Bê tông chịu nén tốt nhưng được làm cứng bằng kim loại để tăng độ bền uốn và kéo. Để kết nối các thanh với khung, đan cốt thép được sử dụng. Số lượng các phần tử kim loại, đường kính của chúng được xác định bằng cách tính toán sơ bộ phù hợp với kế hoạch. Dây thép được sử dụng phổ biến nhất, nhưng đôi khi các kẹp nhựa cũng được sử dụng.
Dụng cụ và vật liệu để đan cốt thép

Trong khung của một sản phẩm bê tông cốt thép, dây ràng buộc được ủ có hoặc không có lớp phủ kẽm được sử dụng. Vật liệu được xử lý nhiệt không bị giãn, tính chất cố định của nó được cải thiện so với kiểu kéo nguội. Dây mạ kẽm có khả năng chống lại môi trường khắc nghiệt hơn.
Đường kính của que đan phụ thuộc vào đường kính của thanh thép trong khung, thường lấy dây có độ dày từ 0,8 - 1,4 mm để gia cường từ 6 - 12 mm. Các thanh lớn hơn được dệt kim bằng dây gia cố, nhưng không có hạn chế nghiêm ngặt về việc lựa chọn đường kính. Việc sử dụng một que đan có tiết diện nhỏ hơn 0,8 mm là khó khăn, bởi vì nó sẽ vỡ ra từ lực kéo. Dây lớn hơn 1,6 mm khó kéo thành nút mạnh.
Đan thép cây có thể được thực hiện bằng tay, nhưng quá trình này được đẩy nhanh với việc sử dụng các công cụ:
- móc len;
- súng đan;
- tuốc nơ vít có số vòng quay có thể điều chỉnh được;
- máy hàn.
Móc được bán trong cửa hàng, có loại đơn giản, bán tự động và loại bắt vít. Một phiên bản đơn giản được thực hiện bằng tay của chính bạn. Sử dụng một cái móc đòi hỏi nỗ lực. Súng ngắn được sử dụng trong điều kiện công trình lớn, tiết kiệm thời gian và công sức của người thợ. Thiết bị được giữ bằng một tay và tay kia được sử dụng để hỗ trợ các phần tử.
Tuốc nơ vít rất hữu ích khi sử dụng tại nhà, trong khi móc tự chế được lắp vào mâm cặp. Hàn là một lựa chọn thay thế và được sử dụng theo khuyến nghị trong dự án.
Công nghệ làm việc
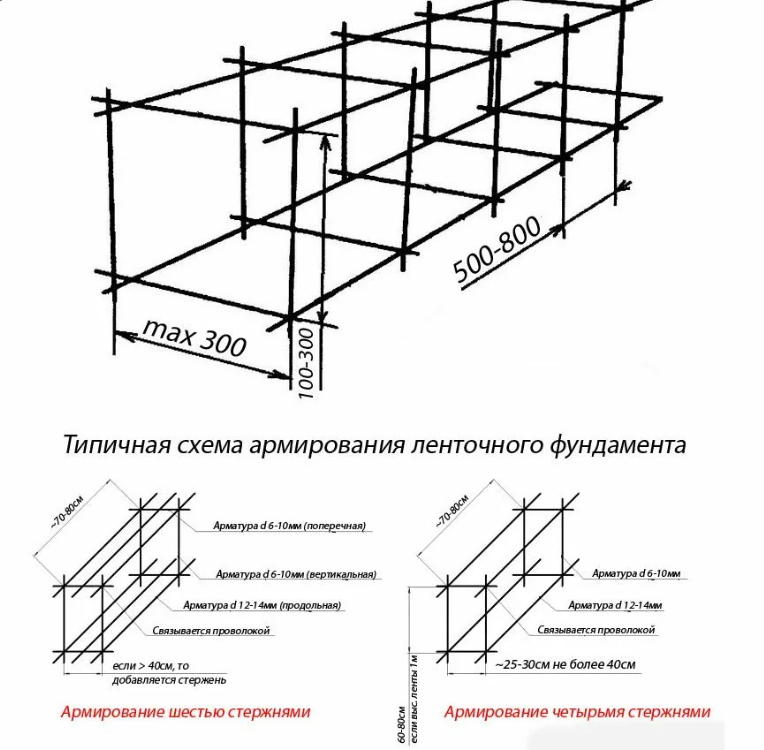
Buộc gia cố dưới móng dải được thực hiện theo công nghệ sau:
- Một ván khuôn làm bằng gỗ hoặc các vật liệu khác được lắp đặt, một dây câu được căng bên trong nó để chỉ ra mặt phẳng phía trên của móng.
