Vedarna bearbetas på fräsmaskiner för att ge en speciell profil och få samma diameter längs hela längden. Spåren skärs ut i produkten för att underlätta installation och låsfogar. En rundad ved är tillverkad med stor precision, så det finns praktiskt taget inga luckor vid montering av ett timmerhus. Materialet tillhör kategorin billiga produkter som inte behöver förberedas för installation på byggarbetsplatsen.
- Vad är en rundad stock
- Skillnad från hackad
- Applikationer
- Funktioner i produktionen av rundade stockar
- Klassisk metod
- Genomgångsmetod
- Positionsmetod
- Limad logg
- Utrustning för produktion av
- Tillverkningsteknik
- Sortering och beredning av material
- Torkning
- Cylindring
- Trimning och skivning
- Behandling med skyddande föreningar
- Avslutande händelser
- Varianter av byggmaterial
- Spårtyp
- Träslag
- Mått (redigera)
- Hur man väljer en stock för konstruktion
- Funktioner av prissättning
Vad är en rundad stock

Funktioner vid användning material:
- satsen beställs på fabriken, medan elementen har en längd enligt husets utformning, är spåren gjorda med stor noggrannhet;
- denna design minskar arbetskraftskostnaderna på byggarbetsplatsen.
En rent färdig yta föreslår avslag på utvändig beklädnad med andra material... Timmerhuset behandlas med lacker, glasfärger för att bara betona träets struktur.
Hemma gradvis krympa med 8 - 10% från de första indikatorerna så att byggnaden kan utnyttjas fullt ut efter 1 - 1,5 år efter konstruktion. Sprickor kan förekomma i ändarna vid denna tidpunkt, så det rekommenderas inte att värma huset under krympningsperioden.
Skillnad från hackad

Från sådant material det är svårt att bygga en perfekt vägg i jämförelse med ett timmerhus av rundade stockar. Längsspår skärs också ut manuellt, därför är det bara hantverkare som får bygga ett hus av hackade element.
Skillnader mellan material:
- handskurna stammar har olika diametrar längs längden och en ojämn yta;
- byggtiden från hackade stockar ökar på grund av behovet av att passa varje element.
Efter konstruktion sömmar på utsidan och insidan måste tätas, för att ta bort luckor. Båda materialen kräver behandling med antiseptika, brandskyddsmedel för att öka motståndet mot negativa faktorer.

Applikationer

Andra användningsområden:
- timmerväggar av bad och bastur är uppförda från barrträd;
- bilagor till bostäder, till exempel stängda och öppna verandor, gångterrasser;
- en massiv timmerveranda ser vacker ut;
- lusthus och skjul byggs i trädgården;
- kapslingar för promenader byggs för husdjur.




Från rundade stockar bygger de starka staket med en original entrégrupp, gör element till en lekplats (hus, fästningar, broar, sandlådeväggar).



Funktioner i produktionen av rundade stockar
Tillverkningstekniken är enkel men kräver specialutrustning i form en speciell serie maskiner för bearbetning av fallna trädstammar.
Den huvudsakliga produktionsmetoder:
- det klassiska sättet;
- kontrollstation;
- positionell;
- limma stockar från enskilda element.
Varje teknik har vissa fördelar och nackdelar jämfört med andra, metoderna skiljer sig åt i produktivitet, kvalitet på arbetet.
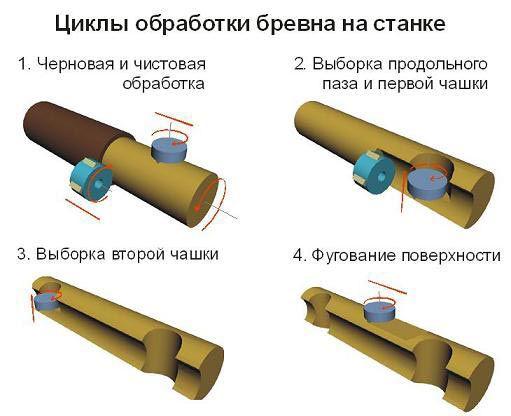
Klassisk metod

Bearbetningsprocess:
- Tunnan är fixerad i centrum i ändarna, sedan är den cylindrisk.
- Fräsarna rör sig längs stocken, kanternas resurs ökar på grund av spänningsavlastningen från efterbehandlingsbladet på grund av belastningen på grovbladet och kvaliteten på cylindern ökar.
- Den resulterande produkten poleras, impregneras med en skyddande förening mot inflammation och mögel.
Den klassiska metoden är därför mödosam produkter är dyrare... Noggrann hantering minskar sannolikheten för storlekskörningar.
Genomgångsmetod

