İstisnasız tüm kablo şemaları, kabloların ve tellerin dallanmasını ve bağlanmasını sağlar. Bunun için ayrıca metal veya polimer malzemelerden yapılmış bir bağlantı kutusu takılması gerekir. Bununla birlikte, yapıyı kurmak yeterli değildir, bağlantı kutusundaki lehim teli büküm teknolojisini bilmek önemlidir.
Bağlantı kutuları ne için?
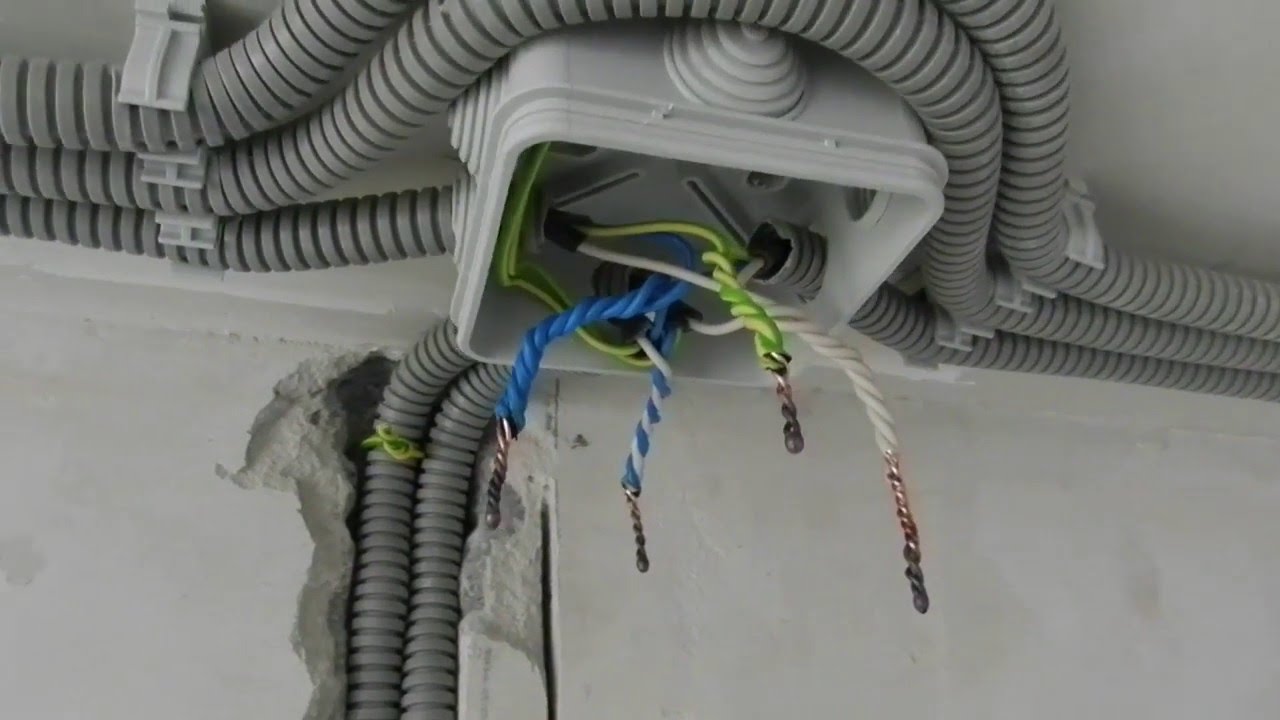
Bağlantı kutularının kullanılmasının gerekliliği şüphe götürmez. Bundan emin olmak için uzmanların uyarılarını okumalısınız:
- Yapının kurulumunun ihmal edilmesi, düzenleyici belgelerde belirtilen kuralların ihlalidir.
- Yangın güvenliğine uygunluk. RK sayesinde, yapının sıkılığı nedeniyle kısa devre ve yangın olasılığı önemli ölçüde azalır.
- Cihazın kurulumu çok zaman alacak, ancak gelecekte kabloları modernize etmek, bakımını yapmak, onarmak ve kurmak çok daha kolay olacak. Örneğin, ek bir çıkış veya anahtar takmanız gerekirse, gerekli kablolar bağlantı kutusundan çıkarılabilir.
Genel olarak, bağlantı kutusunun montajı gereklidir. Kurulum teknolojisi basittir, kabloları bağlarken karmaşıklık ortaya çıkabilir.
Komütasyon için genel kurallar
Lehimleme yönteminin uygulanması kaynağa benzer, elektrotlu bir invertör makinesi değil, yalnızca sıradan bir havya kullanılır. Bükmeden önce damarlar kalaylanmalıdır. Bunu yapmak için, havya ısıtılır, reçineye daldırılır ve kırmızımsı bir renk görünene kadar izolasyondan temizlenen alanlar üzerinde birkaç kez taşınır.
Kaliteli iş için önce havya ucunu kontrol etmelisiniz. Temiz tutmak önemlidir. Yüzey pürüzlüyse, üzerinde kir birikmişse, yüksek kaliteli lehim yapmak imkansız olacaktır. Kir bir eğe ile çıkarılır, ardından ucu tekrar kalaylanır.
Lehimlemenin diğer bağlantı yöntemlerine göre avantajları