- Từ bên dưới, chiều cao 5 cm được đánh dấu, từ mức này bắt đầu bố trí các thanh dọc và băng bó các khớp. Gạch được đặt ở dưới cùng để đáp ứng điều kiện như vậy, và các phần tử gia cố thẳng đứng được gắn vào đất. Các thanh thép cũng được đặt cách thành ván khuôn 5 cm.
- Các phần tử dọc được làm thành một đoạn với chiều dài 6 m, được phép dùng một bó thanh có độ chồng lên nhau từ 25 - 35 cm nếu móng dạng dải. Phiến dài. Các thanh kim loại được để lộ dọc theo chu vi, các đai gia cố trên và dưới được buộc trên chúng.
- Bê tông được đổ thành từng lớp sau khi kết thúc quá trình giao phối, trong khi rung được áp dụng để xua tan bọt khí.
Lồng cốt thép có thể được đan theo từng phần bên ngoài ván khuôn và được lắp đặt tuần tự bên trong rãnh, nhưng cần nhiều công nhân hơn để lắp đặt theo cách này.Không được phép có mảnh vụn và vật lạ trong các nút, mối nối không được có các vòng nhô ra và thắt chặt không đều với các đầu dây tự do.
Phương pháp đan gia cố
Thực hành phổ biến nhất là kết nối các thanh cốt thép bằng cách sử dụng móc móc. Các phần tử được nối theo sơ đồ, trong khi các dải dọc được nối ở ba vị trí (ở đầu, cuối và ở giữa) bằng một dây nung. Các thanh nhẵn không có nếp gấp được kết nối với sự uốn cong của các đầu.
Trước khi tham gia, vật liệu được chuyển vào rãnh, được bố trí theo sơ đồ và được san lấp mặt bằng. Các yếu tố kích thước (gạch, kẹp nhựa) được đặt dưới đai thứ nhất để sau khi đổ hết các thanh được phủ một lớp bê tông.
Có một số cách để đan cốt thép một cách chính xác:
- dây điện;
- hàn xì;
- kẹp nhựa.
Phương pháp đầu tiên tốn nhiều công sức, nó khác nhau ở một số tùy chọn để soạn các nút, trong các kỹ thuật khác nhau. Để siết chặt, các công cụ cơ khí và điện đã được phát triển để tăng tốc quá trình làm việc.
Kẹp nhựa có khả năng tự siết, tiết kiệm thời gian đáng kể, nhưng có một số hạn chế trong việc sử dụng. Hàn được chọn cho một số loại phụ kiện nếu ký tự C trong tên thương hiệu.
Dây điện

Không chỉ các loại băng được gia cố, khung được đặt trong các giá đỡ cột, cột, dầm móng, các phần nguyên khối của sàn và các lớp phủ.
Tính năng đan của các thiết kế khác nhau:
- Các phần tử cột sóng được gia cố bằng các thanh mà không bị gấp khúc bên, do đó lực căng cơ học của các nút được áp dụng khi sử dụng kết nối dây. Mô-đun đan được cố định bằng kẹp hoặc móc, bạn có thể dùng súng.
- Các cơ sở tấm và dải chứa một khung có lưới (đai) trên và dưới. Cần liên kết cốt thép chịu lực căng của các cấu kiện dọc để chúng không bị rơi trong quá trình đổ. Chú ý tham gia ở các góc.
Các thanh bên dưới có thể rơi ra khỏi khung và kết thúc trực tiếp xuống đất sau khi đổ bê tông, điều này sẽ dẫn đến ăn mòn và vi phạm khả năng chịu lực của bê tông. Đối với cốt thép liên kết trong kết cấu nền cao (hơn 1,8 mét), người ta bố trí giàn giáo và giàn giáo. Khi đổ bê tông giếng, khung được đan bằng cách sử dụng khay giảm dần, giá đỡ và đường ngang.
Các nút thắt dây liên kết không bị xấu đi dưới tác động của các thành phần bê tông xâm thực. Các mối nối được phân biệt bởi tính đàn hồi của chúng, giúp tăng khả năng chống biến dạng của kết cấu, tăng sức bền khi xuất hiện lực uốn trong điều kiện vận hành.
