Isıtma borularının kaynaklanması, ev ve endüstriyel iletişimin montajı için ana yöntemdir. Bu tür bağlantılar, yapıştırılmış veya dişli bağlantılar gibi herhangi bir bakım gerektirmez, ancak sabit termal ve mekanik strese maruz kalır. Buna dayanarak, araçları, malzemeleri dikkatlice seçmeniz ve kaynak teknolojisini dikkatlice gözlemlemeniz gerekir. Metal birleştirme kurallarının ihlali, çatlakların ortaya çıkmasına ve korozyonun gelişmesine yol açar. Bu prosedürü kendiniz yapmayı planlıyorsanız, yüksek kaliteli ve dayanıklı bir sonuç elde etmek için profesyonel tekniklerin yanı sıra ısıtmayı kaynaklamak için hangi yöntemlerin kullanıldığını bulmalısınız.
Araç ve gereç seti

Elektrikli kaynaklı ısıtma borularının kaynağı hazırlık aşamasıyla başlar:
- Ustanın hazırlanması. İşyerini uygun şekilde donatmak, güvenlik önlemlerine uyulmasını sağlamak, gerekirse ekipman ve malzeme taşıma talimatlarını tekrar okumak gerekir. Boruları elektrik kaynağı ile kaynaklamak için koruyucu cihazlar gerekli olacaktır. Bunlara özel yanmaz takım elbise (pantolon, ceket, üniformalı şapka), maske, ayakkabı ve tozluk dahildir. İyi havalandırmaya dikkat etmelisiniz.
- Alet ve malzemelerin hazırlanması. İşin rahatlığı ve nihai sonucun kalitesi buna bağlı olduğundan, her küçük ayrıntıya dikkat edilmelidir.
Isıtmayı kaynaklamak için aşağıdaki araçlara ve cihazlara ihtiyacınız vardır:
- yedek tutuculu kaynak makinesi;
- kesme ve taşlama diskli öğütücü;
- metal fırça;
- farklı tane boyutlarında zımpara kağıdı;
- bir çekiç;
- elektrot stoğu;
- mengene;
- kelepçeler;
- duvarları metal damlalarından ve isten korumak için çelik veya asbestli çimento levhalar;
- döşemeyi örtmek için bir muşamba.
Boruları elektrik kaynağı ile kaynaklamadan önce, blendajdaki kabloların, prizlerin ve makinelerin hazırlanan aparatın göstergelerine uygunluğunu kontrol etmek gerekir. Ev ekipmanının bile getirdiği ağır yüklere dayanacak kadar güçlü olmaları gerekir.
Plastik boru kaynak teknolojisi

Polipropilen, nispeten düşük bir maliyetle bir dizi olumlu özelliğe sahip olduğu için yavaş yavaş çeliğin yerini alıyor. Plastik borular yüksek basınç, hafif, pürüzsüz iç duvarlar ve mükemmel görünüm için tasarlanmıştır. Ancak tüm bağlantılar güçlü ve sıkı ise boru hattı işlevlerini etkin bir şekilde yerine getirecektir. 110 derecenin üzerinde bir sıcaklıkta sıcak su geçirildiğinde, polimerin yumuşadığı ve boyut olarak artmaya başladığı unutulmamalıdır. Bu nedenle, ısıtma tesisatı için sadece cam elyafı veya alüminyum folyo ile güçlendirilmiş ürünler kullanılır.
Bağlantıları birleştirmek için özel bir havya kullanılır. Cihaz çift taraflıdır, bir kenarda harici, diğer tarafında - birleştirilmiş parçaların dahili ısıtılması için nozullar vardır.
Bunları bağlamak için aşağıdaki bağlantı parçaları kullanılır:
- kaplinler;
- adaptörler;
- köşeler;
- tişörtler;
- haçlar;
- ısıtma aküsüne bağlantı için dişli flanşlar.
Polipropilen iletişimi lehimlerken, ısının etkisi altında difüzyon prensibi kullanılır.Bitişik bağlantıların kenarları erir, madde karışır ve monolitik bir bileşik oluşturur.
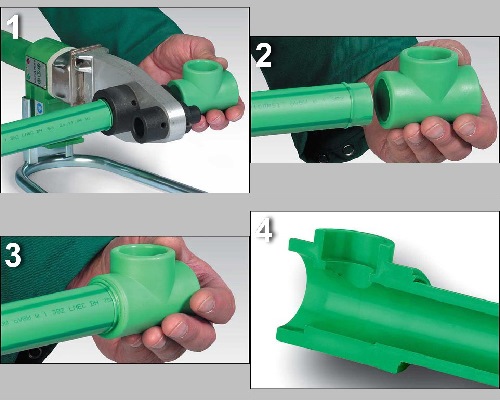
Polimer parçaların kaynak işlemi aşağıdaki yönteme göre gerçekleştirilir:
- Isıtma sistemi için bir boru şeması hazırlama.
- Belirli bir uzunluktaki iş parçalarının kesilmesi. Bağlantı parçalarının deliklerine boruların daldırma miktarı ve bağlantı parçalarının boyutları için düzeltme yapılır.
- Yeşil gösterge yanana kadar havyayı ısıtın. Bu, montajın başlayabileceğinin kanıtıdır.
- Parçaların ilgili çaptaki branşman borularına cihaza bağlanması. Ekipmanın tamamlandığı tablonun göstergelerine göre ısıtılmaları gerekir.
- Boru ve fiting bağlantısı. Bu, iç kısım bağlantı parçasındaki kilitleme tırnağına dayanana kadar kesinlikle tek yönde yapılır. Ürünleri döndüremez, ileri geri hareket ettiremezsiniz. Eklem açısı için düzeltmeye izin verilir.
- Soğutma. Cihazın talimatlarında belirtilen süre boyunca eklemi statik bir konumda tutmak gereklidir. Ancak o zaman montaj devam edebilir.
Metal boruların aksine, polimer boruların dikey ve yatay aşıklar için desteğe ihtiyacı vardır. Her 100-150 cm'de bir plastik ara parça kıskaçları ile duvarlara sabitlenirler. Montajdan sonra, polipropilen iletişim, ek bitirme ve müteakip bakım gerektirmez.
Metal boru kaynak teknolojisi

