Grunden fungerar beroende på installationsmetoden och materialet i slutet av högen, med vilken tungorna är fästa vid grillen eller den fasta plattan. Pålhuvudet ger hållfasthet, hållbarhet hos den axiella stödkonstruktionen. Kombinationer av betong och stål, trä och metall används i skruv-, ram- och drivelement. I vissa fall hittar stödhögsystemet, tillsammans med topparna, inga konkurrenter.
Beskrivning av påelhuvudet

En hög är en kärndel som överför krafter från strukturens ovanjorda del till marken med hjälp av hälen och sidoområdet. Den övre delen kallas huvudet, den är ordentligt fastsatt på tungan. Toppens mått och form varierar beroende på installationen av anslutningsbalken och den monolitiska basen.
Svetsning utförs på huvudets yta:
- ett glas svetsas till platsen;
- förstärkande delar (sjalar) är fästa.
Pålhuvudets styrka kontrolleras genom instrumentmätning och visuell inspektion med identifiering av defekter. Vid kritiska anläggningar används metoden för ultraljudsdiagnostik och detektering av kapillär djupfel.
Enhet och syfte
Topparna på stavarna utför följande funktioner:
- fixera gallren i installationsläget;
- fixa den gemensamma ramen med anslutningsband.
Spetsens storlek beror på pålens storlek och den specifika vikten hos materialet för dess tillverkning. Huvudets innerdiameter måste vara större än pålens ytterdiameter för att glida över det.
Varianter, storlekar och funktioner
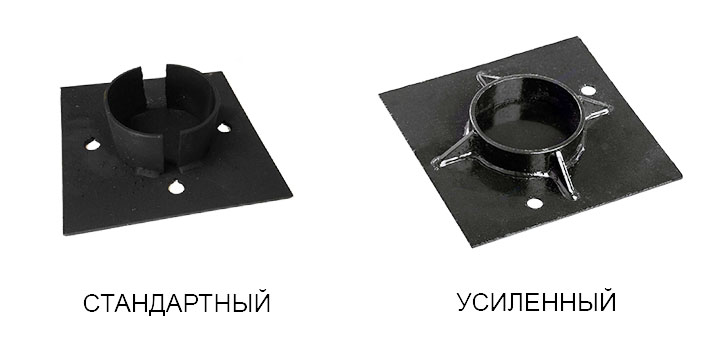
Toppen av det vertikala stödet är i form av en cirkel, kvadrat och polygon, konturen väljs i bilden av en högstav. Typerna av nackstöd skiljer sig åt i hur de fixeras.
Beroende på formen och funktionen på topparna är:
- T-formad. De är bultade eller svetsade på insidan av stödet. Denna form gör att du kan montera plattformen för nästa betong.
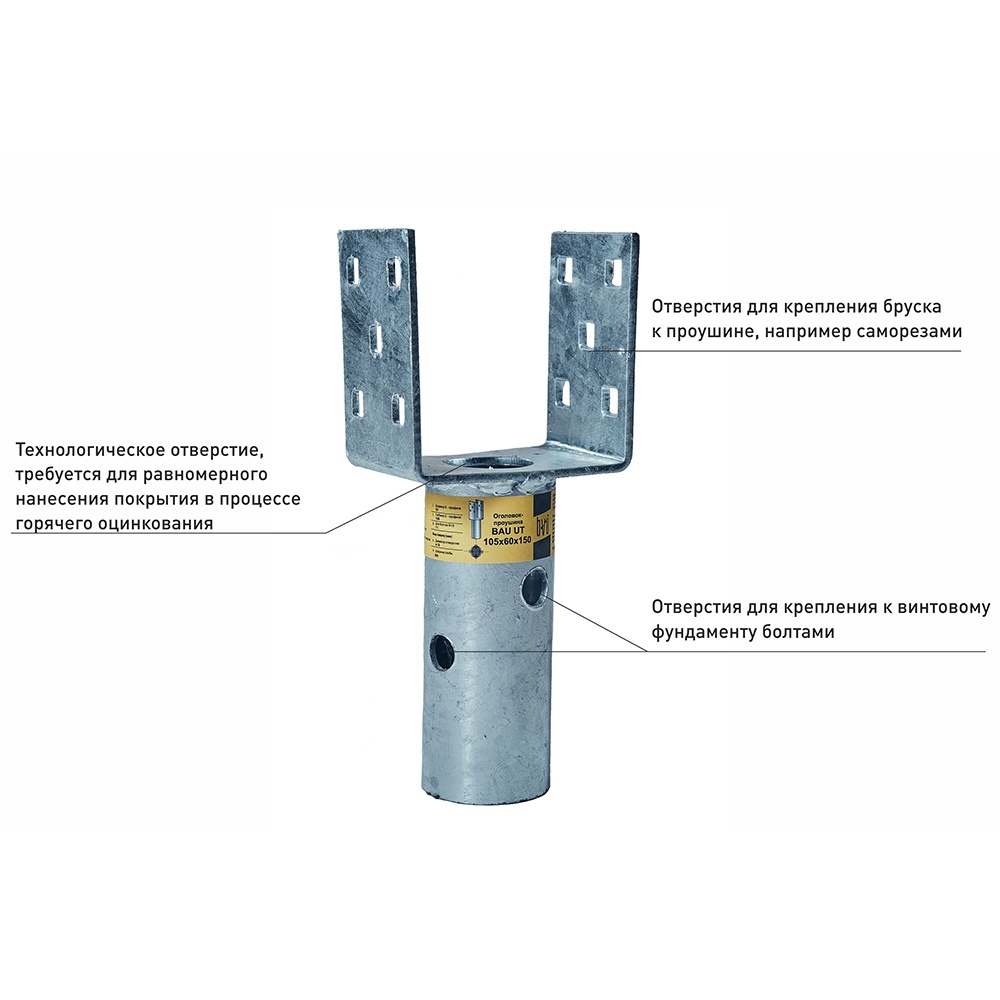
- U-formad. De läggs på högen uppifrån. Designad för installation av galler och balkar.
Stavarna är gjorda av trä, betong, men armerad betong och metallskruvsorter är vanliga. Stöden är hopfällbara och inte avtagbara.
Förstärkt betong
Pålarna är gjorda 3–12 meter långa, ofta med en solid sektion i form av en fyrkant. Armerade betongstänger med en triangulär, rund, komplex prismatisk bas produceras. Inuti finns en förstärkning i form av en tredimensionell ram för att motstå belastningarna från strukturen och krafterna under nedsänkning. På toppen av högen ökar volymen av strukturell metall i form av ett förstärkt huvud.
Huvudet för en armerad betonghög har en minsta dimension på 20 x 20 cm, längden på stången bestäms av belastningen från byggnaden. Installation av pålar och inriktning av huvuden är dyrt.Den enkla strukturen svetsas i form av en stålplåt med installerade packningsringar och förstyvningar i form av ribbor.
Trä

