Hoạt động của nền móng phụ thuộc vào phương pháp lắp đặt và vật liệu ở cuối cọc, mà các lưỡi được gắn vào tấm lưới hoặc tấm đặc. Đầu cọc cung cấp sức mạnh, độ bền của kết cấu đỡ dọc trục. Sự kết hợp của bê tông và thép, gỗ và kim loại được sử dụng trong các phần tử vít, ram và truyền động. Trong một số trường hợp, hệ thống cọc đỡ cùng với phần ngọn không tìm thấy đối thủ cạnh tranh.
Mô tả đầu cọc

Cọc là bộ phận cốt lõi truyền lực từ phần trên mặt đất của kết cấu xuống đất bằng cách sử dụng phần gót và phần bên. Phần trên được gọi là đầu, nó được cố định chắc chắn vào lưỡi. Kích thước và hình dạng của đỉnh thay đổi tùy thuộc vào việc lắp đặt dầm kết nối và đế nguyên khối.
Hàn được thực hiện trên bề mặt của đầu:
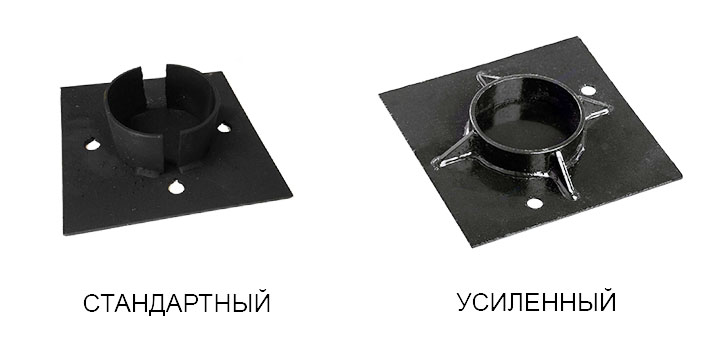
- một tấm kính được hàn vào trang web;
- các bộ phận gia cố (khăn vải) được gắn vào.
Độ bền của đầu cọc được kiểm tra bằng dụng cụ đo và kiểm tra bằng mắt thường với việc xác định các khuyết tật. Tại các cơ sở quan trọng, phương pháp chẩn đoán bằng siêu âm và phát hiện khuyết tật sâu mao mạch được sử dụng.
Thiết bị và mục đích
Các đỉnh của thanh thực hiện các chức năng sau:
- cố định các tấm lưới ở vị trí lắp đặt;
- cố định khung chung bằng các thanh nối.
Kích thước của mũi phụ thuộc vào kích thước của cọc và trọng lượng riêng của vật liệu chế tạo nó. Đường kính trong của đầu cọc phải lớn hơn đường kính ngoài của cọc để có thể trượt qua cọc.
Sự đa dạng, kích thước và chức năng
Đỉnh của giá đỡ thẳng đứng có dạng hình tròn, hình vuông và hình đa giác, đường viền được chọn theo hình ảnh thanh cọc. Các loại tựa đầu khác nhau ở cách chúng được cố định.
Tùy thuộc vào hình dạng và chức năng của các ngọn là:
- Hình chữ T. Chúng được bắt vít hoặc hàn vào bên trong giá đỡ. Hình dạng này cho phép bạn lắp ván khuôn bản sàn cho lần đổ bê tông tiếp theo.
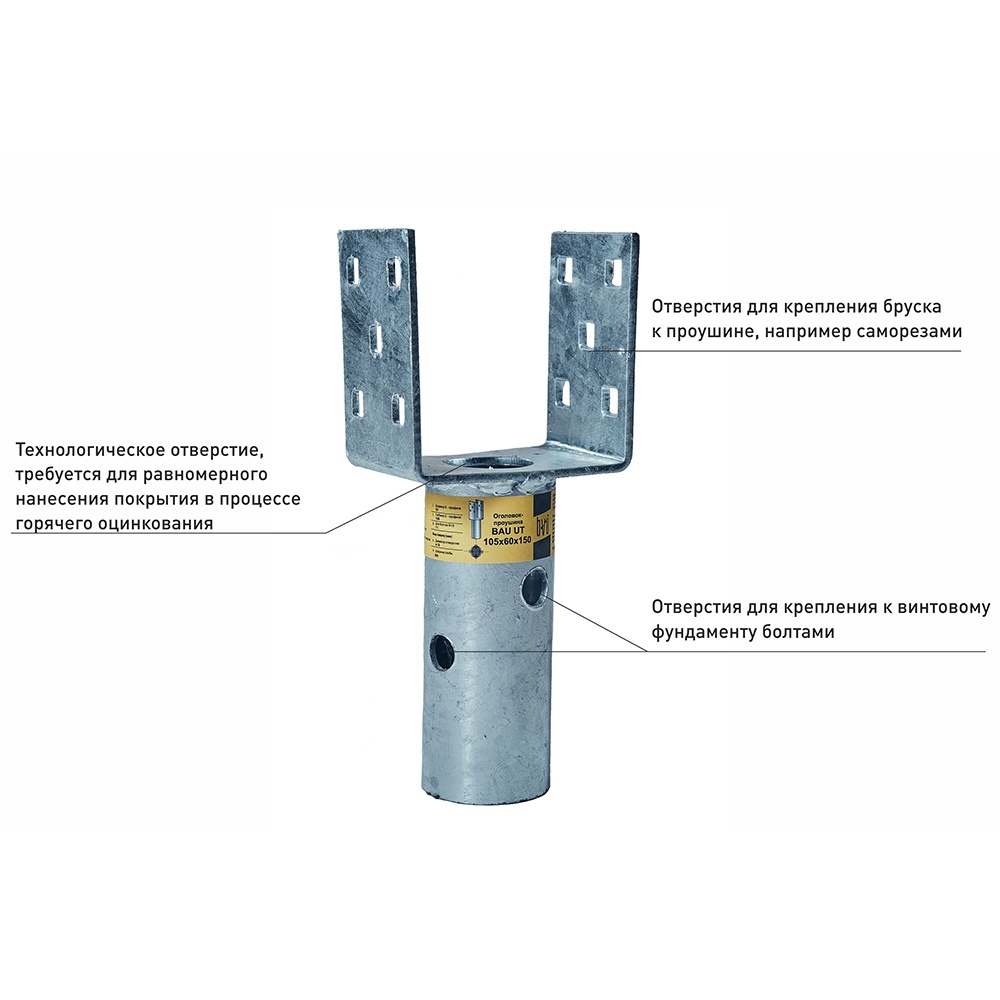
- Hình chữ U. Chúng được đặt trên đống từ trên cao. Được thiết kế để lắp đặt lưới và dầm.
Các thanh được làm bằng gỗ, bê tông, nhưng bê tông cốt thép và các loại vít kim loại là phổ biến. Giá đỡ được làm có thể thu gọn và không thể tháo rời.
Bê tông cốt thép
Cọc được làm dài từ 3–12 mét, thường có mặt cắt chắc chắn ở dạng hình vuông. Sản xuất các thanh bê tông cốt thép có đế hình tam giác, tròn, lăng trụ phức tạp. Bên trong có một gia cố ở dạng khung ba chiều để chống lại tải trọng từ kết cấu và các lực trong quá trình ngâm. Ở đầu cọc, khối lượng của kim loại kết cấu tăng lên dưới dạng một đầu được gia cố.
Đầu cọc bê tông cốt thép có kích thước tối thiểu là 20 x 20 cm, chiều dài của thanh được xác định bởi tải trọng từ công trình. Việc đóng cọc và căn chỉnh các đầu cọc rất tốn kém.Cấu trúc đơn giản được hàn dưới dạng một tấm thép với các vòng đóng gói được lắp đặt và chất làm cứng ở dạng sườn.
Bằng gỗ

