Tạo một tiếp điểm điện đáng tin cậy khi lắp đặt cáp không dễ dàng như bạn tưởng. Điều này đặc biệt đúng đối với dây nhôm: do tính chất vật lý của kim loại, các vấn đề có thể phát sinh khi kết nối chúng.
Đặc điểm của dây nhôm
Theo các quy tắc của PUE, không được sử dụng dây dẫn bằng nhôm trong quá trình lắp đặt trong khuôn viên nhà ở.
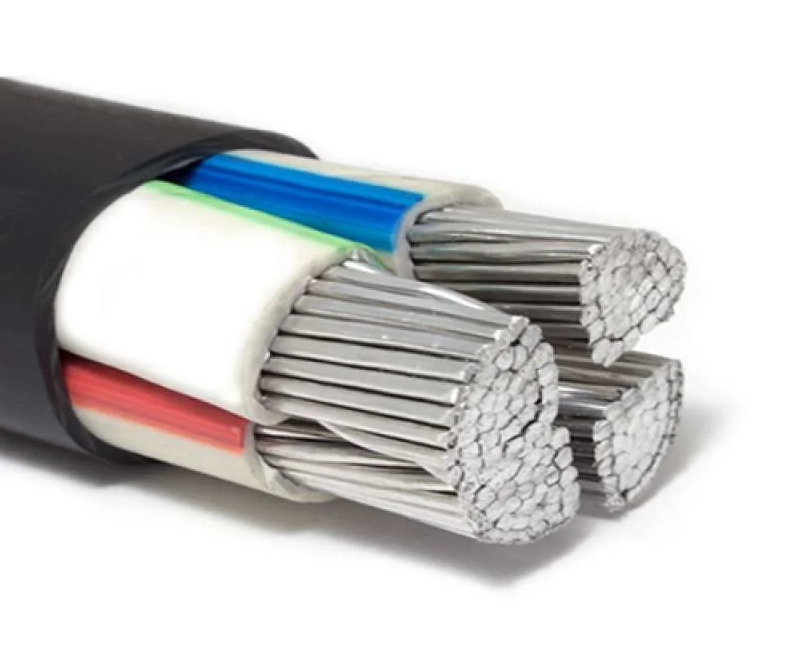
Dây nhôm là một giải pháp rẻ tiền, có giá thấp hơn so với đồng. Nó không bị ăn mòn, vì nó ngay lập tức được bao phủ bởi một lớp màng oxit dày. Nó có trọng lượng riêng thấp.
Nhược điểm chính là độ dẫn điện của nhôm thấp. Nó là 37,9 μS × m, kém hơn gần hai lần so với đồng, có 59,5 μS × m. Tính linh hoạt thấp của dây dẫn khiến nó không thể lắp đặt ở những nơi tiếp xúc với ứng suất cơ học lặp đi lặp lại.
Có bốn kiểu kết nối dây: uốn, nén, hàn, hàn. Tay áo uốn và khối đầu cuối giúp lắp đặt cáp dễ dàng và nhanh chóng ở những nơi không yêu cầu độ bền cơ học cao. Hàn và hàn sẽ cho kết nối bền và đáng tin cậy nhất, nhưng chúng đòi hỏi kỹ năng và sử dụng các công cụ đặc biệt.
Phương pháp ép
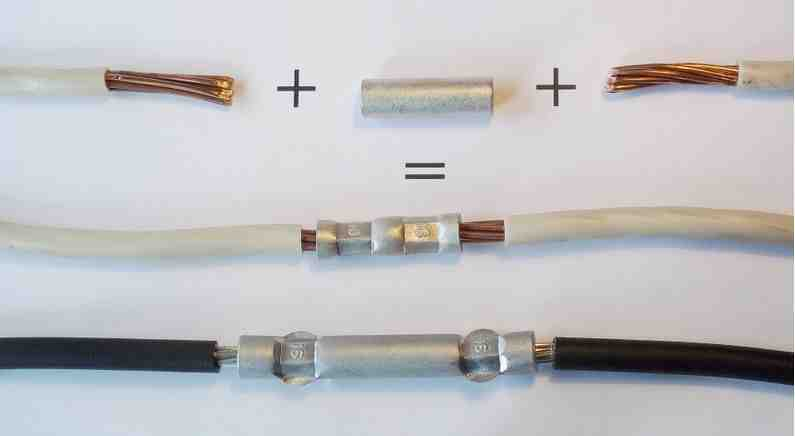
Quá trình ép được thực hiện bằng cách sử dụng một ống bọc đặc biệt, trong đó các tĩnh mạch được chèn vào, sau đó chúng được uốn bằng một công cụ đặc biệt - máy uốn. Các ống tay áo khác nhau về đường kính, chiều dài và chất liệu thực hiện. Khi lắp đặt cáp, chỉ sử dụng ống bọc bằng nhôm hoặc đồng thau. Sử dụng các yếu tố đồng thau, có thể kết nối cả nhôm với nhôm và đồng với dây nhôm.
Khi nối các ruột dẫn bằng nhôm, không được sử dụng các ống bọc có chứa đồng. Hai kim loại này tạo thành một cặp galvanic, dẫn đến sự phá hủy nhôm nhanh hơn.
Để kết nối các ruột dẫn có tiết diện khác nhau, người ta sử dụng các ống bọc đặc biệt có đường kính lỗ đầu vào khác nhau.
Việc lựa chọn chính xác đường kính của ống bọc sẽ bảo vệ phần xích không bị quá nhiệt. Đường kính lớn hơn sẽ tạo ra một miếng dán tiếp xúc nhỏ và tăng khả năng chống chịu. Nếu tiết diện của ống bọc nhỏ hơn, cần giảm tiết diện của các lõi, điều này cũng sẽ ảnh hưởng tiêu cực đến tính chất dẫn điện.
Phương pháp nén