För sådana stöd används barrträd med nedsatt förmåga att absorbera fukt. Långa stockar med en diameter på upp till 40 cm placeras, de har tidigare impregnerats med anti-ruttnande föreningar. Trästöd är förpackade, enkla och komposit, nedsänkta med mekaniska hammare och dieselhammare, vibrerande påeldrivare.
I ändarna på stavarna är metallskor arrangerade i form av en tetrahedral eller triangulär pyramid. De tar belastningen från stötar under penetrering och tillåter inte att den slipade trästungan deformeras och delamineras. Högens huvud är gjord av stålplåt eller gjutjärn och skyddas av ett ok i form av en metallring.
Skruva

I konstruktionen representeras denna typ av stålrör (diameter från 50 till 350 mm) med knivar i botten, som går in i marken med spiralrörelser och därefter gjuts inåt. Väggtjockleken på sådana pålar är 4 - 6 mm och längden varierar från 4 till 12 meter. Stångens tå är spetsig och änden på markdelen är utrustad med ett metalllock för skruvhögar som är svetsat på rörets yttre skal.
Toppens utformning beror på grillens betydande egenskaper, som stöder den första kronan på en stång, en monolitisk bas eller en armerad betongbalk. Skruvhögens huvud är tillverkat av högkvalitativt stål, ändelementet behandlas med alkydbaserade grundfärger.
Hopfällbar
Avtagbara ändar används mindre ofta av icke-separerbara typer, de används vid en tillfällig struktur eller vid manuell installation av stödelement.
Spåren borras tvärs över flera ställen och tappar eller bultar med muttrar placeras istället för svetsning. Rätt utformat stöd med bra åtdragning av hårdvara har ingen motreaktion. Hopfällbara huvuden används vid gjutning av en bas i tung mark eller vid installation av träpluggar. Avtagbara ändar tillverkas i fabriken i serie, som alla tilldelas standarddimensioner, SP-5 stål används.

