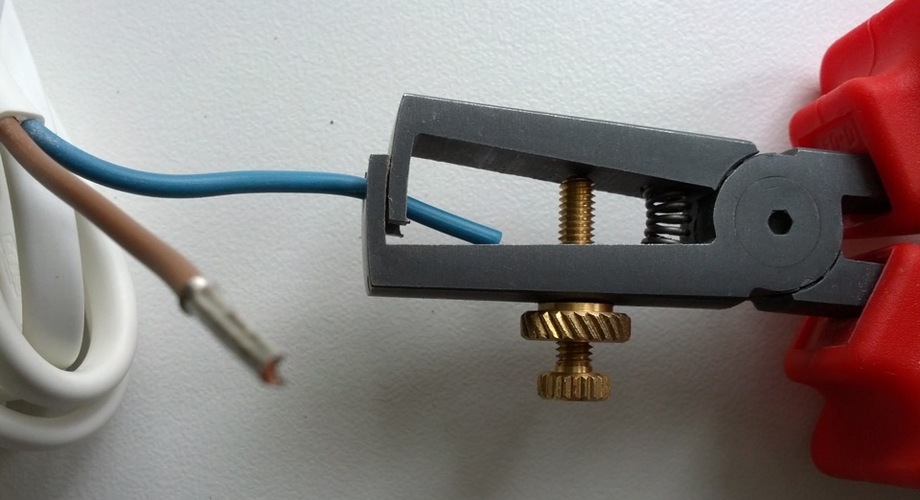
För att ta bort det isolerande skiktet används ett specialverktyg - en strippare eller en vass kniv. När du arbetar med en vass kniv ska rörelserna likna att raka av en penna. Det är förbjudet att skära det isolerande lagret med tång eller sidoskärare, det är inte tillåtet att göra cirkulära snitt. Tvärgående skador kommer att orsaka brott inom en snar framtid.
För en tråd avsedd för lödning sträcker sig strippningen från 1,5-3 cm. Antalet varv är minst 2.
Innan lödningen rengörs och förtunnas trådarna noggrant så att oxider inte syns på ledarens yta, vilket stör normal konduktivitet och ökar motståndet. Redan konserverade ledare vrids med hjälp av tänger eller tänger.
Lödning av tvinnade koppartrådar i en låda har en liknande algoritm. Vridningen ska vara tät, men inte stram, annars kan ändarna på de ledande venerna helt enkelt bryta av.
Slutligen löds de tvinnade trådarna med ett lödkolv så att lödet täcks med ett jämnt lager på alla sidor. Arbetets kvalitet beror helt på hur väl ändarna rengjordes.
Val av lödkraft

Enheten ska optimalt värma upp platsen i 1 minut eller mer, lödytan i slutet av arbetet ska vara slät, ha en jämn glans.
Lödtyp
Det finns ett stort antal säljare, de viktigaste listas i tabellen.
| Lödkvalitet | Struktur (%) | Draghållfasthet (kg / mm) | Smält temperatur | Ansökan |
| POS-30 | Bly - 70 Plåt - 30 | 3,2 | 266 | För lödning och förtinning av delar av stål, koppar och deras legeringar |
| POS-40 | Bly - 60 Plåt - 40 | 3,8 | 238 | För lödning och förtinning av kontakter och delar i radioutrustning av galvaniserat stål |
| POS-90 | Bly - 10 Plåt - 90 | 4,9 | 220 | För lödning och tinning av medicinska instrument och metallredskap |
| POS-61M | Koppar - 2 Bly - 37 Plåt - 61 | 4,5 | 192 | För lödning och tinning av ledare och koppartrådar |
| POS-61 (tretnik) | Bly - 39 Plåt - 61 | 4,3 | 190 | För tinning och lödning av levande delar av brons, mässing och koppar med förseglade sömmar |
| POSV-33 | Vismut - 33.3 Bly - 33.3 Plåt - 33.3 | — | 130 | För löddelar av konstantan, mässing och koppar med hermetisk söm |
| POSV-50 (Alloy Rose) | Vismut - 50 Bly - 25 Plåt - 50 | — | 94 | För bearbetning av delar som är känsliga för överhettning |
| Alloy d Arce | Vismut - 45.3 Bly - 45.1 Plåt - 6.9 | — | 79 | För tillverkning av säkringar, förtinning och lödning av delar som är mottagliga för överhettning |
| Woods legering | Kadmium - 12,5 Vismut - 50 Bly - 25 Plåt - 12.5 | — | 68,5 | Ett viktigt inslag är giftigt. Konstruerad för tillverkning av säkringar, förtinning och lödning av delar som är mottagliga för termiska effekter |
De sista tre kvaliteterna har låg smältpunkt och låg legeringshållfasthet.
Skydd av lödpunkten mot oxidation

Ett flöde används för att skydda lödpunkten från oxidation av syre. När du arbetar med koppar är de vanligaste:
- Kolofonium, det innehåller endast tallkolofonium.
- LTI-120 inkluderar trietanolamin (1-2%), anilin saltsyra (3-7%), etylalkohol (66-73%), kolofonium (20-25%).
- Alkoholhartsen innehåller etylalkohol (60-70%) och kolofonium (30-40%).
Den enklaste, budgetmässiga och samtidigt vanliga versionen av flödet är vanligt kolofonium. Den enda svårigheten som kan uppstå när man arbetar med ett ämne är ett fast aggregeringstillstånd.
Löd- och förtinningsteknik

När du startar lödning eller tinning av trådar är det viktigt att placera de senare horisontellt så att lödkolvspetsen berör alla sidor obehindrat. Vissa "experter" rekommenderar att ledarna placeras vertikalt, men detta bör inte göras, eftersom löddropparna kan börja spridas.
Innan du tänder värms trådarna med ett lödkolv och vidrör parallellt uppvärmningsstället med en bit kolofonium tills det börjar smälta. Om ett vätskeflöde används appliceras det i förväg även innan uppvärmningen börjar. Efter tinning är ledningarna tvinnade.
Lödtekniken är något annorlunda eftersom mer löd krävs. Ett flöde appliceras på de ledande ledarna och upphettas med ett lödkolv tills det smälta droppet fördelas jämnt. Om det behövs kan proceduren upprepas.
Lödning med fackla och degel

Om det finns ett stort arbete är det lämpligt att använda deglar, som är en ihålig metallcylinder utrustad med ett handtag för fyllning med smält löd. Enheten kan värmas med en gasfackla eller användas som ett tips på ett kraftfullt lödkolv.
Behållaren rymmer en liten mängd smält löd, medan den stelnar lyckas en person göra flera vändningar.
Försiktighetsåtgärder
Försiktighet bör iakttas vid arbete, eftersom det smälta lödet kan ge svåra brännskador om det träffar huden. Alla märken av säljare innehåller bly vars ångor är giftiga för människor. För att förhindra förgiftning måste du arbeta i andningsskydd.
Vid lödning av ledningar är det förbjudet att använda syrainnehållande aktiva flöden, eftersom de efter fullbordat arbete kräver fullständig avlägsnande. Flödesrester har en destruktiv effekt på alla material, särskilt hårdlödningssyra och zinkklorid är aggressiva för koppar.
I allmänhet bör arbetet inte orsaka svårigheter, det viktigaste är att bekanta dig med exekveringstekniken i förväg, förbereda alla förbrukningsvaror och verktyg.