Đối với những giá đỡ như vậy, những cây lá kim có khả năng hút ẩm giảm được sử dụng. Những khúc gỗ dài có đường kính lên đến 40 cm được đặt, trước đó chúng được ngâm tẩm các hợp chất chống thối rữa. Giá đỡ gỗ được đóng gói, đơn và composite, được lắp chìm bằng búa cơ khí và diesel, máy đóng cọc rung.
Ở hai đầu các thanh, người ta xếp giày kim loại theo hình chóp tứ diện hoặc tam giác. Chúng chịu tải trọng từ các tác động trong quá trình thâm nhập và không cho phép lưỡi gỗ được mài biến dạng và tách lớp. Đầu cọc được làm bằng thép tấm hoặc gang và được bảo vệ bằng một cái ách dưới dạng một vòng kim loại.
Đinh ốc

Trong xây dựng, loại này được thể hiện bằng các ống thép (đường kính từ 50 đến 350 mm) với các lưỡi ở đáy, đi vào lòng đất bằng các chuyển động xoắn và sau đó được đổ bê tông bên trong. Độ dày thành của cọc như vậy là 4 - 6 mm, và chiều dài thay đổi từ 4 đến 12 mét. Mũi của thanh được làm nhọn, và phần cuối của phần nối đất được trang bị một nắp kim loại cho cọc vít, được hàn vào vỏ ngoài của ống.
Thiết kế của đỉnh phụ thuộc vào các đặc điểm quan trọng của tấm lưới, nó hỗ trợ vương miện đầu tiên của một thanh, một cơ sở nguyên khối hoặc một dầm bê tông cốt thép. Phần đầu của cọc vít được làm bằng thép kết cấu chất lượng cao, phần cuối được xử lý bằng sơn lót gốc alkyd.
Có thể thu gọn
Các đầu rời ít được sử dụng hơn loại không thể tách rời, chúng được sử dụng trong trường hợp cấu trúc tạm thời hoặc khi lắp đặt các phần tử hỗ trợ theo cách thủ công.
Các rãnh được khoan theo chiều ngang ở một số nơi, và các đinh tán hoặc bu lông có đai ốc được đặt thay vì hàn. Hỗ trợ được thiết kế chính xác với phần cứng được thắt chặt tốt không có phản ứng dữ dội. Đầu sập được sử dụng khi đổ bê tông nền trên đất nặng hoặc khi lắp chốt bằng gỗ. Các đầu có thể tháo rời được sản xuất hàng loạt tại nhà máy, mỗi đầu được chỉ định kích thước tiêu chuẩn, thép SP-5 được sử dụng.