Funktioner hos tekniken:
- få billiga produkter av låg kvalitet
- kontinuerlig matning av stammar är tillåten;
- arbetsstyckenas längd är inte begränsad, men stockarna bör inte falla in i utrymmet mellan rullarna;
- hög prestanda.
Utrustningen används också för produktion av kantat virke, barer, foder, brädor, lameller. Nackdelen är att du måste välja ganska släta stammar, eller skär halvfabrikat i produkter som är 1 - 2 m långa.
Positionsmetod

Metodens egenskaper:
- lägre produktivitet jämfört med den kontinuerliga metoden;
- tid slösas bort vid omkonfigurering av maskinen enligt stockarnas diameter;
- behovet av skickliga operatörer att förbättra kvaliteten på bearbetningen.
Det är möjligt att använda två fräsenheter samtidigt för att samtidigt göra en grov och en fin passering. Arbetsstyckenas längd beror på utrustningens storlek.
Limad logg

Produktionssteg:
- kapning av stockar i brädor;
- torkning till en fukthalt av högst 12-15%;
- sammanfoga lameller med höghållfast lim med alternerande fiberriktningar i efterföljande lager.
Produkter samlas in från solida brädor eller skarvade längs längden... Produkterna växlar mellan två träslag för att förbättra prestandan.
Limade stockar kännetecknas av mindre fukt, de spricker praktiskt taget inte efter att de har lagts i en ram. Minskningen i antalet sprickor förklaras av den lägre inre spänningen i små delar jämfört med en hel massiv stock.
Utrustning för produktion av
Produktionslinjer kan vara helt automatiseradnär maskinen matar och laddar arbetsstyckena. I halvautomatisk I varianten övervägs mekanisering inom arbetscykeln, sedan används manuellt arbete med hjälp av gaffeltruckar och elbilar.
Typer av maskiner:
- svarvning och fräsning (lägesmetod);
- genomgångsenheter;
- centrerings- och utbredningsmekanismer;
- utrustning för skärning av koppar, spårning;
- trimningsinstallationer.
Kvaliteten på avrundningen av stockar beror på på graden av slipning och typen av skärelement på maskinen, som är roterande, vinklade, fräsande.
Tillverkningsteknik
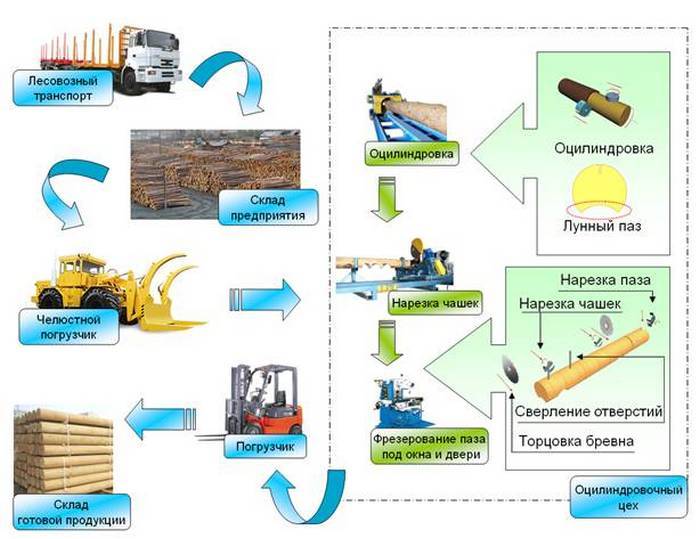
Tekniken inkluderar följande steg:
- torkning av råvaror;
- direkt cylindrisk;
- skärning och vändning
- impregnering med skyddsmedel;
- produktkvalitetskontroll, märkning enligt projektet, lagerhållning, förpackning för avsändning.
Produkterna som erhålls på automatiska linjer kännetecknas av en lägre kostnad än när man använder en andel manuellt arbete.
Sortering och beredning av material

Produktion inkluderar preliminär sortering av avverkade stammar, beskärning... Råvaror väljs så att initialradie högst upp i stocken överskrids med 20 mm liknande storlek på mottagna produkter... Mått tas enligt kundens specifikationer för byggandet av ett hus, oftare använder de gran och tall.
Om positioneringsmetoden används sorteras loggarna och genom arbetsstyckets homogenitet i termer av diameteratt bearbeta satsen utan att konfigurera om maskinen, vilket tar tid.
Den automatiserade sorteringslinjen representeras av en tandtransportör med en avsökningsmätmekanism och flera "fickor", där drivenheterna tappar råvaror med enhetliga egenskaper.
Torkning
Fukten reduceras jämnt i de yttre och inre skikten. Detta uppmärksammas eftersom de yttre delarna avger mer vatten och de inre är försenade, vilket leder till att sprickor uppträder.
Torkning sker på två sätt:
- under naturliga förhållanden på en sval plats under ett tak (baldakin);
- i torkfack.