Ej hopfällbar

Det svetsade huvudet på fundamentet placeras när hålen grävs ut med hjälp av en hålborr, den positiva punkten är att förhindra att fukt och syre kommer in i stödet. Innan svetsning markeras huvudkanten med en fil, rengöras med en kvarn till en bredd av 3 cm.
Installationsschema:
- ställa in toppen till kontrollpositionen;
- vidhäftning med en elektrod vid flera punkter;
- fullfjädrad svetsning;
- lämnar ett ventilationsutlopp
- slaggstrippning och målning.
Svetsning utförs med universalelektroder konstruerade för en ström av 100 A.
Högar med en sektion på 57x57, 76x76, 76x89 mm placeras under små byggnader. Storleken 89x89 och mer används för att bygga hus på instabila jordar.
Huvudskärningsmetoder
Pålstöd med lutande och horisontella sprickor, som expanderar mer än 0,3 mm, är förstärkta med en armerad betongbur med väggar som inte är tunnare än 100 mm eller helt förändras. Toppen skärs av efter att rören har fixerats i marken. Huvudet placeras på pålröret efter att ha skärt armeringen inuti armerad betong.
För att skära av ändarna på stavarna används följande metod:
- jackhammer;
- hydrauliska saxar.
Den första metoden har nackdelen att skärområdet är av låg kvalitet på grund av oegentligheter. Det finns en risk att skada ytan under markeringslinjen. Metoden med hjälp av hydraulik klarar uppgiften mer exakt, men kännetecknas av dess höga kostnad.
Installationsmetoder

En öppen passform innebär att det finns ett hål i mitten av huvudet som passerar in i stången. Detta är användbart om pålen levereras med slutet redan installerat på fabriken. Ett annat alternativ skulle vara att lägga kommunikationer i högens kropp. Ett öppet hål tar emot sediment inuti, därför täcks ett sådant huvud med en motsvarighet eller förseglas med vattenavvisande föreningar, till exempel harts eller bitumen.
Hammare
Flishuggen bryter av partiklar av betong från högens övre yta, vilket känns igen som onödigt genom mätningar. Processen är mödosam, tar lång tid, så ett team på tre personer hugger av huvudet på 15 stöd under en arbetsdag.
På tungan är en markeringslinje markerad (ritad) längs vilket stödelementet ska förkortas. Små delar avlägsnas gradvis med en hammare tills önskat märke uppnås. Ibland används en mekanisk hammare, till exempel en dieselanordning. Hammaren tappas metodiskt till ytan och stigningen beror på rekyl. Hammaren är mer exakt för inget bakslag eller fall förekommer.
Hydrauliska saxar

Mångsidig utrustning gör att du kan göra bättre arbete och jämna ut ytan. Kolvskärare förstör och avlägsnar onödiga bitar av högtoppen synkront. Saxen sätts på olika utrustningar med lämplig kraft, med hydraulmatning. Eftermontering på en grävmaskin eller traktor görs för att minska driftskostnaden för hydraulaxen.
Stödets ändar skärs med cirkelsågar, maskinfräsar och handhållna enheter. Arbetskostnaderna med en sådan ekonomisk metod är små, arbetet går snabbare. Rätt skärdiameter väljs och det optimala arbetsläget upprättas.
Rekommendationer
Antikorrosionsskiktet avlägsnas ett par centimeter från skäret när metallstängerna förkortas för att öka pålstödets livslängd. Installationen av huvuden görs efter att ytan har utjämnats i slutet, varefter alla högers nivålinje kontrolleras.
Grillen monteras efter mätning av huvudets plan, som måste vara perfekt inriktade utan några skillnader i märken. Metalltopparna svetsas av en växelriktaromvandlare med en ström av 100 A. Betongtoppen förseglas med murbruk efter att formen har installerats under fundamentet.