Kabloları bir bağlantı kutusuna bağlamanın birkaç yolu vardır, ancak minimum temas direnci ve monolitik bağlantıda yalnızca lehimleme ve kaynak farklıdır. Herkes evde tel lehimleyebilir. Kaynak için deneyime ve özel bir kaynak makinesine ihtiyacınız olacak.
İşi yapmak için aşağıdaki araç setine ihtiyacınız olacak:
- akı;
- yalıtım malzemesini çıkarmak için tasarlanmış bir bıçak;
- lehim;
- yan kesiciler;
- havya;
- pense veya pense;
- zımpara kağıdı.
Önce gerekli tüm araçları ve sarf malzemelerini hazırlamadan çalışmaya başlayamazsınız.
Lehim telleri
Bağlantı kutusundaki kabloların kalaylanması ve lehimlenmesi birkaç aşamada gerçekleştirilir.
- Yalıtım tabakasının çıkarılması.
- Metalin karakteristik parlaklığı görünene kadar tellerin soyulması.
- Hizmet.
- Büküm.
- Lehimleme.
- İzolasyon.
İletken damarların bağlantısına geçmeden önce, ne kadar uzunluk gerektiğini analiz etmeniz gerekir. Telleri, lehimleme sırasında uçları bağlantı kutusunun dışında olacak şekilde kesin. İşin sonunda istenilen şekilde serilir.
Bağlantı kutusundaki lehim tellerinin sızdırmazlığı yasaktır. Bu durumda hisse senedi de uygun değildir.
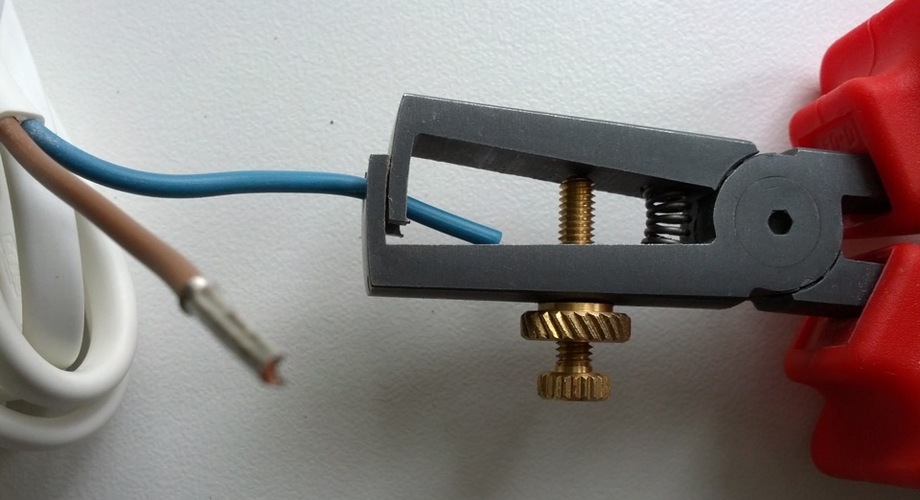
Yalıtım katmanını çıkarmak için özel bir alet kullanılır - bir striptizci veya keskin bir bıçak. Keskin bir bıçakla çalışırken, hareketler bir kalemin tıraş edilmesine benzemelidir. Yalıtım tabakasının pense veya yan kesicilerle kesilmesi yasaktır, dairesel kesimler yapılmasına izin verilmez. Enine hasar yakın gelecekte kırılmaya neden olacaktır.
Lehimleme amaçlı bir tel için sıyırma 1.5-3 cm arasındadır.Sarı sayısı en az 2'dir.
Lehimlemeden önce, teller dikkatlice temizlenir ve kalaylanır, böylece çekirdeklerin yüzeyinde normal iletkenliğe müdahale eden ve direnci artıran oksitler görünmez. Zaten kalaylı iletkenler pense veya pense kullanılarak bükülür.
Bir kutuda bükülmüş bakır tellerin lehimlenmesi benzer bir algoritmaya sahiptir. Büküm sıkı olmalı, ancak gergin olmamalıdır, aksi takdirde iletken damarların uçları kolayca kırılabilir.
Son olarak, bükülmüş teller bir havya ile lehimlenir, böylece lehim her tarafta tek tip bir tabaka ile kaplanır. İşin kalitesi tamamen uçların ne kadar iyi temizlendiğine bağlıdır.
Havya güç seçimi

