Metalltak är en förbättrad och mer attraktiv version av den profilerade plåten. Det fick sitt namn eftersom det imiterar bältros, men ser ibland mycket mer estetiskt tilltalande ut. Materialet tillverkas med en speciell teknik och för olika ändamål.
Var produceras metallplattorna?
Metallplattor är en populär beläggning, så den tillverkas av både stora fabriker och små företag. Arkets kvalitet beror inte på produktionens omfattning utan på den utrustning som används för tillverkning av metallplattor. Som i många andra fall beror kvaliteten på att alla tekniska kompliceringar följs.
De mest kända beläggningsföretagen i Ryssland inkluderar:
- Neva-Stal;
- "KSP";
- Sibiriskt metallcentrum;
- "Electroshield".
Det finns många andra fabriker i Moskva, Lipetsk, St. Petersburg, Volgograd.
Av de utländska tillverkarna är de mest populära på den ryska marknaden:
- Finska företaget RUUKKI;
- en av de största metallproducenterna i världen, Arcelor Mittal-koncernen;
- Slovakiskt företag U.S. Stål Kosice.
Små företag i Polen och Kina är också populära.
När du köper metallplattor måste du vara uppmärksam på garantiperioden. Till exempel när det är belagt med plastisol är tillverkarens garanti 50 år.
Vad metallplattor är gjorda av

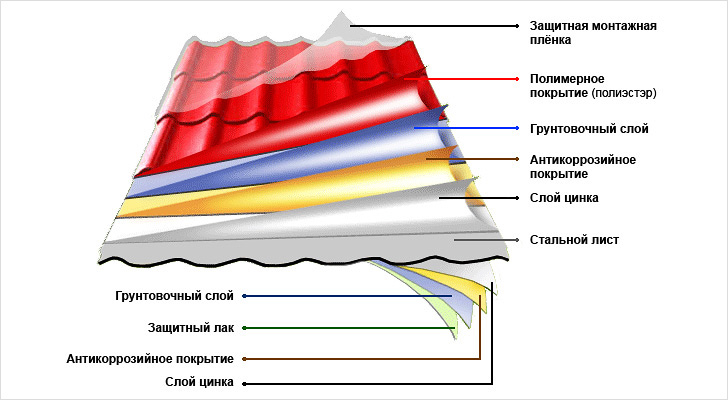
Metallplattor är ett komplext flerskiktsmaterial. Består av följande element.
- Basen är en metallplåt. Oftast är det stål, men koppar och aluminium kan också tjäna som bas. Den senare är lättare och är inte rädd för korrosion, därför behöver den inte ett skyddande zinkskikt.
- Zinklager - det täcker arket på båda sidor. Metallen skapar en oxiderande film som förhindrar att syre och fukt når stålbasen. Skiktets densitet varierar från 190 till 275 g / m². Den avgör var metallplattor kan användas: i södra regionen, på höglandet, i området bredvid havet.
- Passivt lager - skapar en slags kompenserande buffert och förbättrar vidhäftningen.
- Jordskikt - utför samma uppgift, men mer selektivt med avseende på den applicerade beläggningen.
- Det nedre lagret av metallplattan är lack. Den är färglös och har ingen dekorativ effekt. Dess uppgift är att skapa ytterligare mekaniskt skydd.
- Golvets översta lager är en dekorativ beläggning baserad på en polymerkomposition. Färgen avgör inte bara metallplattans utseende, utan också dess motståndskraft mot ultravioletta strålar, mekanisk stress och fukt.
Egenskaperna hos det övre dekorativa skiktet bestämmer till stor del materialets hållbarhet.
Produktionsteknik