Borttagning av konstgjord fukt sker i en vakuum, infraröd, elektrisk kammare.
Cylindring
Normalt tillvägagångssätt:
- göra cylindring enligt en strikt specificerad diameter;
- efter bildandet av månspåret utförs kompensationsskärningen.
Avlastningspassagen lindrar spänningen hos träfibrerna under belastning så att nya sprickor inte uppträder på produkten efter installation och krympning. Skäret görs längs stocken i form av ett jämnt spår med en bredd på 8-10 mm, dess djup är ¼ av bredden. Vid lagring placeras stocken med ett spår på toppen så att nästa element stänger snittet på toppen och skyddar det mot vattenintrång.
Trimning och skivning

Rundade stockar skär i längder... Optimering av produkterna sker för att välja områden utan chips, stora sprickor och tappande knop. Korta bitar sammanfogas till delar av önskad längd genom att skarva till exempel med en minitennmetod.
Trimning utförs på två sätt:
- automatisk;
- manuellt.
I det första fallet upptäcker skannern 4 sidor av det matade materialet och flyttar det sedan till geringsmaskinen. I slutet av linjen fördelar dumpare arbetsstyckena längs längden. Med den manuella metoden identifierar arbetaren de defekta fläckarna och gör ett märke med fluorescerande krita. Maskinen läser märket och gör ett snitt vid denna punkt.
Behandling med skyddande föreningar

Applicera behandling med:
- antiseptika - från röta, mögel, svamp, buggar;
- brandskyddsmedel - för att minska tändningsgraden.
De använder allergivänliga, miljövänliga ämnen så att husets väggar inte släpper ut giftiga komponenter till det omgivande rummet.
Avslutande händelser

Färdiga produkter passerar teknisk kontroll. I processen kontrolleras dimensioneringsnoggrannheten med hänsyn till toleranserna. Experter markerar varje logg längs slutet för att ange sin plats i designritningen, där motsvarande märken också finns.
Förvara virke staplade på olika sätt:
- tajt;
- rader;
- i buntar;
- paket.
Beroende på metod används olika distanser för att säkerställa enhetlighet lastfördelning och ventilation.
Transport till kunden i enlighet med säkerhetsåtgärder och materialets säkerhet, för detta finns det ett speciellt långt fordon.

Varianter av byggmaterial
Kärnan i byggandet av ett trähus ligger i byggandet av ett timmerhus. Om ändarna passar bra, blir det inga luckor, luckor, därför ökar skyddet mot kyla och blåser.
Ändarna på stockarna sammanfogas på följande sätt:
- "I skålen" och "i oblo" (med resten);
- "I tanden" och "i tassen" (inga rester).