Cihaz, yeri 1 dakika veya daha fazla ısıtmalı, işin sonunda lehimin yüzeyi pürüzsüz olmalı, düzgün bir parlaklığa sahip olmalıdır.
lehim tipi
Çok çeşitli lehimler vardır, ana olanlar tabloda listelenmiştir.
| Lehim derecesi | Yapı (%) | Çekme Dayanımı (kg / mm) | Erime sıcaklığı | Uygulama |
| POS-30 | Kurşun - 70 kalay - 30 | 3,2 | 266 | Çelik, bakır ve alaşımlarından yapılmış parçaların lehimlenmesi ve kalaylanması için |
| POS-40 | Kurşun - 60 kalay - 40 | 3,8 | 238 | Galvanizli çelikten yapılmış radyo ekipmanındaki lehimleme ve kalaylama kontakları ve parçaları için |
| POS-90 | Kurşun - 10 kalay - 90 | 4,9 | 220 | Tıbbi aletlerin ve metal kapların lehimlenmesi ve kalaylanması için |
| POS-61M | Bakır - 2 Kurşun - 37 kalay - 61 | 4,5 | 192 | Baskılı iletkenleri ve bakır telleri lehimlemek ve kalaylamak için |
| POS-61 (tretnik) | Kurşun - 39 kalay - 61 | 4,3 | 190 | Bronz, pirinç ve bakırdan yapılmış canlı parçaların sızdırmaz dikişlerle kalaylanması ve lehimlenmesi için |
| POSV-33 | Bizmut - 33.3 Kurşun - 33.3 kalay - 33.3 | — | 130 | Hermetik dikişli konstantan, pirinç ve bakırdan yapılmış parçaların lehimlenmesi için |
| POSV-50 (Alaşım Gül) | Bizmut - 50 Kurşun - 25 kalay - 50 | — | 94 | Aşırı ısınmaya duyarlı parçaların işlenmesi için |
| Alaşım d Ark | Bizmut - 45.3 Kurşun - 45.1 kalay - 6.9 | — | 79 | Sigorta üretimi, aşırı ısınmaya duyarlı parçaların kalaylanması ve lehimlenmesi için |
| Wood'un alaşımı | Kadmiyum - 12.5 Bizmut - 50 Kurşun - 25 kalay - 12.5 | — | 68,5 | Önemli bir özellik toksiktir. Termal etkilere duyarlı parçaların sigorta üretimi, kalaylanması ve lehimlenmesi için tasarlanmıştır |
Son üç kalite, düşük bir erime noktasına ve düşük alaşım gücüne sahiptir.
Lehim noktasının oksidasyona karşı korunması

Lehimleme noktasını oksijen ile oksidasyondan korumak için bir akı kullanılır. Bakır ile çalışırken, en sık aşağıdakiler kullanılır:
- Reçine, sadece çam reçinesi içerir.
- LTI-120, trietanolamin (%1-2), anilin hidroklorik asit (%3-7), etil alkol (%66-73), reçine (%20-25) içerir.
- Alkol reçinesi, etil alkol (%60-70) ve reçine (%30-40) içerir.
Akının en basit, bütçesel ve aynı zamanda ortak versiyonu sıradan reçinedir. Bir madde ile çalışırken ortaya çıkabilecek tek zorluk katı bir agregasyon halidir.
Lehimleme ve kalaylama teknolojisi

Telleri lehimlemeye veya kalaylamaya başlarken, ikincisini yatay olarak yerleştirmek önemlidir, böylece havya ucu engellenmeden her tarafa temas eder. Bazı "uzmanlar" iletkenlerin dikey olarak yerleştirilmesini tavsiye eder, ancak lehim damlaları yayılmaya başlayabileceğinden bu yapılmamalıdır.
Kalaylamadan önce, teller bir havya ile ısıtılır ve paralel olarak erimeye başlayana kadar ısıtma bölgesine bir parça reçine ile dokunur. Sıvı akı kullanılıyorsa, ısıtma başlamadan önce bile uygulanır. Kalaylamadan sonra teller bükülür.
Daha fazla lehim gerektiğinden lehimleme teknolojisi biraz farklıdır. İletken çekirdeklere bir akı uygulanır ve erimiş damla eşit olarak dağılana kadar bir havya ile ısıtılır. Gerekirse, prosedür tekrar edilebilir.
Meşale ve pota ile lehimleme

Geniş bir çalışma alanı varsa, erimiş lehimle doldurmak için bir tutamağa sahip içi boş metal bir silindir olan potaların kullanılması tavsiye edilir. Bu cihaz bir gaz meşalesiyle ısıtılabilir veya güçlü bir havya üzerinde meme olarak kullanılabilir.
Kapta az miktarda erimiş lehim bulunur, katılaşırken bir kişi birkaç büküm yapmayı başarır.
Önlemler
Erimiş lehim cilde çarparsa ciddi yanıklar bırakabileceğinden, iş yaparken dikkatli olunmalıdır. Tüm lehim markaları, buharları insanlar için toksik olan kurşun içerir. Zehirlenmeyi önlemek için bir solunum cihazında çalışmanız gerekir.
Telleri lehimlerken, işin tamamlanmasından sonra tamamen çıkarılması gerektiğinden, asit içeren aktif akıların kullanılması yasaktır. Flux kalıntılarının tüm malzemeler üzerinde yıkıcı etkisi vardır, özellikle sert lehimleme asidi ve çinko klorür bakır için agresiftir.
Genel olarak, iş zorluklara neden olmamalıdır, asıl şey, uygulama teknolojisini önceden tanımak, tüm sarf malzemelerini ve araçları hazırlamaktır.







