Kesintisiz güç kaynağı sağlamak için, kabloların manşonlarla güvenilir şekilde bağlanmasına dikkat etmek önemlidir. Elektrik kablolarında bükülmüş bağlantılar yaygındır. Her iki uçta da büküm noktaları bir süre sonra oksitlenir ve kısa devre ve kendiliğinden yanma ile dolu ağır yükler altında güçlü bir şekilde ısınır. Alüminyum ve bakırın elektrokimyasal özelliklerinden dolayı doğrudan bağlanamayacaklarını da dikkate almak önemlidir. Kabloları bağlamak için özel kıvırma manşonları, en güvenilir kıvırmayı sağlayabilir.
Kollu tellerin kıvrılması nedir
Sıkma, elektrikçilerde yaygın bir prosedürdür, özelliği, elektrik kablolarının özel manşonlarla bağlanmasında yatmaktadır. Bağlantı mekanizması olarak metalden yapılmış bir bağlantı borusu kullanılır. Telleri kıvırmak için çekirdekleri bir manşonla sarılır. Tüpü içindeki teller ile kıvırarak güvenilir bir bağlantı elde etmek mümkündür. Evde sıkma pense ile yapılır, ancak özel bir alet - pres maşası kullanılması tercih edilir.
İki veya üç yerde, manşon sıkılır ve kıvrımlı yer PVC yalıtım bandı veya ısıyla daralan makaron kullanılarak yalıtılır. Bazen elemanları bağlamak için yalıtımlı bağlantı manşonları kullanılır, bu durumda kablolama bölümünü yeniden işlemeye gerek yoktur.
Manşonlu tellerin bağlantısı aşağıdaki durumlarda yapılmalıdır:
- Büyük bir kesite sahip kabloları bağlamanız gerekir.
- Alternatif tel bağlantı yöntemleri kullanma imkanı yoktur. Örneğin, yüksek irtifalarda görüşün zayıf olduğu veya terminal bloğunun yerleştirilemeyeceği bir bağlantı kutusu içindeki kablolama.
- Telleri yüksek yüke sahip hatlarda bağlamak gerekir.
Teller için kıvrımlı manşonun kendi avantajları ve dezavantajları vardır. Eski hakim:
- Sıkma aleti rahat bir çalışma alanı ile donatılmıştır. Bu çalışma prensibi, atanmış görevleri örneğin bağlantı kutuları veya bir priz kutusu gibi sınırlı bir alanda gerçekleştirmenize olanak tanır. Soketin içinde, kablo kontaklarının kıvrılması, kabloların mutlak minimuma kısaltılmasına olanak tanır.
- Kullanılan tüpü sıkıştırmak için pres penseleri kullanılır. Analoglardan farklı olarak, bu alet çalışmak için elektrik bağlantısı gerektirmez, manuel aletler grubuna aittir. Güç henüz bağlanmadıysa, kabloları bağlamanın tek güvenilir yolu sıkmadır.
- Lehimleme veya kaynak yapmak için belirli bilgi ve becerilere sahip olmanız gerekir. İlk deneme süresinden sonra herkes sıkma ile başa çıkabilir. Aynı zamanda pres pensesi ve sarf malzemelerine sahip olmak önemlidir, aşırı durumlarda pense olmalıdır.
Sıkma, örneğin alüminyum ve bakır gibi farklı malzemelerden yapılmış telleri bağlamanıza olanak tanır. Lehimleme ve kaynaklama bu tür fırsatları sağlamaz.

- Sürekli olarak stokta bulunma ve çeşitli boyutlarda gömlek stoklarını düzenli olarak yenileme ihtiyacı.
- Bağlantı, bazen bazı görevlerin uygulanmasını zorlaştıran önemli boyutlarla karakterize edilir.
Ayrıca, sarf malzemelerinin somut maliyetinden bahsetmeye değer.