I avrundat virke används bearbetning med en mån- och finsk spår.
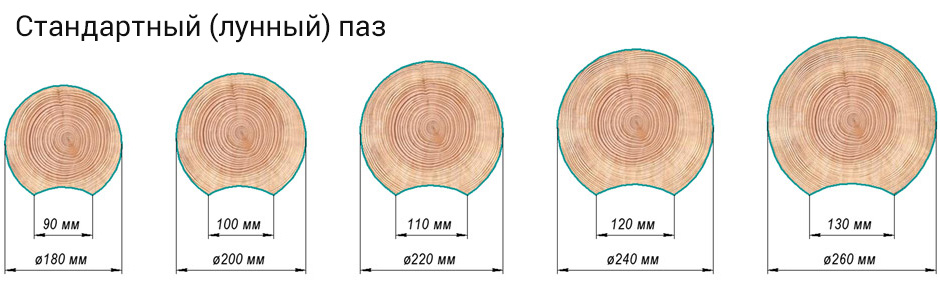
Spårtyp
Månens spår används för att tätt installera stockarna till varandra under installationen. Elementen monteras med en buntisolering eller mineralull. Ett sådant spår ser ut som ett längsgående snitt, vars sektion liknar en halvcirkel.
Storlekar på stockar med en månprofil:
- En stockdiameter på 180 mm antar en spårbredd på 95 mm;
- 200 mm - 105 mm, respektive;
- 220 mm - 116 mm;
- 260 mm - 137 mm;
- 300 mm - 158 mm.
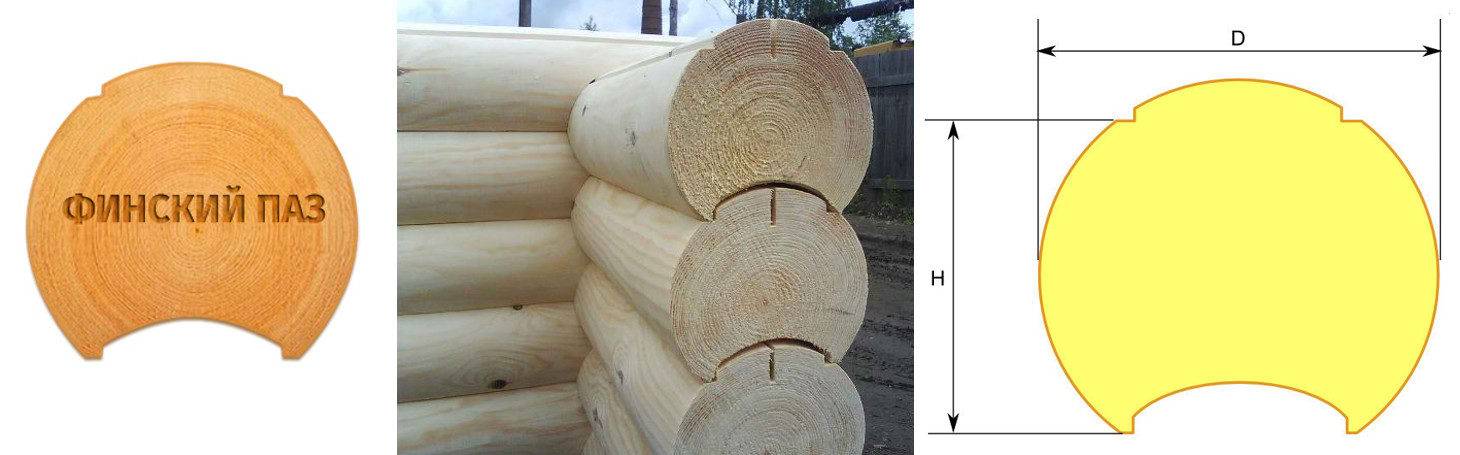
Finskt spår skiljer sig i en mer komplex form, eftersom den används för ett monteringsschema med ett spår och en ås. Det finns luckor i dess avsnitt - dessa är urtag för att öka värmeisoleringen på dockningsplatserna. Det finska spåret minimerar sprickor och behöver inte tätas.
Träslag

Kännetecken för klipporna för cylindriska stockar:
- Tall - hårdare än gran, med bättre hållfasthetsegenskaper;
- gran - mjukt och varmt trä, lättare att hantera med verktyg;
- lärkträd - trä med naturliga fuktisolerande egenskaper, hållbart;
- ceder - används sällan på grund av de ökade vedkostnaderna.
Lärk är dubbelt så dyr som tall och gran.
Mått (redigera)

Valet beror på användningsstället:
- bad, sommarstugor, uthus - 160 - 180 mm (söder om Ryssland);
- sommarbostadshus, garage, lusthus - 200 - 220 mm (europeisk del);
- permanenta bostadshus i västra Sibirien - 240 - 320 mm (med en isolerad vind).
Hur man väljer en stock för konstruktion

Företräde ges till företag som släpp material och utför konstruktion samtidigt... De ansvarar för kvaliteten på stockarna. Bättre innan du gör din beställning ta reda på platsen för utvinning av råvaror, lagringsförhållanden och leverans.
Uttryck utåt kvalitet baserat på:
- material i mörkgula och gula färger;
- inga maskhål, hartsfickor, mekaniska defekter;
- några små knop är tillåtna;
- nedskärningarna är jämna, stammarna är inte vridna;
- alla arbetsstycken har samma radie och längd.
Kontrollera när du accepterar loggar från leverantören märkning i enlighet med projektet, annars blir installationen svår.
Funktioner av prissättning

Priset på virke per kubikmeter beror på diametern. Cirka: 180 - 190 mm - 7500 rubel, 220 - 230 mm - 7800 rubel, 260 mm - 8 000 rubel, 300 mm - 9 500 rubel, 320 mm - 11 000 rubel.
Prisförändringar baserat på faktorer:
- närvaron av ett diagonalt spår;
- typ av förpackning (film, pall, tejp);
- göra hål för installation av stift;
- fräsning för fönster- och dörrlister;
- fräsning av urtag för installation av fönster- och dörrfyllningar;
- impregnering med skyddsmedel.
Den slutliga kostnaden påverkas av leveranspris... Om konstruktionen utförs i stäppregionerna kommer leveransen att öka materialkostnaden avsevärt.