Ang koneksyon ng mga tubo ng polimer ng tubig sa isang solong linya ay isinasagawa sa dalawang paraan: gamit ang mga elemento ng pagkonekta (mga kabit) o sa pamamagitan ng paghihinang. Ang huling pagpipilian ay mas matipid - hindi na kailangang bumili ng mga karagdagang bahagi. Ngunit nangangailangan ito ng mga espesyal na tool. Kung alam mo ang mga intricacies ng hinang, posible na maayos na maghinang ng mga plastik na tubo para sa supply ng tubig sa bahay gamit ang iyong sariling mga kamay, nang walang paglahok ng mga espesyalista. Makakatipid din ito ng badyet ng pamilya.
Mga tool upang matapos ang trabaho

Upang ikonekta ang mga elemento ng plastik at propylene, ginagamit ang pamamaraan ng thermal diffusion - pagsanib kapag pinainit ng isang espesyal na bakal na panghinang. Ito ay naiiba mula sa isang simpleng tool ng paghihinang na hindi ito gumagamit ng mga electrode na tanso, ngunit mga nozzles ng bakal. Ang mga ito ay naayos sa mga butas sa elemento ng pag-init ng panghinang na bakal. Isinasagawa ang kontrol sa temperatura gamit ang isang termostat na matatagpuan sa katawan.
Para sa pagtatrabaho sa mga elemento ng tubo na gawa sa polyethylene o polypropylene, kakailanganin mo ring:
- mga instrumento sa pagsukat - panukalang tape, pinuno, parisukat, antas;
- dalubhasang gunting o pamutol ng tubo;
- nabubulok na likido.
Bilang karagdagan, ito ay nagkakahalaga ng paghahanda ng isang fine-grained na liha o isang manipis na file. Tutulungan nila itong gawing perpektong makinis ang iyong mga pagbawas.
Mga hakbang sa seguridad
Kapag nagtatrabaho sa isang soldering iron, kailangan mong sundin ang mga pag-iingat sa kaligtasan. Ang kabiguang gawin ito ay negatibong makakaapekto sa kalidad ng pagdirikit at maaaring maging sanhi ng pinsala at pagkasunog.
Pagmasdan ang mga sumusunod na panuntunan:
- Ilagay lamang ang stand ng mainit na panghinang.
- Magsuot ng guwantes upang maprotektahan ang iyong mga kamay mula sa pagkasunog.
- Magpatupad ng trabaho sa isang maaliwalas na lugar, dahil ang mga materyal na polimer ay naglalabas ng mga nakakapinsalang sangkap kapag nainitan.
Ang mga tip ay pinahiran ng Teflon upang maiwasan ang mga deposito ng carbon. Sa pagtatapos ng bawat proseso ng hinang, ang natitirang polimer ay dapat na alisin sa isang kahoy na spatula. Hindi pinapayagan na linisin ang mga cooled nozzles, dahil maaari itong makapinsala sa patong at masira ang soldering iron.
Mga tampok ng mga panghinang na tubo ng tubig

Bago simulan ang trabaho, kailangan mong pumili ng tamang teknolohiya. Tatlong pamamaraan ng paghihinang ang ginagamit para sa koneksyon:
- Pagkabit. Sa kasong ito, ginagamit ang mga pagkabit na ipinasok sa pagitan ng mga bahagi ng abutting. Ang kakaibang uri ng proseso ay ang mga elemento lamang ng koneksyon ang kanilang pinapainit. Karaniwan ang pamamaraan ay ginagamit para sa mga tubo na may maliit at katamtamang mga cross-section.
- Hugis kampana. Ginagamit ang mga nozzles ng iba't ibang mga diameter. Ang mga dulo ng mga bahagi ay pinutol sa isang anggulo ng 90 degree at nalinis, at pagkatapos ay ipinasok sa nguso ng gripo ng kaukulang seksyon. Sa panahon ng paghihinang, ang mga dulo ng dalawang elemento ay pinainit, natunaw at sumali. Pagkatapos ng pag-dock, ang mga bahagi ay hindi dapat paikutin.
- Butykova. Kasabay, ang mga dulo ng dalawang mga segment ay pinakuluan kasama ang buong eroplano. Ginagamit ito upang ikonekta ang mga malalaking tubo - na may diameter na higit sa 5 cm at isang kapal ng dingding na 0.4 cm.