Bağlantının sağlam ve sıkı olması için sistem parçalarının kurulumdan önce hazırlanması gerekmektedir. Kenarların düzgünlüğünü kontrol etmek, metali kesimden 10 mm mesafede pah kırmak ve öğütmek gerekir. Bundan sonra, temizlenen yerleri yağdan arındırmak için bir çözücü ile işlemden geçirmeniz gerekir.
Boruları çeşitli amaçlarla kaynaklamak için aşağıdaki kaplama bileşimine sahip elektrotlar kullanılır:
- rutil asit (RA) - kamu sektöründe soğuk ve sıcak su temini için;
- rutil (RR) - yüksek basınç altında çalışan ısıtma sistemlerinin montajı için;
- rutil-selüloz (RC) - bağlantıların yüksek güvenilirliğini gerektiren yapılarda kullanılır;
- evrensel (B) - konut sektöründe ve üretimde her türlü boru hattının montajı için.

Aşağıdaki teknolojileri kullanarak metal borular pişirebilirsiniz:
- Elektrikli kaynak. Elle veya bir makine kullanılarak gerçekleştirilir. Çalışma prensibi, kısa devre sırasında oluşan bir elektronik ark oluşturulmasına dayanır. Bu işleme, metalin erimesine neden olan büyük miktarda ısının salınması eşlik eder. Bir dikiş oluşturmak için sarf veya sarf malzemesi olmayan elektrotlar kullanılır.
- Gaz kaynağı. Boru bağlantıları, üzerine bir kaplin görevi gören metal uygulanmasıyla aynı anda yanan gazın etkisi altında erir. Bitişik parçalarla homojen bir yapıya sahip olan monolitik bir bağlantı oluşturulur.
- Soğuk kaynak. Bu yöntem, düşük basınçlı boru hatları kurarken veya ulaşılması zor yerlerde tamir ederken kullanılır. Yöntemin özü, vuruşun etrafına hızlı sertleşen bir yapıştırıcı ile emprenye edilmiş bir bandaj sarmaktan ibarettir.
Sistemin özelliklerine ve soğutma sıvısının özelliklerine karşılık geliyorsa, seçeneğin seçimi doğrudur.
Kaynakların sınıflandırılması

Eklem, tasarım özelliklerine ve işlenen metalin kalınlığına bağlı olarak farklı şekillerde kaynaklanabilir.
Kaynakların böyle bir sınıflandırması vardır:
- Görünüşte düz (normal), zayıflamış (içbükey) ve güçlendirilmiştir (dışbükey).
- Uzunluğa göre - katı (sürekli, kapalı), süreksiz (noktalar, bölümler). Uzunluk açısından, dikişler kısa (25 cm'ye kadar), orta (26-100 cm) ve uzun (101 cm'den fazla) olarak alt bölümlere ayrılmıştır.
- Uygulamada - yatay (dikey bölümlerde), dikey (yatay kirişlerde), tavan (birleşim aşağıdan yapıldığında), alt (dikişin üstündeki elektrot).
- Etkili kuvvete göre - yan (eksen boyunca), ön (eksen boyunca), eğik (çapraz), birleşik (türlerin kombinasyonu).
- Katman ve geçiş sayısına göre - tek katmanlı (tek geçiş) ve çok katmanlı (birkaç geçiş).
Isıtma sisteminin doğru montajı ile listelenen tüm dikişler yapılabilir. Gerekirse boruların iç kısımlarına da kaynak yapılır.
Ana kaynaklı bağlantı türleri
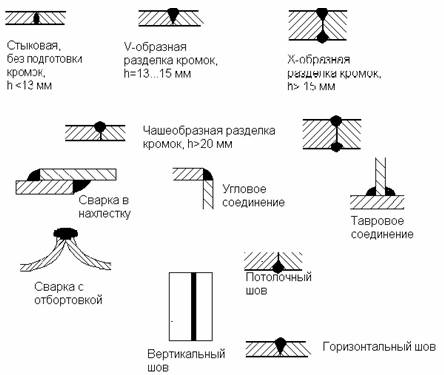
Uzaydaki konumlarına göre, dikişler aşağıdaki tiplere ayrılır:
- açısal - parçalar açılıdır;
- T-şekilli - elemanların uçlarının ve yanlarının bağlantısı;
- popo - borular bir düzlemde bağlanır;
- örtüşen - parçalar üst üste bindirilir;
- uç - parçaların yan yüzeylerine bitişik.
Çalışma sırasında, usta kendisi için en uygun olanı ve kaynak parçalarının teknik koşullarına karşılık gelen yöntemi seçer.