Oavsett vilken typ av utrustning för produktion av wellpapp och metallplattor ingår tillverkningsprocessen tre huvudsteg:
- rulla en profil och erhålla en avlastningsyta;
- stämpling - bildning av en profil: kaskad, monterrey, supermonterrey;
- skär i ark av önskad storlek.
I varje steg är det nödvändigt att övervaka korrekt utförande av tekniska operationer och kontrollera arbetsstyckets överensstämmelse. Det är viktigt att följa sekvensen noggrant under rullning. Vid stämpling måste du övervaka att arbetsstycket överensstämmer med den angivna profilen.
Tekniken inkluderar följande operationer.
- En rull av metall med en viss tjocklek - från 0,4 till 12 mm, matas till avlindningslinjen och fixeras i facket.
- Linjen förs till designfabriken, där profilen är stämplad. Det finns många typer av förhållanden mellan krön och vågform.
- Remsan matas till saxen, där banan skärs automatiskt i ark av önskad storlek.
- Arbetsstycket överförs till galvanisering. I vissa fall utförs denna operation innan den rullas.
- Metallplattan är täckt med skyddande lager: först med ett passiverande lager, sedan med en grundfärg och i slutet med ett lager av en polymerfärgad komposition.
Det allmänna systemet är bevarat vid tillverkning av alla typer av metallplattor. Materialets egenskaper bestämmer profilens egenskaper, zinkskiktets tjocklek, färgens sammansättning.
Typer av beläggningar
- Polyester - matt eller slät. Beläggningen används 75% av tiden. Skikttjocklek 25 mikron. Polyester är motståndskraftig mot slitage och ger medeltungt UV-skydd. I områden med aggressiv sol brinner beläggningen ut. Designad för 5-10 års drift. Det matta polyesterskiktet är tjockare - upp till 35 mikron. Denna beläggning håller upp till 15 år.
- Polyuretan - pural. Den appliceras i ett lager upp till 50 mikron. Den är mycket slitstark, tål temperaturer från -60 till +100 C. Den spricker inte vid hög luftfuktighet och bleknar inte under solen. Hållbarheten är inte mindre än 30 år. Sådana metallplattor är mycket dyrare.
- Purex är en dekorativ film med mycket hög plasticitet och styrka. Kunskap från RUUKKI. Tillverkaren ger garanti för täckning i 50 år.
- Plastisol är en polymer baserad på polyvinylklorid. Inte för kalltåligt - tål bara - 10 C, men tål värme bra. Plastisolskiktet når 200 mikron. Detta ger inte bara hållbarhet och reptålighet utan ger också ovanliga dekorativa effekter. Plastisolskiktet är präglat för att applicera ett lättnadsmönster på ytan. Livslängden är 60–70 år.
- PDVF är en ny variant som är mycket UV-beständig. Även om beläggningen appliceras i ett tunt lager - 27 mikron, räcker det för att säkerställa metallplattans hållbarhet.
Beläggningens hållbarhet beror på driftsförhållandena.
Utrustning för tillverkning av metallplattor

Utrustning för produktion av metallplattor innehåller flera olika redskap för att utföra olika uppgifter.
- Rullens avrullare är en driven konsolenhet för installation och avveckling av tunnplåtsprodukter. Det kan vara en separat struktur, men oftare är det en del av den tekniska linjen. Produkten väljs utifrån dess bärförmåga, avlindningshastighet, kraft och tillåtna banbredd.
- Huvudmaskinen för takläggning av metall är en rullformningsmaskin. Under bockningsprocessen utövar den en komprimerings- och drageffekt på en metallplåt. Som ett resultat får arket en viss konfiguration. Böjning är möjlig i alla vinklar. Samtidigt förblir arket monolitiskt och tappar inte styrkan. Rullformningsmaskinerna är automatiserade, vilket minskar risken för fel och fel. Valparametrar: rullhastighet, kraft, maximal tillåten arktjocklek och bredd.
- Pressmaskin - hydraulisk. Den inkluderar en press där scener, en stämpel och hydraulstationer bildas - enheter som levererar olja till hydraulcylindrar. Staven, som lämnar valsformningsverket, har en vågig form. I pressmaskinen skrynklas den vågiga lättnaden i form av steg. Enheten väljs utifrån effekt, trycknivå, möjlig profilbredd.
- Metallskärning med sax - ark stämplade på maskinen matas till giljotinsaxen. En hydrauliskt eller mekaniskt driven enhet skär arbetsstycken i ark. Utvärderingsparametrar: knivslag, tillåten skikttjocklek och bredd, antal knivslag per minut. Denna indikator bestämmer enhetens effektivitet.
- Arkmottagare - efter kapning överförs arken till arkmottagaren. Enkla modeller kan bara ta 1 ark, avancerade - flera.
- Pall för färdiga ark - från mottagaren överförs arken till pallen. Här staplas de och överförs till lagret med en lastkran.
Automatiskt styrsystem (ACS)
Det mesta av utrustningen - en maskin för tillverkning av metallplattor, pressning, sax-guillotine, kan automatiseras. Det verkar vara bekvämast att inte programmera varje maskin separat utan att inkludera den i ett enda system och ge kommandon till alla enheter på linjen samtidigt. Detta görs av det automatiska styrsystemet.
De viktigaste kriterierna för att välja en ACS är storleken på felet. Ju mindre det är, desto mer exakt är mätningen och skärningen, vilket minskar kostnaderna.
Kompletta produktionslinjer

För tillverkning av metallplattor kan du köpa en färdig linje som innehåller alla nödvändiga element. Beroende på konfiguration och prestanda är linjerna uppdelade i 3 klasser.
Det grundläggande inkluderar ett valsverk, sax-guillotine, en pressmaskin, ett hydraulsystem och ett automatiserat styrsystem. Detta alternativ är lämpligt för igångsättning och mindre produktion.
Standard - paketet tillgodoser behoven hos små eller medelstora företag. Förutom den listade utrustningen inkluderar detta en balavdragare, pallar och andra tillbehör. Rulningshastighet upp till 7-8 meter per minut.
Premien inkluderar också en dörrstängare och servo. Linjeproduktiviteten är högre - upp till 10 meter per minut.