Kung kailangan mong maghinang ng mga pinalakas na tubo, kakailanganin mo ng isang espesyal na tool - isang ahit. Kinakailangan upang linisin ang tubo mula sa aluminyo, na nakatago sa ilalim ng itaas na patong ng polimer. Dagdag dito, ang mga tubo ay hinangin ayon sa karaniwang pamamaraan.
Minsan ang mga bahagi na may sinulid ay kinakailangan sa seksyon ng pipeline. Ang karapat-dapat na ito ay maaaring solder sa isang angkop na magkasanib na tubo.Ang gawaing hinang sa mga tubo ay dapat na isagawa lamang sa positibong temperatura ng paligid.
Pagkakasunud-sunod ng proseso ng hinang
Una kailangan mong ihanda ang mga tubo mismo. Nahahati sila sa mga piraso ng kinakailangang sukat, ang mga dulo ay leveled at pinakintab, ang mga kasukasuan ay pinahid ng isang degreasing na likido.
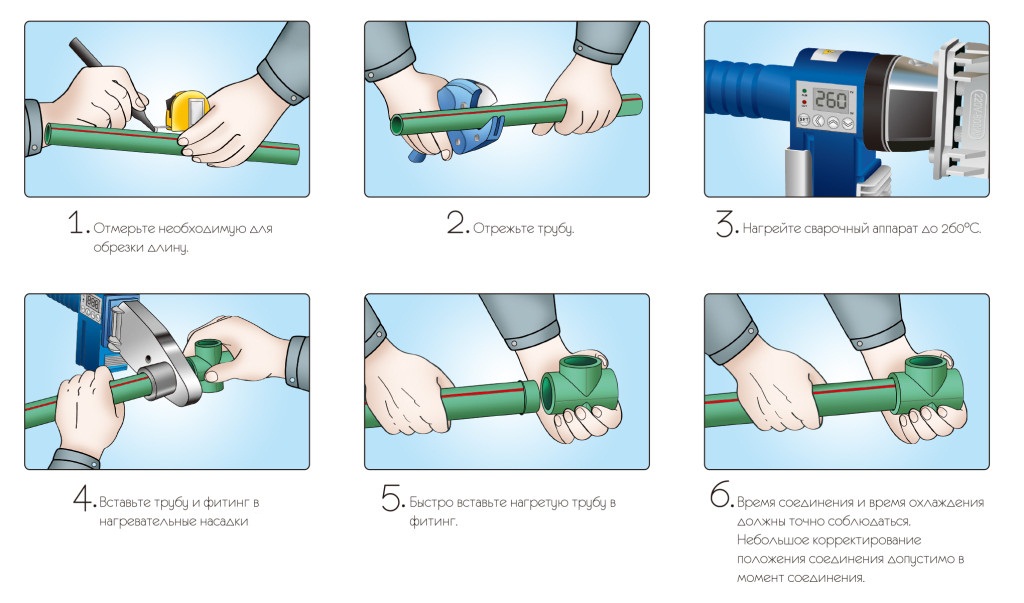
Gamit ang isang termostat, ang kinakailangang pagpainit ay napili, isinasaalang-alang ang pagkakaiba sa tagapagpahiwatig na ito para sa mga polymer. Maaari mong linawin kung aling mga tukoy na tubo ang iyong hinihinang sa pamamagitan ng pagmamarka sa mismong produkto. Para sa mga tubo ng polypropylene at polyvinyl chloride (PP at PVC), ang pagpainit ay isinasagawa hanggang sa 260 degree, para sa mga polyethylene (HDPE) na tubo - hanggang sa 220 degree. Ang mga maiinit na elemento ay konektado sa bawat isa sa pamamagitan ng pagpasok ng tubo sa socket, pagkabit, o sa pamamagitan ng pagsali sa mga dulo ng mga segment.