Khi định tuyến cáp trong hộp nối, việc tiếp xúc ngẫu nhiên của các dây dẫn liền kề là rất không mong muốn. Các khối đầu cuối được sử dụng cho mục đích này.
Thiết bị đầu cuối là một ống bọc cách điện để luồn dây vào. Bên trong, vít hoặc lò xo được sử dụng để cố định nó.
Nếu dự định lắp đặt dây bện, trước khi lắp vào thiết bị đầu cuối, cần phải uốn nó bằng một ống bọc đặc biệt, điều này sẽ cải thiện sự tiếp xúc và giảm khả năng bị kẹp.
Sử dụng các thiết bị đầu cuối có kết nối bằng vít, cần phải kiểm soát rõ ràng lực kẹp để tránh cắt lõi bằng vít và phá hủy nó sau này. Các khối thiết bị đầu cuối Wago không có nhược điểm này. Trong đó, cơ cấu cố định lõi là một tấm đồng và một lò xo. Việc sử dụng đồng thau trong thành phần làm cho nó có thể kết nối một cách an toàn các loại cáp bằng kim loại khác nhau.
Phương pháp hàn

Hàn cung cấp tiếp xúc điện tốt nhất. Do sự đồng nhất của kết nối thu được, không có vấn đề gì về việc tăng điện trở của phần mạch.
Máy hàn được sử dụng với công suất đầu ra lên đến 1 kW và điện áp có thể điều chỉnh trong phạm vi 14-20 V.Việc hàn được coi là thành công nếu một giọt được hình thành ở cuối vòng xoắn, có đường kính xấp xỉ bằng vòng xoắn.
Khi hàn ở cuối, các sợi được thực hiện với một dây dẫn carbon. Thời gian phơi sáng không quá 2 giây.
Có một tùy chọn để hàn khí của dây. Trong môi trường khí trơ, màng oxit không còn hình thành, điều này tạo điều kiện thuận lợi cho quá trình này, nhưng cần phải có kiến thức và thiết bị cụ thể.
Phương pháp hàn

Trước khi thiếc bề mặt, hãy loại bỏ lớp màng oxit. Điều này có thể được thực hiện bằng tác động cơ học, ví dụ, với giấy nhám hoặc bàn chải có lông kim loại, hoặc với sự trợ giúp của một hóa chất đặc biệt - thông lượng. Nó là một chất bột màu trắng hòa tan trong nước, sau đó nó được áp dụng cho các đầu của các tĩnh mạch đóng hộp.
Quá trình oxy hóa nhôm trong không khí xảy ra trong vài giây, vì vậy không thể loại bỏ các oxit chỉ bằng tác dụng cơ học. Nên kết hợp sử dụng chất trợ dung và làm sạch bề mặt.
Nếu hai lõi được hàn, một mỏ hàn 60 W là đủ. Đối với dây có tiết diện lớn và khi hàn bị xoắn lại, bạn sẽ cần mỏ hàn có công suất 150 watt trở lên.
Thiếc trong vật hàn phải còn ít nhất 50%. Bạn có thể lấy thuốc hàn với hàm lượng 60-90%.
Hàn nhôm theo các bước:
- Tẩy dầu mỡ trên bề mặt. Xăng, rượu sẽ làm được. Điều này sẽ làm mỏng màng oxit.
- Cố định các lõi dây vào vị trí cần thiết.
- Áp dụng thông lượng. Đảm bảo rằng nó được mắc vào mối nối của dây cáp.
- Làm nóng chỗ xoắn bằng mỏ hàn hoặc mỏ hàn. Trong trường hợp thứ hai, bạn nên cẩn thận, vì kim loại nóng lên nhanh chóng và có thể nóng chảy.
- Tinker các đường giao nhau. Nhẹ nhàng mài vật hàn bằng mỏ hàn cho đến khi xuất hiện một lớp màng sáng bóng đồng nhất.
Bề mặt được xử lý đúng cách sẽ có được ánh kim loại đặc trưng. Không được phép xuất hiện các vùng da chảy xệ và không được đóng hộp.
Thiếc hàn dễ bị ăn mòn, vì vậy mối nối hoàn thiện được xử lý bằng vecni.
Khi kéo dài dây, nếu dự kiến hoạt động trong điều kiện khó khăn, mối nối hàn hoặc hàn sẽ tự thể hiện tốt nhất. Trong cuộc sống hàng ngày, đối với các loại cáp không chịu lực cơ học, việc uốn bằng ống bọc là khá phù hợp.