Không thể thu gọn

Đầu hàn của móng được đặt khi đào lỗ với sự hỗ trợ của máy khoan lỗ, điểm tích cực là ngăn hơi ẩm và oxy xâm nhập vào giá đỡ. Trước khi hàn, mép của đầu được đánh dấu bằng giũa, làm sạch bằng máy mài đến chiều rộng 3 cm.
Sơ đồ lắp đặt:
- đặt đầu vào vị trí điều khiển;
- quấn bằng điện cực ở một số điểm;
- toàn thân hàn;
- để lại một cửa thông gió;
- tước xỉ và sơn.
Quá trình hàn được thực hiện với các điện cực vạn năng được thiết kế cho dòng điện 100 A.
Cọc có tiết diện 57x57, 76x76, 76x89 mm được đặt dưới các công trình nhỏ. Kích thước 89x89 trở lên được sử dụng để xây nhà trên đất không ổn định.
Phương pháp cắt đầu
Các gối đỡ cọc có vết nứt nghiêng và nứt ngang mở rộng trên 0,3 mm được gia cố bằng lồng bê tông cốt thép có tường không mỏng hơn 100 mm hoặc thay đổi hoàn toàn. Các ngọn bị cắt bỏ sau khi các đường ống được cố định trong đất. Đầu đặt trên ống cọc sau khi đã cắt cốt thép bên trong bê tông cốt thép.
Để cắt các đầu của thanh, phương pháp sau được sử dụng:
- búa khoan;
- máy cắt thủy lực.
Phương pháp thứ nhất có nhược điểm là vị trí cắt có chất lượng thấp do không đều. Có nguy cơ làm hỏng bề mặt bên dưới vạch đánh dấu. Phương pháp này với sự trợ giúp của thủy lực sẽ thực hiện nhiệm vụ chính xác hơn, nhưng lại bị phân biệt bởi giá thành cao.
Phương pháp cài đặt

Phù hợp mở có nghĩa là có một lỗ ở giữa đầu để đi vào thanh. Điều này rất hữu ích nếu cọc được giao với phần cuối đã được lắp đặt tại nhà máy. Một lựa chọn khác là đặt thông tin liên lạc trong phần thân của cọc. Một lỗ hở nhận được trầm tích bên trong, do đó, phần đầu như vậy được phủ một lớp đối lưu hoặc bịt kín bằng các hợp chất không thấm nước, ví dụ, nhựa thông hoặc bitum.
cây búa
Máy băm phá vỡ các hạt bê tông từ bề mặt trên của cọc, điều này được các phép đo công nhận là không cần thiết. Quá trình này tốn nhiều công sức, mất nhiều thời gian, do đó một đội gồm 3 người đã chặt đầu của 15 thanh đỡ trong một ngày làm việc.
Trên lưỡi, một đường đánh dấu được đánh dấu (vẽ) dọc theo đó thành phần hỗ trợ nên được rút ngắn. Các bộ phận nhỏ được loại bỏ dần dần bằng búa cho đến khi đạt được dấu yêu cầu. Một chiếc búa cơ học đôi khi được sử dụng, chẳng hạn như một thiết bị diesel. Búa được thả xuống bề mặt một cách có phương pháp và sự gia tăng là do lực giật. Búa chính xác hơn vì không xảy ra hiện tượng giật ngược hoặc rớt giá.
Kéo cắt thủy lực

Thiết bị đa năng cho phép bạn làm công việc và làm phẳng bề mặt tốt hơn. Máy cắt piston đồng bộ phá hủy và loại bỏ các mảnh không cần thiết của đỉnh cọc. Kéo được đặt trên các thiết bị khác nhau có công suất phù hợp, với nguồn cấp thủy lực. Việc trang bị thêm cho máy xúc hoặc máy kéo được thực hiện để giảm chi phí vận hành của máy cắt thủy lực.
Các đầu của giá đỡ được cắt bằng máy cưa đĩa, dao phay máy và các thiết bị cầm tay. Chi phí nhân công với phương pháp tiết kiệm như vậy là nhỏ, công việc diễn ra nhanh hơn. Đường kính dao cắt chính xác được chọn và chế độ làm việc tối ưu được thiết lập.
khuyến nghị
Lớp chống ăn mòn được loại bỏ vài cm từ vết cắt khi rút ngắn các thanh kim loại nhằm tăng tuổi thọ của các thanh đỡ cọc. Việc lắp đặt các đầu cọc được thực hiện sau khi san bằng khu vực cuối cùng, sau đó vạch mức của tất cả các cọc được kiểm tra.
Lưới được lắp sau khi đo mặt phẳng của các đầu, các đầu này phải được căn chỉnh hoàn hảo, không có bất kỳ sự khác biệt nào về dấu. Các đỉnh kim loại được hàn bằng bộ biến tần có dòng điện 100 A. Các đỉnh bê tông được hàn kín bằng vữa sau khi ván khuôn được lắp đặt dưới nền móng.