Hàn
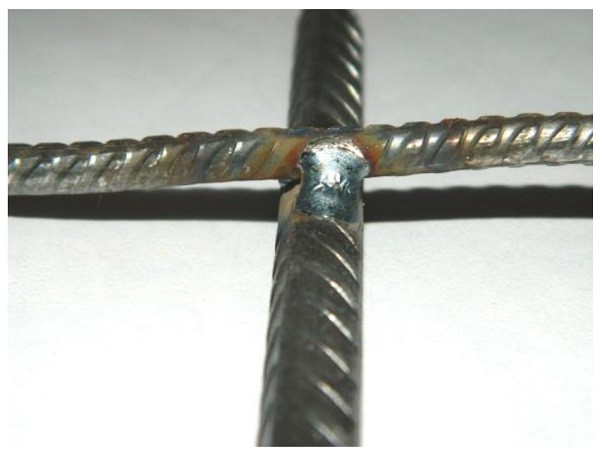
Khung được hàn trong xây dựng dân dụng và công nghiệp do giảm cường độ lao động, ghép các phụ kiện có kích thước khác nhau, tự động hóa lắp ráp. Các đội liên hợp gồm công nhân bê tông và thợ hàn làm việc tại các công trường lớn, nhưng công nhân gia cố không được tuyển dụng.
Khung được hàn theo những cách sau:
- tiếp xúc;
- hồ quang điện;
- bán tự động;
- đèn điện.
Việc kết nối dọc theo chiều dài của các thanh cốt thép được thực hiện bằng phương pháp tiếp điểm, bán tự động, đối với các nút không gian thì sử dụng bảng điện, bản vòng cung. Quá trình này diễn ra ở dòng điện từ 250 đến 350 A, kim loại cứng nguội được nối với dòng điện cao trong thời gian ngắn (hàn cứng).
Phương pháp tiếp xúc cho phép hàn đối đầu các thanh có đường kính khác nhau, giúp tiết kiệm vật liệu. Mối ghép cường độ bằng nhau nhận được khi chênh lệch kích thước mặt cắt ngang không quá 1,25 - 1,5 mm. Thường thì các phần tử dọc và dọc được thiết kế với các đường kính khác nhau, và hàn điện trở sẽ kết hợp chặt chẽ các bộ phận của dây đai, trụ, góc và dây dẫn.
Các hạn chế liên quan đến loại kim loại cho khung. Một số loại thép được xử lý đặc biệt trong quá trình sản xuất và được làm cứng bằng nhiệt để một cấu trúc được tái tạo bên trong làm tăng độ bền.Nhiệt độ cao trong quá trình hàn sẽ phá hủy các cấu trúc này và khả năng chịu tải giảm xuống.
Các phụ kiện phổ biến có ký hiệu ASH, A400 không thể hàn - chúng được kết nối theo các cách khác.
Kẹp nhựa

Sự phổ biến của chất kết dính tổng hợp đang trở nên phổ biến, nhưng các nhà chế tạo bảo thủ không tin tưởng vào mối liên hệ như vậy. Kẹp cố định an toàn các bộ phận của khung, nhưng việc sử dụng chúng có các tính năng cụ thể. Những ưu điểm bao gồm dễ dàng thắt chặt, quá trình này không yêu cầu đào tạo và công cụ đặc biệt. Clip được kéo lại với nhau cho đến khi nó nhấp chuột, hành động mất ít thời gian.
Khung làm bằng cốt thép nhẵn không chịu được lực động kém; các dây buộc có thể bị nứt nếu một người bước lên các phần cấu trúc dọc phía trên. Xem xét thực tế là các kẹp có thể bị hỏng nếu bê tông bị rung trong quá trình đổ.
Nhiều nhà xây dựng sử dụng khung làm giá đỡ chân khi đổ bê tông, nhưng điều này không thể thực hiện được với kết cấu trên nan nhựa. Rung động bằng các dụng cụ điện sẽ làm hỏng kết nối và cốt liệu thô có thể bị nứt và khiến cho việc lắp ráp bị lỏng lẻo.
Các chuyên gia không khuyến khích sử dụng kẹp nhựa trong thời tiết lạnh giá, bởi vì vật liệu bị nứt khi tiếp xúc với nhiệt độ âm. Một biến thể của kẹp polyme với dải kim loại ở giữa đã được phát triển; các yếu tố như vậy có nhiều khả năng ứng dụng hơn. Các loại nhựa mới được sử dụng không bị biến chất trong thời tiết lạnh.