Ang tagal ng pagkatunaw pagkatapos dalhin sa kinakailangang rehimen ng temperatura ay natutukoy depende sa seksyon:
| Diameter ng produkto (mm) | Oras ng pag-init sa kinakailangang temperatura (sec) | Adhesion period (sec) | Oras ng paglamig (min) |
| 16 | 5 | 8 | 2 |
| 20 | 6 | 9 | 2 |
| 25 | 7 | 10 | 3 |
| 32 | 8 | 12 | 4 |
| 40 | 12 | 20 | 5 |
| 63 | 24 | 25 | 6 |
| 90 | 40 | 35 | 8 |
Matapos ang cool na pinagsamang, suriin ang kawastuhan ng gawaing isinagawa. Ang higpit ng hinang seksyon ay nasuri sa pamamagitan ng paghihip at pagdaan ng tubig. Kung ang seam ng magkasanib ay ginawang mahina, ang seam ay pinutol, at ang welding ay isinasagawa muli.
Paghihinang sa mga lugar at kanto na mahirap maabot

Kung kinakailangan, ang mga tubo ay maaaring brazed sa isang anggulo. Para sa mga ito, ginagamit ang mga espesyal na pagkabit ng anggulo. Ginagamit ang anggulo upang makontrol ang antas ng liko. Bumili ng mga produkto mula sa isang tagagawa, titiyakin nito ang mataas na pagdirikit ng mga elemento na isasali.
Ang pag-welding sa mga lugar na mahirap maabot ay mahirap para sa isang karaniwang tao. Kapag nagtatrabaho sa ilalim ng kisame, ang soldering machine ay dapat na bitayin sa isang kawit. Minsan kinakailangan upang palitan ang isang bahagi sa isang operating na sistema ng supply ng tubig: sa kaso ng pinsala kung saan tumutulo ang tubig, o isang malakas na pagbara. Ang pinakamadaling paraan ay ang paghihinang ng sinulid na mga kabit sa mga lugar na kung saan maginhawa upang gawin ito, at magtanim na ng isang seksyon ng tubo sa kanila.
Maaari kang maghinang ng isang polypropylene pipe, kung ang tubig ay tumutulo sa isang maliit na basag, gamit ang pamamaraan ng pag-welding ng artisanal. Ang puwang ay sarado ng materyal na kung saan ginawa ang tubo. Ang isang mainit na kuko o distornilyador ay inilapat sa may sira na lugar. Ang butas ay natatakpan ng tinunaw na polimer. Ngunit ito ay isang pansamantalang pagpipilian, ang napinsalang lugar ay kailangan pa ring palitan.
Para sa isang maikling panahon, ang produktong polimer ay maaaring mai-selyo sa isang pang-industriyang hair dryer. Ang pinagsamang ay pinainit hanggang sa lumambot ang materyal. Ang isang clamp ay inilapat sa tubo at hinihigpit ng mahigpit.
Mga posibleng pagkakamali

- magtrabaho kasama ang mga hilaw na hiwa;
- hindi pantay ng mga bahagi ng pag-dock;
- hindi tumpak na pagkakahanay ng mga konektadong elemento;
- sobrang lakas kapag sumali;
- hindi kumpletong pagpapasok ng tubo sa naaangkop na koneksyon;
- kaunti o labis na pag-init ng mga bahagi upang ma-welding;
- ang pagkakaroon ng isang nagpapatibay na layer;
- pagbabago ng posisyon ng mga elemento pagkatapos ng cooled ng plastik;
- gamit ang isang panghinang na may mga nozel na kontaminado ng polimer;
- paglilinis ng mga cool na nozel at ang kasunod na paggamit ng mga bahagi na may nasirang layer ng teflon.
Minsan sa mga de-kalidad na materyales, ang malakas na overheating ay hindi nagbibigay ng mga panlabas na depekto. Ngunit sa parehong oras, mayroong isang panloob na pagpapapangit, kapag ang mainit na plastik ay hinaharangan ang panloob na daanan. Ito ay humahantong sa mabilis na pagbara at pagbara sa daloy ng tubig.
Bilang karagdagan sa mainit na paghihinang, ginagamit ang isang malamig na pamamaraan ng hinang. Ang pamamaraan ay nagsasangkot ng paggamit ng isang espesyal na pantunaw bilang isang aktibong bahagi ng paghihinang, na nagpapalambot sa istraktura ng polimer. Dahil sa pagiging kumplikado nito, ang pamamaraan ay hindi nakakuha ng labis na katanyagan.