Tel kıvırıcının çalışma prensibi

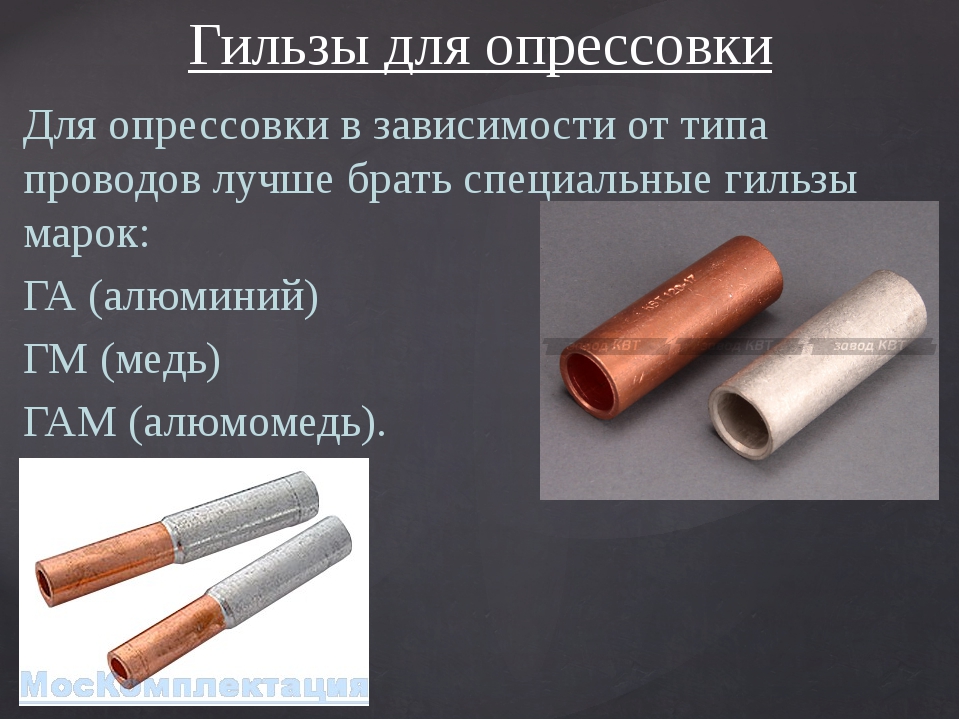
Sıkma için alüminyum veya bakır tel kullanılır. Buna dayanarak, alüminyum veya bakırdan yapılmış bir manşon kullanılmalıdır. Farklı malzemelerden yapılmış teller için bir bakır-alüminyum veya bağlantı borusu da vardır.
Zamanla, alüminyum kablo oksitleyici bir film oluşturur, bu nedenle manşon dikkatlice temizlenmeli ve özel bir bileşik ile muamele edilmelidir. Malzemeyi oksidasyondan korumak için en sık kuvars-vazelin macunu kullanılır. Bakır telin ayrıca özel bileşiklerle işlenmesi gerekir. Onlar sayesinde, sıkma sırasında tel göbeğine zarar verme olasılığı azalır ve sürtünme kuvveti de azalır.
Örgülü iletkenler, manşona kolayca sığacak şekilde hizalanır ve katlanır. Kablo, durana kadar kartuşa takılır. Elemanları kavşakta değil, küçük bir bitki ile bağlamanız gerekir.
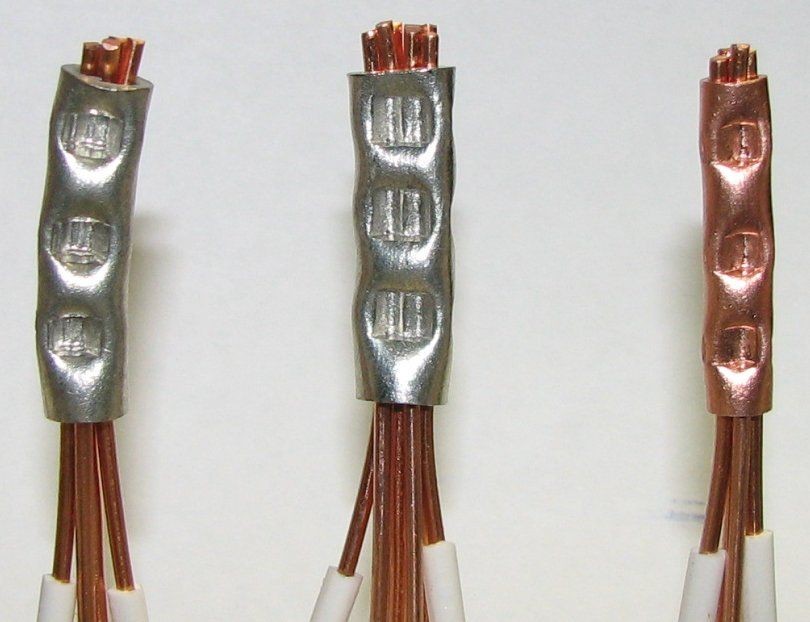
Kıvrılacak maçaların toplam kesiti için tasarlanmış ve hesaplanmış manşonlar kullanılmalıdır. Lokal (nokta) girintili bir pres kullanılıyorsa, tüm uzunluk boyunca eşit olarak 2-3 damar yapılır, bu, güvenilir ve yüksek kaliteli elektrik teması ve ayrıca bağlantıda mekanik mukavemet sağlanması için gereklidir. Kare veya altıgen matrisler kullanılırken aynı kurallara uyulmalıdır.