Sử dụng đúng móc
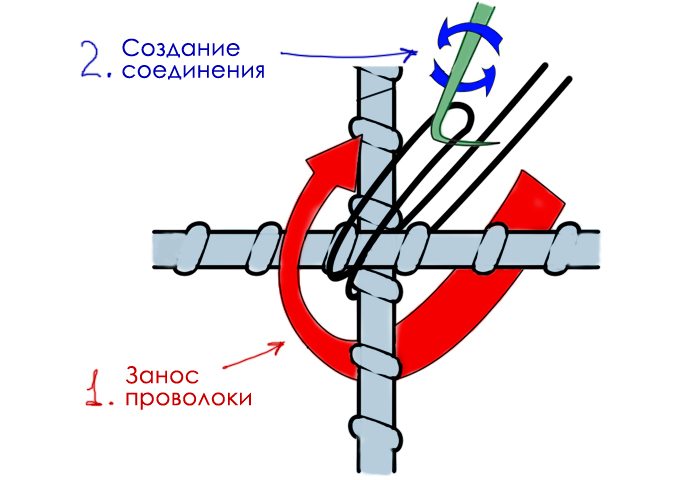
Quá trình hình thành một nút:
- Một đoạn dây dài 30 cm được gấp lại một nửa và điểm giao nhau của các thanh cốt thép được siết chặt sao cho vòng tại chỗ uốn đối diện với đuôi.
- Cái móc sẽ vòng vào vòng lặp, nắm lấy tóc đuôi ngựa và xoay để quấn các đầu xung quanh vòng lặp.
- Nút kết quả được thắt chặt với nỗ lực mà không làm dây bị đứt.
- Cái móc được tháo ra khỏi vòng lặp, những phần còn lại được cắt tỉa.
Móc vít được sử dụng, thuộc thiết bị bán tự động. Đầu xoay liên tục trong thiết bị. Nếu bạn kéo móc về phía mình, đầu dây sẽ quay và dây được thắt chặt. Người lao động thực hiện rất ít nỗ lực và thời gian tạo một nút thắt giảm từ 3 đến 5 giây.
Dây cũng gập đôi, móc được quấn thành vòng, đầu quấn quanh vòng và móc về phía bản thân. Xoay tay cầm được siết chặt.
Lựa chọn dây

Dây được thực hiện để buộc chặt các thanh khung. Sản phẩm không được sản xuất đặc biệt để buộc và là loại kim loại cán theo tiêu chuẩn GOST 32.82 - 1974. Thanh dây thích hợp để buộc cốt thép trong kết cấu.
Vật liệu có mặt cắt tròn được lấy, đường kính được xác định riêng cho từng khung hoặc được thông qua tùy theo dự án. Nếu không thể mua dây ủ, bạn có thể gia cố dây đã có bằng cách hơ trên ngọn lửa trong vòng 25 - 30 phút, sau đó để ngoài trời cho nguội.
Các chuyên gia khuyên bạn nên gấp que đan nhiều lần, để giữa các nếp gấp có kích thước mong muốn (30 cm), sau đó dùng máy mài cắt bỏ các đoạn gấp. Điều này đẩy nhanh quá trình cắt que đan theo kích thước, để không phải đo chiều dài cần thiết mỗi lần.
Việc tiêu thụ dây chính xác rất khó xác định, do đó, tính toán sơ bộ được sử dụng.Số lượng nút được lấy tại các mối nối của cấu kiện dọc với trụ dọc, mối ghép góc, mối nối cốt thép dọc theo chiều dài được tính đến. Một kết nối mất khoảng 0,3 - 0,5 mét dây, kích thước này được nhân với số lượng kết nối và thu được cảnh quay cần thiết.
Ưu nhược điểm của buộc cốt thép
Việc kết nối các phần tử với dây là một quá trình tốn nhiều công sức và được sử dụng cho sản xuất xây dựng với quy mô nhỏ. Nút thắt dây rẻ hơn mối hàn vì đối với loại thứ hai, cần phải có điện cực, và việc vận hành và vận chuyển thiết bị cũng đòi hỏi chi phí vật liệu. Dây mạ kẽm sẽ khó bị xuống cấp theo thời gian.
Mối hàn kém bền hơn, công việc đòi hỏi người thợ lành nghề loại trừ thép bị cháy, và chỉ một số cốt thép được sử dụng làm vật liệu. Sau khi đổ bê tông nền, kết cấu bị co lại. Kết nối dây mang lại sự tự do, do đó lực căng trong khung được loại bỏ. Mối hàn bị phá hủy do co ngót và không được sử dụng ở những nơi có nền đất không ổn định, chẳng hạn như vùng đầm lầy.
Kết nối dây không vi phạm cấu trúc bên trong của kim loại, và hàn xây dựng lại cấu trúc do tác động của nhiệt độ cao. Kẹp nhựa có hệ số giãn nở khác hẳn so với bê tông và thép, do đó, khi nhiệt độ của kết cấu bê tông cốt thép thay đổi, chúng có thể bị nứt.