Kıvrım sırasında manşonun çatlamamasını sağlamak ve ayrıca sıkıştırılmış boşluklar olmadığından emin olmak önemlidir. Sıkma işleminden sonra bağlantı, dirsek bezi veya elektrik bandı ile izole edilir. Son adım, kabloyu bağlantı kutusuna dikkatlice katlamaktır.
Malzemeye göre teller için sıkma boruları arasındaki fark
Bakır kollu
GM kısaltması, manşonun yüksek kaliteli bakırdan yapıldığını gösterir. Sadece bakır kabloları bağlamak için kullanılır. GM'nin yüzeyi koruyucu bir kabukla kaplanmamıştır, bu nedenle yalnızca agresif olmayan çevre koşullarında çalıştırılabilir.
kalaylı kollu
Kalaylı manşonların yardımıyla, agresif bir ortamda çalışması amaçlanan bakır teller bağlanır. Bunlar bakırdan yapılmış aynı manşonlardır, sadece yüzeyleri beyaz koruyucu bir kabuk oluşturan özel bir bileşik ile kaplanmıştır. Kısaltması GML'dir.
Kalaylamanın avantajı malzemeyi elektrokimyasal korozyondan korumaktır, ancak alüminyum kablolama için GML kullanılması yasaktır. Bunun nedeni, sıkıştırma işlemi sırasında koruyucu tabakanın kısmen tahrip olması ve bu da alüminyum ve bakır arasında doğrudan temasa neden olmasıdır.
Farklı malzemelerden yapılmış maçalar için bağlantı boruları
Bu çeşitlilik şekil olarak farklılık gösterir. Bu, daha büyük bir iletken kesitine ihtiyaç duyulması nedeniyle borunun alüminyum kısmının daha büyük bir çapa sahip olmasıyla açıklanabilir.
GAM sıkma algoritması önceki yöntemlere benzer.
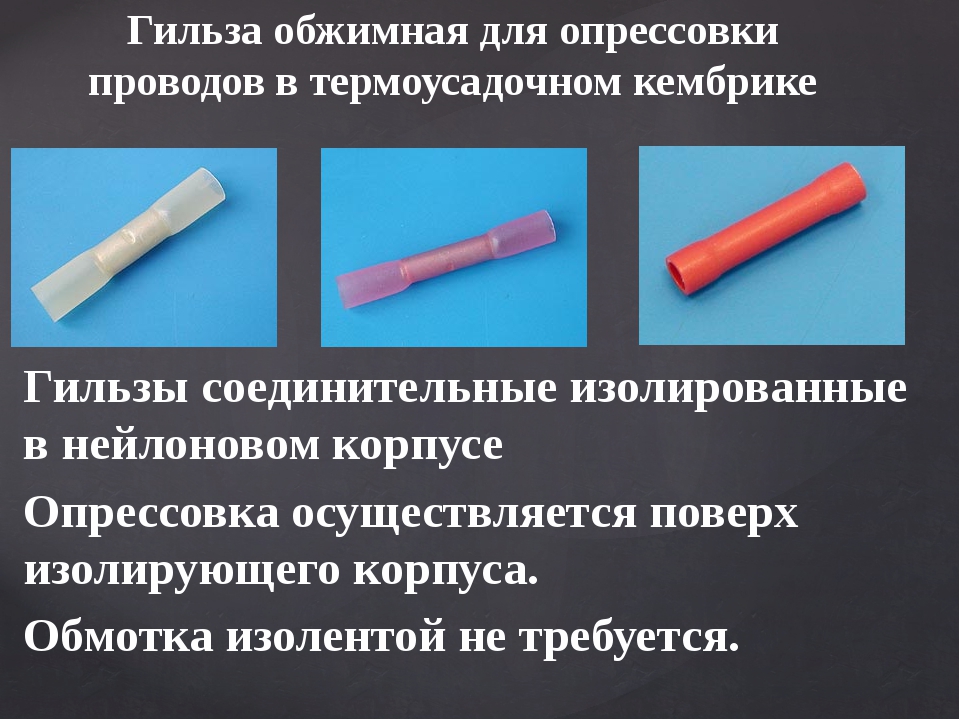
Telleri kıvırmak için tasarlanmış başka bir manşon türü daha vardır.Farkı, yüzeyin yalıtımla kaplanmasında yatmaktadır. Çalışmaları, ısıyla daralan tüplerin veya PVC bandın ek kullanımını gerektirmez. Manşonların yüzeyi plastik özelliklere sahip bir malzeme ile kaplanmıştır. Kıvrım sırasında PVC tabakası da sıkıştırılır, ancak manşon ile tel arasında doğrudan bir temas olmayacaktır.
Sıkma araçları
Elektrikli ürünler bölümündeki herhangi bir hırdavatçıda, çok çeşitli manşonlar sunulmaktadır. Ayrıca, görevi tamamlamak için bir sıkma cihazı satın alınır. En bütçeli ve talep edilen:
- Çift çeneli ekipman pense görünümündedir, ancak ek olarak çift çeneli bir sıkıştırma takviyesi ile donatılmıştır. Yuvarlak uçlar veya çatal uçlar gibi sıkma için farklı çene türleri de vardır. Rusya pazarındaki ortalama maliyet 800 - 1000 ruble.
- Önceki cihazın analogu dört dudaklı kıvırıcıdır. Sadece gömlekler için tasarlanmıştır. Maliyet birkaç kat daha yüksek ve zaten 2.000 ruble'den başlıyor.
- Tel soyma cihazı. Kablolamanın yapıldığı malzemeye bağlı olarak çeşitli tipler ve modifikasyonlar vardır.
Hassas kesimler yapmak için bir kesici de yararlı olabilir. Fiyat kabul edilebilirden fazla, yaklaşık 150 ruble.
Pres pensesi

Manşonlar için en yaygın sıkma aleti, çeşitli terminalleri ve standart olmayan konektörleri sıkmak için kullanılabildikleri için evsel amaçlar için bile kullanılan pres penseleridir.
Amaca bağlı olarak birkaç çeşit pres maşası vardır:
- kolları sıkmak için;
- yalıtım tabakasını çekirdekten çıkarmak için.
Kıvrım tasarımı birkaç çeşide ayrılmıştır, ana farkları soketlerin boyutu ve şeklindedir. Soket yamuk veya kare şeklinde olabilir. Ayrıca yuvalar, ek donanıma veya plastik flanşların olmamasına göre bölünür. Onların yardımıyla, çok çekirdekli bir kablonun güvenilir bir şekilde kıvrılması gerçekleştirilir.
Güvenilir bir bağlantı elde etmek için aletin boyutunun çapa karşılık gelmesi gerekir.
Sıkma pensesi modifikasyonları:
- Yalıtılmamış parçalar için tasarlanmış bir alet. Sıkma işlemi sırasında ayırma ekleminde bulunan bir çubuk ile donatılmıştır. Borunun kendisinin kıvrılması tam merkezde yapılmalıdır.
- Yalıtılmış parçalar için tasarlanmış ekipman. Üç oval kalıp pres şekli ile donatılmıştır. Her biri mavi, kırmızı ve sarı renktedir. Yalıtımlı borular, gerekli presin seçilmesini kolaylaştırmak için benzer renklerde boyanmıştır.
Sıkma manşonları bir tür kalıcı bağlantıdır. Kurulum hatalarından kaçınmak için gözünüzün önünde bir kablo şeması olması gerekir.







